一种带丝印图案标识外饰喷涂零部件的制作方法
1.本实用新型属于汽车零部件加工制造技术领域,具体涉及一种带丝印图案标识外饰喷涂零部件。
背景技术:
2.随着社会生产力的不断发展,汽车已经成为了人们中短途出行的一种不可或缺的交通工具,汽车已经快速普及到广大人民群众生活中。特别是,近些年来国内汽车市场也呈现井喷态势,传统燃油车、纯电动、智能互联网等各式各样的汽车百花齐放,同时消费者对汽车的产品质量要求越来越高,各种消费嗜好也变得越来越多样。为了使汽车更具个性或更富有特色,就出现在汽车外壳体上或外饰零部件上增加图案标识的需求,例如增加logo、增加图案等。
3.汽车外饰零部件的使用环境相比较于汽车内饰零部件的使用环境恶劣,例如汽车外饰零部件长期需要暴露在日晒雨淋的环境中,经常承受紫外线的照射、高低温的变化、酸碱性雨淋等,通过现有方式或技术增加的汽车外饰零部件的图案标识在恶劣环境无法达到工业应用或日常使用的要求或指标,其不仅仅使用寿命短,还存在外饰附着力较低、耐氙灯外饰老化褪色等现象。
4.因此,急需开发一种既能满足汽车外饰零部件增加图案标识的多样性个性化要求,又能保证保障工业应用或日常使用的要求或指标。
技术实现要素:
5.为了解决上述问题,本技术人提出了一种带丝印图案标识外饰喷涂零部件。
6.依据本实用新型的技术方案,提供一种带丝印图案标识外饰喷涂零部件,所述带丝印图案标识外饰喷涂零部件包括外饰喷涂零部件基材和外饰喷涂零部件涂层,外饰喷涂零部件涂层涂敷在外饰喷涂零部件基材上。其中,外饰喷涂零部件基材为树脂类材质及金属类材质。
7.优选地,外饰喷涂零部件涂层包括油漆涂层及油墨涂层。油漆涂层进一步包括底漆层、色漆层及清漆层。用于油墨涂层的油墨主要包括主剂、稀释剂及固化剂。
8.进一步地,带丝印图案标识外饰喷涂零部件为带丝印图案标识的b柱外饰板总成体。
9.更进一步地,带丝印图案标识外饰喷涂零部件为固定在钣金车身上左边前后无框车门中间起装饰缓冲作用的塑料件。其中,所述塑料件包括外饰板本体、外饰板骨架和外饰板上的丝印图标。优选地,外饰板骨架用于固定外饰板本体,外饰板上的丝印图标印制在外饰板本体上。
10.所述塑料件进一步包括密封减震泡棉、卡扣、下端定位柱和上端定位柱,密封减震泡棉及卡扣通过装配固定到外饰板骨架上;上端定位柱及下端定位柱与整车的钣金孔对准定位,保证带丝印图案标识外饰喷涂零部件安装的一致性。
11.相比较于现有技术,采用本实用新型的带丝印图案标识外饰喷涂零部件,具有以下技术效果:
12.1、实现汽车外饰喷涂零部件个性化图案标识定制批量生产的要求,使汽车外观造型更富于视觉冲击绚丽多彩。
13.2、解决了现有采用贴花工艺所导致的时间久了以后的图案褪色、易破损、不耐刮、洗车就容器冲洗掉等诸多不良缺陷。
14.3、整体提升了汽车外饰喷涂零部件的质感及档次,实现了带丝印图案标识汽车外饰喷涂零部件批量稳定量产生产技术。
15.4、创新了汽车外饰喷涂零部件的生产制造技术,有效扩展企业工艺方式方法及提高企业外饰件零部件生产制造水平。
16.5、带丝印图案标识外饰喷涂零部件使用寿命长,便于维护和推广应用。
附图说明
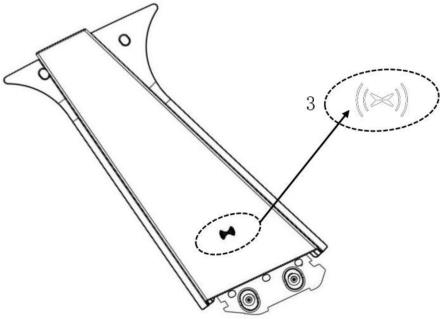
17.图1是依据本实用新型的一种带丝印图案标识外饰喷涂零部件的结构示意主视图;
18.图2是依据本实用新型的一种带丝印图案标识外饰喷涂零部件的背面视图;
19.图3是依据本实用新型的一种带丝印图案标识外饰喷涂零部件的侧视图;
20.图4是图1中带丝印图案标识外饰喷涂零部件的局部的放大图;
21.图5是图1中的外饰板本体模具的整体示意图;
22.图6是图5中的外饰板本体前模示意图;
23.图7是图5中的外饰板本体后模示意图;
24.图8是丝印图案标识图标使用的印制工装示意图;
25.图9是图8中的网版的结构示意图;
26.图10是图8中的橡胶刮刀的结构示意图;
27.图11是图1中丝印图案标识图标的涂层结构示意图。
28.附图中的附图标记具体如下:
29.1-外饰板本体、2-外饰板骨架、3-外饰板上的丝印图标、4-密封减震泡棉、 5-卡扣、6-下端定位柱、7-上端定位柱、8-模具定位圈、9-前模a板、10-后模 b板、11-前模模架、12-前模底板、13-前模型腔、14-后模底板、15-后模模芯、 16-后模导柱、17-后模模架、18-网版高度调节旋钮、19-配重平衡锤、20-网版夹紧螺丝、21-网版夹、22-丝印网版、23-被印刷物、24-前后微调旋钮、25-印刷台面、26-左右微调旋钮、27-网版边框、28-网版丝网、29-橡胶刮刀、30-橡胶刮刀柄、31-清漆层、32-油墨层、33-色漆层、34-底漆层、35-外饰喷涂零部件基材层。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围,另外不应当将本实用新型的保
护范围仅仅限制至下述具体结构或部件或具体参数。
31.本实用新型所提供的一种带丝印图案标识外饰喷涂零部件,其主要包括喷涂前期的产品设计工艺规划、模具开发、丝印工装油墨开发、注塑成型、丝印喷涂成型等工艺模块。在本实用新型中,将丝印及喷涂两种工艺融合成一种带丝印图案标识外饰喷涂零部件整体工艺,紧接着在丝印工装及油墨开发过程中,结合图案标识的尺寸及造型要求开发了专用的网版及丝印工装,再然后对照标准色板开发专用的油墨涂料,最终通过网版丝印及喷涂工艺实现一种带丝印图案标识外饰喷涂零部件一次性成型。
32.本实用新型提供的一种带丝印图案标识外饰喷涂零部件,其具体适用于乘用车或商用车外饰喷涂件,所述带丝印图案标识外饰喷涂零部件由外饰喷涂零部件基材和外饰喷涂零部件涂层,外饰喷涂零部件涂层涂敷在外饰喷涂零部件基材上。外饰喷涂零部件基材优选树脂类材质及金属类材质,外饰喷涂零部件涂层主要包括油漆涂层及油墨涂层,优选地油漆涂层进一步包括底漆层、色漆层及清漆层,用于油墨涂层的油墨主要包括主剂、稀释剂及固化剂,按照规划的一定工艺顺序及条件最终形成满足性能及外观要求的带丝印图案标识外饰喷涂零部件。外饰喷涂零部件基材中的树脂件一般主要由塑胶粒子塑化注塑成型或吹塑成型而来,所述的塑胶粒子一般主要包括不限于pc+abs、abs、asa、asa+pmma、pp等类型,金属件一般主要由碳钢通过冲压焊接成型而来,金属件表面一般还会先进行一次电泳表面处理形成第一层的防锈保护层外饰喷涂零部件基材。
33.本实用新型带丝印图案标识外饰喷涂零部件制造方法包括以下步骤:
34.步骤s1,将外饰喷涂零部件基材上挂,然后经过一次擦净、二次擦净、静电除尘确保外饰喷涂零部件基材表面的油污及灰尘清理干净;
35.步骤s2,对外饰喷涂零部件基材进行底漆工序涂装及流平处理;
36.步骤s3,对外饰喷涂零部件基材进行色漆工序涂装及流平处理;
37.步骤s4,将步骤s3中得到的外饰喷涂零部件基材放置在高温烤箱内,在50℃
ꢀ‑
100℃的温度下以流水线形式进行30-60分钟烘干并下线,优选80℃
±
5℃的温度;优选45分钟
±
5分钟;
38.步骤s5,将步骤s4得到的外饰喷涂零部件基材(经过底漆、色漆涂装并烘干的外饰喷涂零部件基材)进行丝印工序处理,通过网版将图案标识印刷在色漆表面然后常温干燥2分钟—10分钟,优选地5分钟,其后将带有图案标识的外饰喷涂零部件基材上挂到喷涂挂具上;网版图案标识印刷优选油墨印刷;
39.步骤s6,进行清漆涂装及流平工序处理,将经过清漆涂装及流平工序处理的外饰喷涂零部件基材放置在高温烤箱内,在50℃-100℃的温度下以流水线形式进行30-60分钟烘干并下线,优选80℃
±
5℃的温度;优选45分钟
±
5分钟;
40.步骤s6,对步骤s6得到的带丝印图案标识的外饰喷涂零部件进行精饰处理和外观检查,然后运输到成品库。
41.经过上述工艺处理的一种带丝印图案标识外饰喷涂零部件,在步骤s6中进一步包括老化处理步骤,具体为在辐照量为2000kj/m
2-4000kj/m2的辐射下,经过老化时间为1500h(小时)-2000h(小时)的加速耐氙灯老化处理;辐射量优化为2500kj/m2,老化时间优选为1894h。经过这种加速耐氙灯老化处理之后,进一步确保了丝印图案标识的外饰喷涂零部件在恶劣的外部使用环境下,保持稳定的质量性能。本实用新型带丝印图案标识外饰喷涂零
部件制造方法关键之处在于采用静电除尘以及合理恰当的油墨涂层时间、分布位置并与油漆涂层能融为一体,经过本工艺处理的带丝印图案标识外饰喷涂零部件在图案附着力、耐刮擦、耐光老化、外观要求等方面,明显优于现有技术。
42.下面具体结合附图,对本实用新型的一种带丝印图案标识外饰喷涂零部件,做进一步说明。
43.如图1所示的一种带丝印图案标识外饰喷涂零部件,其具体为带丝印图案标识的b柱外饰板总成体;图2为图1所示的带丝印图案标识的b柱外饰板总成体的背视图;图3为图1所示带丝印图案标识的b柱外饰板总成体的侧视图;图4 是图1所示b柱外饰板上丝印图标的放大图。图1所示带丝印图案标识外饰喷涂零部件,其优选为固定在钣金车身上左边前后无框车门中间起装饰缓冲作用的塑料件,其包括外饰板本体1、外饰板骨架2和外饰板上的丝印图标3,外饰板骨架2用于固定外饰板本体1,外饰板上的丝印图标3印制在外饰板本体1上;优选地,外饰板本体1与外饰板骨架2通过胶水粘接在一起。进一步地,如图2、图3、图4所示,带丝印图案标识外饰喷涂零部件进一步包括密封减震泡棉4、卡扣5、下端定位柱6和上端定位柱7,密封减震泡棉4及卡扣5通过装配固定到外饰板骨架2上,上端定位柱7及下端定位柱6在整车装车时候与整车的钣金孔对准定位保证带丝印图案标识外饰喷涂零部件安装的一致性。
44.图5是图1中的外饰板本体模具的整体示意图;图6是图5中的外饰板本体前模示意图;图7是图5中的外饰板本体后模示意图;带丝印图案标识外饰喷涂零部件,所具体采用的b柱外饰板本体通过胶料塑化后经注塑机射嘴高压高速填充进图5所示的型腔内,冷却固化后即形成b柱外饰板本体外饰喷涂零部件基材。图5所示的型腔由图6前模和图7后模闭合构成。外饰板本体模具包括模具定位圈8、前模a板9、后模b板10、前模模架11、前模底板12、前模型腔13、后模底板14、后模模芯15、后模导柱16和后模模架17,其中外饰板本体前模和外饰板本体后模通过模具定位圈8安装在一起,模具定位圈是模具前模和模具后模与注塑机的射嘴对接的部位,外饰板本体前模包括前模a板9、前模模架11、前模底板12和前模型腔13,前模a板9、前模模架11和前模底板12限定前模型腔13;外饰板本体后模包括后模b板10、后模底板14、后模模芯15、后模导柱16和后模模架17,后模b板10、后模底板14和后模模架17限定后模模芯 15,外饰板本体后模通过后模导柱16进行定位。
45.如图8所示的丝印图案标识图标使用的印制工装,其包括网版高度调节旋钮 18、配重平衡锤19、网版夹紧螺丝20、网版夹21、丝印网版22、被印刷物23、前后微调旋钮24、印刷台面25和左右微调旋钮26。
46.图9是图8中的网版的结构示意图,网版包括网版边框27和网版丝网28 版;网版丝网28由拉网及上面的图案标识构成,丝网图案标识优选采用在拉网上曝光制作而成。
47.图10是图8中的橡胶刮刀的结构示意图,通过橡胶刮刀将油墨印刷到b柱外饰板本体外饰喷涂零部件基材1上的,橡胶刮刀包括橡胶刮刀29和木质橡胶刮刀柄30。图11为图4中放大图标处切面分层示意图,其包括清漆层31、油墨层32、色漆层33、底漆层34、外饰喷涂零部件基材层35,清漆层31、油墨层 32、色漆层33、底漆34、外饰喷涂零部件基材层35自上而下依次涂敷。油墨涂层不能随便变换顺序,所述油墨涂层本实用新型实际案例是使用手工印刷台来印刷的,不影响后续的关于印刷工装的自动化改进及优化等方面,都属于本实用新型权利要求范围内的。
48.针对本实用新型带丝印图案标识外饰喷涂零部件,其进一步提供一种带丝印图案标识外饰喷涂零部件工艺设计,其包括以下步骤:
49.步骤b1,产品设计及工艺规划:前期外饰喷涂零部件产品设计时就需要考虑后续的工艺实施中需要满足丝印区域及表面形状等要求,在数据设计及固定中完成各个外饰喷涂零部件的具体结构及尺寸;
50.步骤b2,模具开发:设计模具前模和模具后模,在模具后模上体现的是外饰喷涂零部件的外饰板本体的背面相关结构;模具前模体现的是外饰喷涂零部件的外饰板本体的正面相关结构;模具定位圈是模具前模和模具后模与注塑机的射嘴对接的部位;
51.步骤b3,丝印工装油墨开发:结合外饰喷涂零部件表面图案标识的尺寸造型要求,需要定制开发相应的菲林,然后制作相应的专用网版及丝印工作台;此后同步需要对照客户提供的标准色板,开发满足要求的油墨涂料,最终完成丝印前期准备工作;
52.步骤b4,注塑成型:模具前模和模具后模闭合后形成中空的产品形状型腔,塑化后的胶料通过模具定位圈、再经过流道被压入产品形状型腔,产品形状型腔填充完全后冷却即为需求的产品;其中,模具后模起到成型产品本面结构及成型后顶出产品的作用;模具前模起到成型产品正面结构形成产品的a面外观面的作用;模具后模与模具前模是通过分型面的完全配合密封形成密闭的型腔空间,模具后模与模具前模之间配合间隙是零间隙的关系。
53.步骤b5,丝印喷涂成型:经过步骤b1-步骤b4的准备工作,外饰喷涂零部件的外饰喷涂零部件基材准备完成、丝印相关工装原辅材料准备完成,即可按照本实用新型带丝印图案标识外饰喷涂零部件制造方法进行图案标识的制作,最终完成带丝印图案标识外饰喷涂零部件的生产。
54.其中,模具定位圈8固定于模具前模的底板壁上,模具定位圈8是连接注塑机台与模具型腔的关键点,注塑机台塑化的胶料通过此位置进入后模b板10与前模a板9之间形成的密闭型腔,最终冷却形成所需要的带丝印图案标识外饰喷涂零部件的外饰板本体产品。
55.下面以带丝印图案标识的b柱外饰板总成体为例,进一步说明本实用新型细节:
56.在上述步骤b2中,模具设计完成后根据3d数据订购毛坯料,紧接着分别进行a板(b柱外饰板本体前模,如图6中的前模型腔13)、b板(b柱外饰板本体后模,如图7所示后模模芯15)及子配件的开粗及回火处理、水路加工,再下一步型腔cnc半精加工及精加工、型芯高速铣,再下一步型芯及型腔部分位置的电火花放电,再下一步b柱外饰板本体后模如图7所示后模型芯、行位等配模及前后模合模分型面整体飞模,整个过程到t0这种中型模具优选需要约100天的制作周期,整体合模好后,下一步安排t0、t1、t2
…
tn等的试做。
57.更具体地,如图5所示是b柱外饰板本体模具整体示意图、图6是b柱外饰板本体前模整体示意图、图7是b柱外饰板本体后模整体示意图。b柱外饰板本体模具整体如图5所示,后模模芯15在模具成型中体现的是产品的背面相关结构,顶针、顶块、斜顶等集中在后模模芯15上;前模型腔13在模具成型中体现的是产品的正面相关结构,其表面处理要求较高例如抛光、皮纹等;模具定位圈 8是模具与注塑机的射嘴对接的部位,前模a板9及后模b板10闭合后形成中空的产品形状型腔,塑化后的胶料通过模具定位圈8再经过流道被压入产品形状型腔,产品形状型腔填充完全后冷却即得到需求的产品。后模b板10起到成型产品本面结构及成型后顶出产品的作用;前模a板9起到成型产品正面结构、形成产品的a面外观面的
作用;后模b板10与前模a板9是通过分型面的完全配合密封形成密闭的型腔空间,后模b板10与前模a板9理论配合间隙是零间隙。
58.b柱外饰板本体后模图7所示,后模底板14承载固定后模上面的顶针板、顶针、热流道、后模导柱和斜顶;后模模芯15起到仿产品背面结构型面作用;后模导柱16起到将后模整体沿前模的导套导入与型腔完全吻合不至于偏移的作用;后模架17起到固定后模全部的顶针及顶块的作用。顶针板固定于后模底板 14上,后模模芯15与斜顶等相邻配合形成完整的产品背面结构型面,通过顶针或顶杆连接到顶针板及底板上,后模导柱16固定于型芯基座上,后模底板14、后模模芯15、后模导柱16、后模模架17最终形成了b柱外饰板本体模具的整个后模模块。
59.b柱外饰板本体前模如图6所示,前模底板12承载型腔、冷却系统等部件;前模型腔13起到成型产品a面外观面结构的作用;前模导向套(导轨)引导b 柱外饰板本体后模中的后模导柱16沿着正确的轨迹到达限定的位置,用于导向及定位后模导柱16,前模导向套位于前模型腔的侧壁上,前模型腔位于前模模架11上,前模底板12、前模型腔13、前模导向套和前模模架形成了b柱外饰板本体模具的整个前模模块。
60.在注塑成型的b柱外饰板本体之后进行的喷漆丝印处理工艺,也就是按照本实用新型的带丝印图案标识外饰喷涂零部件制造方法进行处理,具体细节如下:
61.步骤s1,所述b柱外饰板本体注塑素材上挂到喷涂挂具上,然后进行前处理,用专门的擦净液进行一次擦净、二次擦净及静电除尘;
62.步骤s2,步骤s1处理完成的b柱外饰板本体外饰喷涂零部件基材继续跟着流水线体进入底漆喷涂及流平工序,形成底漆层34,底漆层厚度优选控制在10 μm到20μm范围内;
63.步骤s3,步骤s2完成的带底漆层外饰喷涂零部件基材继续跟着流水线体进入色漆喷涂及流平工序,在清漆工序不做处理的情况下直接进入高温烤箱,在高温烤箱中的80℃
±
5℃的环境中跟随流水线体流转干燥45分钟,固化形成色漆层33,色漆层厚度优选控制在13μm到17μm范围内;
64.步骤s4,将步骤s3完成的带底漆层及色漆层的外饰喷涂零部件基材干燥完成后,将其放到印刷台面25上,通过网版将图案标识以油墨涂层形式印刷到色漆层上干燥5分钟,形成油墨层32,所述油墨层厚度优选控制在10μm到15μm 范围内;
65.步骤s5,将步骤s4完成的带底漆层、色漆层、油墨层的外饰喷涂零部件基材的b柱外饰板外饰喷涂零部件基材重新上挂到喷涂挂具上,继续跟着流水线体进入清漆喷涂及流平工序,此后送入高温烤箱,在80℃
±
5℃的环境中跟随流水线体流转干燥45分钟,在此工序中形成清漆层31,清漆层31的厚度优选控制在30μm到35μm范围内;
66.步骤s6,步骤s5完成后的b柱外饰板本体喷涂及丝印图案标识基本完成,进入外观检查及精饰处理环节,确认外观合格后,将骨架2通过胶水粘接在一起形成一个b柱外饰板胶粘半成品;接下来完成后续的子件装配工序,形成最终供货状态的b柱外饰板总成。其中,精饰完成以后,同步每批次进一步进行抽检,主要检查图案标识位置的附着力、膜厚及硬度等常规质量指标是否合格以及进行老化工艺,其中通过耐氙灯老化等性能实验作为摸底型式试验及年度重点实验项,并进行管控。
67.所述的步骤s4中关于油墨丝印环节进一步说明如下:
68.步骤s1,将步骤s3完成的带底漆层及色漆层的b柱外饰板本体外饰喷涂零部件基
材固定到印刷台面25上,其中被印刷产品优选通过固定在印刷台面上的定位块限位,所限位块优选通过热熔胶固定在印刷台面上,确保印刷物每次放在印刷台面上的位置一致;
69.步骤s2,将丝印网版22放入网版夹21中,网版边框27两面与网版夹21 接触,通过调节网版夹紧螺丝20旋钮顺时针旋转将网版边框夹紧,至此网版边框夹紧固定工作完成;
70.步骤s3,此步骤对网版间距定位此工序较关键,网版间距会影响到印刷图案标识的位置及清晰度。从正视角看配重平衡锤19,网版夹21会带动丝印网版 22翻转,配重平衡锤19顺时针转动或逆时针转动;顺时针转到位的时候,确定丝印网版22与被印刷物23中间的距离;也就是进一步确定指网版丝网28与被印刷物23中间的垂直距离,优选控制在2mm-6mm之间,影响此间距的因素主要有丝网布的张力大小、丝网版中心垂直角度、丝印物品的形状、丝印物品的表面材质、油墨的稀稠&黏度、丝网版内经的尺寸等,所以最终间距需要根据实际情况进行确认,所述网版与被印刷物的间距通过翻转配重平衡锤19,并根据实际情况调整网版高度微调旋钮18,顺时针调低,逆时针调高,左右对称同步调整,最终调到合适的间距高度;
71.步骤s4,网版间距定位会影响到印刷图案标识在被印刷物上的具体位置精度及一致性;上述步骤b3完成后,将前后微调旋钮24顺时针、逆时针进行旋转,前后微调旋钮24微调带动印刷台面25及其上被印刷物23前后位置微调;顺时针或逆时针转动左右微调旋钮26,左右微调旋钮26微调带动印刷台面25及其上被印刷物23左右位置微调,通过前后微调旋钮24及左右微调旋钮26配合一起完成网版前后左右位置的定位,确保被印刷物23前后左右位置的一致性;
72.步骤s5,油墨准备及印刷,首先进行油墨调配,油墨调配主要是指将选定的油墨主剂、油墨稀释剂、固化剂按照要求进行调配并试印与标准板比色标定,确认合格后即油墨准备完成,然后将橡胶刮刀29均匀沾染调配好的油墨,将沾好油墨的橡胶刮刀,通过橡胶刮刀柄将橡胶刮刀轻按网版丝网28上,均匀居中的从前往后匀速印刷一遍,确保网版丝网28与被印刷物23表面接触,然后逆时针翻转配重平衡锤19,让丝印网版22抬起离开被印刷物23,观察丝印图案标识效果,确认清晰准确印刷完成。
73.本实用新型中选用的橡胶刮刀规格的选择,橡胶刮刀的宽度优选是根据图4 中放大图案标识3的外形轮廓最大宽度来确认的,优选比图案标识的最大宽度长 2mm-3mm为宜;所述橡胶刮刀的厚度优选定义在7mm-9mm范围,分为平口及尖口的两个类型,其中平口橡胶刮刀顺应能力强,可承受较大的力优选用来刮油性油墨;尖口橡胶刮刀柔韧性好,适合刮水性胶浆和不规则形状承印物的印刷,橡胶刮刀形状结合实际情况进行选型;所述橡胶刮刀的硬度优选有三种65度、75度、 85度,度数越高、橡胶刮刀胶条的硬度越大,度数越小、橡胶刮刀胶条的硬度越软,优选选择75度,其软硬适中可满足大部分丝印要求。
74.使用本实用新型的工艺方法,即带丝印图案标识外饰喷涂零部件,实现汽车外饰喷涂零部件个性化图案标识定制批量生产的要求,能够使得汽车外观造型更富于视觉冲击绚丽多彩,同时规避了现有采用贴花工艺中得时间久了以后的图案褪色、易破损、不耐刮、洗车就容器冲洗掉等诸多不良缺陷,整体提升了外饰零件的质感及档次,实现了带丝印图案标识汽车外饰喷涂零部件批量稳定量产生产技术,创新了汽车外饰喷涂零部件的生产制造技术,有效扩展企业工艺方式方法及提高企业外饰件零件生产制造水平。
75.以上所述,仅为本实用新型经过项目量产验证较佳的具体实施方式,但本实用新
型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。本领域普通的技术人员可以理解,在不背离所附权利要求定义的本实用新型的精神和范围的情况下,可以在形式和细节中做出各种各样的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1