一种大型工件静电喷粉房的制作方法
1.本实用新型属于喷粉设备技术领域,尤其涉及一种大型工件静电喷粉房。
背景技术:
2.静电粉末喷涂法是在工业涂装领域中占主导位置的粉末涂装法。靠静电粉末喷枪喷出来的涂料,在分散的同时使粉末粒子带负电荷,带电荷的粉末粒子受气流(或离心力等其它作用力)和静电引力的作用,涂着到接地的被涂物上,再加热熔融固化成膜。
3.静电粉末喷涂技术与液态涂料喷涂技术相比,可降低对环境的污染程度;喷涂粉末易于回收、利用率高,具有相对显著的经济效益;粉末涂料因没有有机挥发物的产生,避免了因挥发至大气中而产生的浪费,所以与液体涂料相比,能源成本大大降低;静电粉末喷涂静技术具有优异的涂膜性能,如涂膜持久性能,耐磨擦性、抗冲击性、密着性、韧性、耐蚀性及耐化学药品性能等,而户外使用的粉末涂料,除了上述的优点外,还包括高耐候性及耐污染性。因具有上述独特的优势,自从粉末涂料喷涂技术进入涂装业后,粉末涂料在一般工业用涂料中所占有的市场比例逐年持续增长。
4.目前,粉末涂料喷涂技术中所用的喷涂的方式主要有手动喷涂和自动喷涂,对于箱式车、自卸车、仓栅车、罐车、货车车厢等大型工件的静电喷涂,手动喷涂效率低。具体的,传统方式的自动喷涂系统均为工件低速行走的同时,采用自动喷粉枪往复竖向动作的简单喷粉的方法。自动喷粉枪的动作方向与工件行走方向垂直,则自动喷涂完成的比例低。如喷涂流水线上的箱式货车车厢纵向低速行走,则车厢的前后端面挡板的内表面和挡板的外表面(以下简称“前后端工件表面”),自动喷涂完成的比例都低,需要靠大量手动喷涂和机器人补喷来弥补,而且由于工件同时在低速行走,人工或机器人补喷的喷涂质量难以保证。上述大型工件整体尺寸大、喷涂面积大,受喷涂设备的喷涂工作空间以及自动喷枪的活动范围限制,目前市场中没有可适用于上述大型工件的、尤其可高效处理大型工件前后端工件表面的自动喷粉设备。
5.另一方面,现有自动喷粉设备中喷粉工作进行中,工件是持续行走的,喷粉室的进口和出口必须保持敞开,在保证粉末充分回收的前提下,对风量流量要求高。
技术实现要素:
6.针对现有技术存在的问题,本实用新型提供了一种解决目前大型工件喷涂效率低、喷涂质量难以保证的问题的大型工件静电喷粉房。
7.本实用新型是这样实现的,一种大型工件静电喷粉房,包括用于吊挂大型工件的工件运输系统,在所述工件运输系统的行进沿线上依次设置自动喷粉室和手动喷粉室,所述自动喷粉室和手动喷粉室连通并构成两端分别具有工件进口和工件出口的组合喷粉室,其特征在于:所述自动喷粉室的上方安装有对自动喷粉室内大型工件喷粉处理的自动喷粉装置;所述自动喷粉室内安装有令所述自动喷粉室内侧产生竖向下气流的循环风系统。
8.在上述技术方案中,优选的,所述自动喷粉装置包括安装于所述自动喷粉室上方
三维直角旋转自动喷涂单元,所述三维直角旋转自动喷涂单元包括x 轴直线模组、y轴直线模组、z轴直线模组、转台气缸和静电喷粉枪;所述x 轴直线模组安装在所述自动自动喷粉室的侧部,所述x轴直线模组水平设置且与所述工件悬吊运输系统的行进轴线平行;所述y轴直线模组配装在所述 x轴直线模组上且可沿x轴直线模组活移,所述y轴直线模组在所述自动喷粉室上方水平向内侧延伸且与所述x轴直线模组垂直;所述z轴直线模组配装在所述y轴直线模组上且可沿y轴直线模组活移,所述z轴直线模组竖直向下延伸且与所述y轴直模组垂直;所述转台气缸安装在所述z轴直线模组上且沿z轴直线模组竖向活移,所述转台气缸的转轴与z轴直线模组平行;所述静电喷粉枪安装在所述转台气缸上。
9.在上述技术方案中,优选的,所述自动喷粉室的上部为大于工件俯视范围的开口,所述自动喷粉室的底部设有吸风孔,所述吸风孔通过管道连通粉尘收集装置。
10.本实用新型的优点和技术效果是:
11.本实用新型提供一种自动与手动结合的适用于箱式车、自卸车、仓栅车、罐车、货车车厢等大型工件的静电喷涂设备,本设备中循环风系统在自动喷粉室内产生竖向下的气流,粉末因自重具有下落趋势,故在保证粉末被完全回收的前提下,与工件需要低速运行才能自动喷涂的传统喷粉系统比较,对循环风系统的风量要求低50%,循环风系统中的风机功率要求低,噪音小,具有节能的技术效果。喷粉房中自动喷粉室配备可对大型工件静电喷涂的自动喷粉装置,自动喷涂装置可高效完成大型工件的主体喷涂工作,配合以后续的手动喷涂,在提高喷涂效率的同时,保证较高的喷涂质量。相比传统纯手动喷涂和低速行走传统自动喷粉系统,本喷粉房大幅度减少人工作业量、大幅降低电力能源消耗。
附图说明
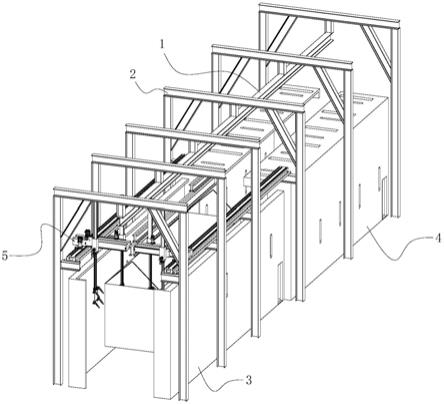
12.图1是本实用新型结构示意图;
13.图2是本实用新型中自动喷粉装置的安装结构示意图;
14.图3是本实用新型中三维直角旋转自动喷涂单元的结构示意图。
15.图中、1、工件工件悬吊运输系统;2、龙门形框架;3、自动喷粉室;4、手动喷粉室;5、三维加直角旋转自动喷粉装置:5-1、x轴直线模组;5-2、y 轴直线模组;5-3、z轴直线模组;5-4、转台气缸;5-5、静电喷粉枪。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
17.为解决目前大型工件喷涂效率低、喷涂质量难以保证的问题,本实用新型特提供一种大型工件静电喷粉房。本粉末静电喷粉房具有自动喷涂完成比例高、人工作业量少、节能这三大优点,可以节约人工成本、降低电力能源消耗。为了进一步说明本实用新型的结构,结合附图详细说明书如下:
18.实施例一
19.请参阅图1-图3,一种大型工件静电喷粉房,包括用于吊挂大型工件的工件悬吊运输系统1。工件悬吊运输系统1即悬挂运输机,为机械领域常规已知设备,是一种常用的连续
输送设备,广泛应用于连续地在厂内输送各种成件物品和装在容器或包内的散装物料,也可在各个工业部门的流水线中用来在各工序间输送工件,完成各种工艺过程,实现输送和工艺作业的综合机械化。其结构主要由牵引链条、滑架、吊具、架空轨道、驱动装置、张紧装置各安全装置等组成。架空轨道的延伸方向即为工件悬吊运输系统1中滑架的行进方向,驱动装置通过牵引链条驱动滑架沿架空轨道移动,吊具安装在滑架上,用于吊挂工件。本实施例中,架空轨道为直线,其延伸方向为工件悬吊运输系统1的行进沿线。在工件悬吊运输系统1的行进方向上均布龙门形框架2,龙门形框架2作为架空轨道的支撑框架,架空轨道固定在龙门形框架2上。
20.在工件悬吊运输系统1的行进沿线上依次设置自动喷粉室3和手动喷粉室4。自动喷粉室3和手动喷粉室4连通并构成两端分别具有工件进口和工件出口的组合喷粉室,此组合喷粉室是静电喷粉房的内部整体工作空间。具体的,自动喷粉室3是由两侧壁围构而成的上部开口、两端开口的喷粉工作空间。
21.自动喷粉室3的上方安装有对自动喷粉室3内侧的大型工件喷粉处理的自动喷粉装置5。
22.本实施例中,自动喷粉装置5包括安装于自动喷粉室3上方两侧的三维直角旋转自动喷涂单元。三维直角旋转自动喷涂单元包括x轴直线模组5-1、 y轴直线模组5-2、z轴直线模组5-3、转台气缸5-4和静电喷粉枪5-5。
23.位于自动喷粉室3的同侧的三维直角旋转自动喷涂单元的x轴直线模组 5-1为同一条沿自动自动喷粉室3的侧壁上沿延伸的直线模组。x轴直线模组 5-1固定安装在龙门形框架2上。x轴直线模组5-1水平设置且与工件悬吊运输系统1的行进轴线平行。
24.x轴直线模组5-1安装在自动自动喷粉室的外侧部,x轴直线模组5-1水平设置。
25.y轴直线模组5-2配装在x轴直线模组5-1上且可沿x轴直线模组5-1 活移。y轴直线模组5-2在自动喷粉室3上方水平向内侧延伸且与x轴直线模组5-1垂直。z轴直线模组5-3配装在y轴直线模组5-2上且可沿y轴直线模组5-2活移。z轴直线模组5-3竖直向下延伸且与y轴直模组5-2垂直。
26.本实施例中,x轴直线模组5-1、y轴直线模组5-2为具有相同结构的常规已知部件,即包括直线导轨、齿条、滑座和电机。滑座配装在直线导轨上,滑座可沿直线导轨活移。齿条与直线导轨平行,电机安装在滑座上,电机的输出轴与齿条啮合的齿轮,电机的输出轴驱动齿轮转动,以此实现滑座沿直线导轨的活移。
27.z轴直线模组5-3包括竖向的直线导轨套、直线滑杆、齿条和电机,直线滑杆配装在直线导轨套上,且可竖向伸缩,齿条安装在直线滑杆上且与直线滑杆平行。电机安装在直线导轨套上,电机的输出轴安装与齿条啮合的齿轮,电机工作,可驱动直线滑杆竖向活移。z轴直线模组5-3也属于常规已知直线模组的一种,可为多段式伸缩直线模组,即包括套装并通过电机实现伸缩的直线导轨套。多段式伸缩直线模组可在一定程度上降低直线滑杆上位高度,有助于减小喷粉房的整体工作高度。
28.本实施例中,x轴直线模组5-1的直线导轨固定安装在龙门形框架2上, x轴直线模组5-1的直线导轨上安装有多个滑座,每个滑座上配装控制滑座活移的电机。y轴直线模组5-2的直线导轨固定在x轴直线模组5-1的滑座上。 z轴直线模组5-3的直线导轨套固定在y轴直线模组5-2的滑座上。
29.静电喷粉枪5-5安装在z轴直线模组5-3上且可沿z轴直线模组5-3活移。
30.本实施例中,具体的,在z轴直线模组5-3的直线滑杆的下端固定转台气缸5-4,转台气缸5-4的转轴的轴线与z轴直线模组5-3的直线滑杆平行,转台气缸5-4的缸体与直线滑杆的下端部通过螺钉固定,转台气缸5-4的转台朝下。转台气缸5-4的转台下端面上通过螺钉固定框架体,此框架体上安装所需要数量的静电自动喷粉枪5-5。上述结构实现静电喷粉枪5-5可沿x、y、z 三维空间移动,且可以z轴为转轴实现直角转动。这样可以以最少的自动喷粉机构完成箱体工件各内外表面的自动喷粉作业。
31.本实施例中,自动喷粉室3的顶部区域完全敞开,以便满足置顶安装的三维直角旋转自动喷涂单元运行动作所需空间,保证置顶的自动喷涂装置可以无障碍运行,完成工件四周外壁的喷涂工作。自动喷粉室3上方区域大小由工件大小范围再加上置顶的自动喷涂装置5运行所需最小空间。此区域比工件投影区域四周多600毫米或以上。
32.以货车车厢的静电喷粉喷涂工作为例,货车车厢吊装于工件悬吊运输系统1,自喷粉房工件进口进入自动喷粉房,工件进入自动喷粉室3后,工件进口和工件出口的活动门关闭。三维直角旋转自动喷涂单元通过移动,令不同的三维直角旋转自动喷涂单元的静电喷粉枪5-5位于货车车厢左右两侧板的内侧和外侧,静电喷粉枪5-5通过x轴向和z轴向的活移,实现对货车车厢左右两侧板的内壁和外壁的喷涂。
33.货车车厢左右两侧板喷涂完成后,靠近货车车厢两端部的三维直角旋转自动喷涂单元的转台气缸5-4控制静电喷粉枪5-5旋转90
°
,令货车车厢内外侧的静电喷粉枪5-5与货车车厢前后端面的内侧相对,之后静电喷粉枪5-5 通过y轴向和z轴向的活移,实现对货车车厢前后两端板的内壁和外壁实施喷涂。
34.自动喷涂装置能完成大型箱型工件内表面和外表面的自动喷涂工作,自动完成表面积喷涂比例最高。而且静电喷粉枪的电缆气管和粉管旋转角度小,从而不容易损害,静电喷粉枪的管线也不会彼此干扰。
35.自动喷粉室的顶部设有敞开开口,顶部开口投影大小要比停止在自动喷粉室内的最大工件平面投影大些,这样安装在自动喷室顶上方的三维加旋转自动喷粉机构可以无障碍运行,完成工件表面的自动喷粉作业。自动喷粉室和手动喷粉室相连接。自动喷粉室3的首端工件进口安装可关闭的活动门,手动喷粉室4的尾端工件出口处也安装可关闭的活动门。工件进入自动喷粉室停下,喷粉房工件进口和出口的活动门关闭,然后,自动喷粉机构进行自动喷粉作业。手动喷粉室内也可同时人工检查补喷粉作业。
36.自动喷粉室底部设有底抽风风道,风道顶板合理布置抽风口,风道与抽风风机连通。自动喷粉室的上部开口,在抽风口的负压作用下,在自动喷粉室内形成竖向下的气流。抽风风道连通粉尘收集装置。本实施例中,粉尘收集装置为旋风除尘器。
37.所述自动喷粉室顶上方,安装有三维联动加旋转功能的自动喷粉装置,工件进入自动喷粉室在指定位置停下,然后自动喷粉装置根据对应工件设定的喷涂程序自动喷涂,完成各表面的自动喷涂作业。而且,工件停下喷涂前,喷室进口和出口的自动门关闭,喷室底部抽风室内形成负压,顶部敞开开口进风,这样形成上下对流的喷室内风向分布。
38.这种新型粉末静电喷粉房具有自动喷涂完成比例高、人工作业量少、节能这三大优点,可以节约人工成本、降低电力能源消耗。
39.实施例二
40.本实施例中,与上述实施例的区别特征是工件运输系统的选用以及自动喷涂装置的结构。
41.具体的,工件运输系统为轨道式工件运输系统,轨道式工件运输系统是工件在轨道上承托并运输行进,工件承托于地面轨道输送,为常规已知装备。结合地面输送形式的工件运输系统,本系统更容易发挥优势。自动喷粉室上方没有任何障碍物。故顶部的自动喷粉装置,非常方便使用。一部喷粉系统的自动喷粉装置两套即可满足生产,比悬挂输送线的四套数量可以少一倍。
42.本实施例中,自动喷涂装置包括安装在自动喷粉房侧部的外喷涂单元和内喷涂单元。外喷涂单元和内喷涂单元包括与实施例一中所述相同的x轴直线模组和y轴直线模组。外喷涂单元中的z轴直线模组是自y轴直线模组向下延伸的直线模组,其构造与实施例一中的x轴直线模组和y轴直线模组相同,采用竖向活移的滑座式。在外喷涂单元的z轴直线模组的滑台上安装转台气缸和静电喷粉枪。外喷涂单元是对大型工件外壁实施喷涂的自动装置,其工作原理与实施例一相同。本实施例中,内喷涂单元所使用的z轴直线模组为气动剪叉架,这种气动剪叉架具有可自动控制的稳定竖向伸缩功能,属于现有常规已知构件。相比广义上的常规直线模组,气动剪叉架回缩后的长度极小。在气动剪叉架的下端安装转台气缸和对大型工件内壁实施喷粉的静电喷粉枪,其工作原理与实施例一相同。
43.本实施例中所述的自动喷涂装置,对竖向安装和工作空间要求极小,从而对厂房高度要求低。
44.本实施例中,可在内喷涂单元的静电喷粉枪的矩形安装框架的下部固定一吸尘管,此吸尘管通过软管与旋风除尘器的进风管道接通,此吸尘管具有令大型工件内部产生向下气流的吸尘孔。
45.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1