喷涂自动化生产线的全自动道岔的制作方法
1.本实用新型涉及喷涂自动化生产线领域,更具体地说,涉及喷涂自动化生产线的全自动道岔。
背景技术:
2.生产流水线是在一定的线路上连续输送货物搬运机械,又称输送线或者输送机。按照输送系列产品大体可以分为:皮带流水线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。流水线输送能力大,运距长,还可在输送过程中同时完成若干工艺操作,所以应用十分广泛。
3.喷涂自动化生产线往往使用导轨来运输工件,以方便加工工件,但是为了满足使用需求往往需要设置多条轨道进行使用,也造成了成本增加,同时占地较广,不具备实用性与经济性,一种的道岔装置切换结构复杂,且适用环境受限,无法进行进一步调节使用,故而提出喷涂自动化生产线的全自动道岔来解决上述问题。
技术实现要素:
4.针对现有技术中存在的问题,本实用新型的目的在于提供喷涂自动化生产线的全自动道岔,以解决现有技术实用性部强,适用范围受限的问题。
5.为解决上述问题,本实用新型采用如下的技术方案。
6.喷涂自动化生产线的全自动道岔,包括主轨道与弯轨道,所述主轨道与弯轨道之间设置有安装箱,所述安装箱的内侧滑动连接有活动框,所述活动框的顶部固定安装有电动推杆,所述电动推杆的左端与安装箱的内部固定连接,所述活动框的顶部滑动连接有四个安装座,所述活动框顶部设置有切换轨道,所述切换轨道的底部通过螺栓与安装座固定连接,所述安装座上穿插有与其螺纹连接的固定螺杆,所述固定螺杆的一端与活动框接触,所述切换轨道的两端分别与主轨道与弯轨道对接接触。
7.所述弯轨道与切换轨道均分为直线轨道与曲线轨道。
8.两个所述弯轨道的左端之间设置有翻面轨道,所述翻面轨道的两端分别与两个弯轨道可拆卸式连接。
9.所述活动框的左右两侧均通过螺栓固定安装有滑块,所述安装箱内部的左右两侧均通过螺栓固定安装有滑道,两个所述滑块分别与两个滑道滑动连接。
10.所述滑道由l型杆与方杆组成,所述l型杆与方杆均通过螺栓与安装箱的内部固定安装,所述l型杆与方杆之间相接触,所述滑块位于l型杆与方杆之间。
11.所述安装座包含有安装板,所述切换轨道的底部与安装板通过螺栓固定连接,所述安装板的底部一体成型有c型块,所述c型块与活动框的顶部滑动连接,所述固定螺杆穿插于c型块上并与c型块螺纹连接。
12.相比于现有技术,本实用新型的优点在于:
13.(1)本方案,通过利用电动推杆带动活动框在安装箱的内部进行活动,然后活动框上切换轨道与主轨道及弯轨道的对接姿态,从而改变生产线的轨道路径,能够使得加工工件的翻面、分类、分线加工(翻面为工件转动面向,)等变得更加方便,满足喷涂自动化生产线的使用需求。
14.(2)本方案,通过螺栓将切换轨道固定在安装座上,使得切换轨道的拆装方便,同时由于安装座与活动框之间滑动连接,能够调节安装座在活动框上的位置,以适应切换轨道的形状,能够根据使用需求进行更换切换轨道,且由于活动框与安装箱之间的滑动结构是由滑块、l型杆与方杆组成,并通过螺栓进行固定,从而能够对内部结构进行拆卸,方便使用者的拆装更换,实用性强。
附图说明
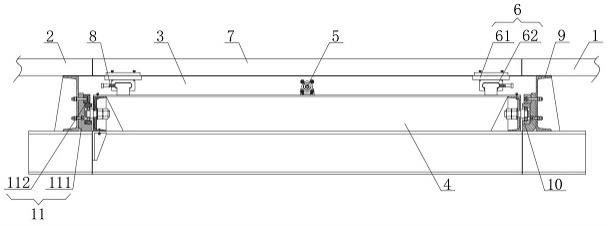
15.图1为本实用新型的正视剖视结构示意图。
16.图2为本实用新型安装箱的右视剖视结构示意图。
17.图3为本实用新型分类与分线加工时俯视结构示意图。
18.图4为本实用新型翻面工作时俯视结构示意图。
19.其中:1、主轨道;2、弯轨道;3、安装箱;4、活动框;5、电动推杆;6、安装座;61、安装板;62、c型块;7、切换轨道;8、固定螺杆;9、翻面轨道;10、滑块;11、滑道;111、l型杆;112、方杆。
具体实施方式
20.请参阅图1~4,本实用新型中涉及喷涂自动化生产线的全自动道岔,包括主轨道1与弯轨道2,主轨道1与弯轨道2之间设置有安装箱3,安装箱3的内侧滑动连接有活动框4,活动框4的顶部固定安装有电动推杆5,电动推杆5的左端与安装箱3的内部固定连接,活动框4的顶部滑动连接有四个安装座6,活动框4顶部设置有切换轨道7,切换轨道7的底部通过螺栓与安装座6固定连接,安装座6上穿插有与其螺纹连接的固定螺杆8,固定螺杆8的一端与活动框4接触,切换轨道7的两端分别与主轨道1与弯轨道2对接接触。
21.通过利用电动推杆5带动活动框4在安装箱3的内部进行活动,然后活动框4上切换轨道7与主轨道1及弯轨道2的对接姿态,从而改变生产线的轨道路径,能够使得加工工件的翻面、分类、分线加工等变得更加方便,满足喷涂自动化生产线的使用需求,通过螺栓将切换轨道7固定在安装座6上,使得切换轨道7的拆装方便,同时由于安装座6与活动框4之间滑动连接,能够调节安装座6在活动框4上的位置,以适应切换轨道7的形状,能够根据使用需求进行更换切换轨道7。
22.弯轨道2与切换轨道7均分为直线轨道与曲线轨道。
23.根据弯轨道2与切换轨道7能够互相配合形成不同的生产线,将主轨道1分为两条加工线,或者两条分类线。
24.其中:两个弯轨道2的左端之间设置有翻面轨道9,翻面轨道9的两端分别与两个弯轨道2可拆卸式连接。
25.通过翻面轨道9将两个弯轨道2进行连接,以便以工件返回至主轨道1上,同时调整工件的面向,轨道之间的可拆卸对接应用技术已经较为成熟,属于现有公知技术,在此不在
过多赘述。
26.活动框4的左右两侧均通过螺栓固定安装有滑块10,安装箱3内部的左右两侧均通过螺栓固定安装有滑道11,两个滑块10分别与两个滑道11滑动连接。
27.通过滑块10与滑道11的配合,使的活动框4与安装箱3之间能够滑动,利用电动推杆5的动力进行驱动,控制活动框4在安装箱3内侧的位置。
28.滑道11由l型杆111与方杆112组成,l型杆111与方杆112均通过螺栓与安装箱3的内部固定安装,l型杆111与方杆112之间相接触,滑块10位于l型杆111与方杆112之间。
29.且由于活动框4与安装箱3之间的滑动结构是由滑块10、l型杆111与方杆112组成,并通过螺栓进行固定,从而能够对内部结构进行拆卸,方便使用者的拆装更换,实用性强。
30.安装座6包含有安装板61,切换轨道7的底部与安装板61通过螺栓固定连接,安装板61的底部一体成型有c型块62,c型块62与活动框4的顶部滑动连接,固定螺杆8穿插于c型块62上并与c型块62螺纹连接。
31.利用安装板61让切换轨道7安装于活动框4的顶部,同时c型块62能够与活动框4滑动连接,来适应切换轨道7的形状,方便切换轨道7的安装使用,然后通过固定螺杆8固定c型块62在活动框4上位置。
32.工作原理:通过螺栓将切换轨道7固定在安装座6上,使得切换轨道7的拆装方便,同时由于安装座6与活动框4之间滑动连接,能够调节安装座6在活动框4上的位置,以适应切换轨道7的形状,能够根据使用需求进行更换切换轨道7,通过利用电动推杆5带动活动框4在安装箱3的内部进行活动,然后活动框4上切换轨道7与主轨道1及弯轨道2的对接姿态,从而改变生产线的轨道路径,能够使得加工工件的翻面、分类、分线加工等变得更加方便,满足喷涂自动化生产线的使用需求。
33.以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1