一种石粉含量可控的冲压砂生产方法及系统与流程
1.本发明涉及砂石处理技术领域,具体涉及一种石粉含量可控的冲压砂生产方法及系统。
背景技术:
2.人工砂指原石经去土、机械破碎、筛分制成的粒径小于5mm的颗粒,其中粒径小于80μm的颗粒为石粉。适量的石粉可改善混凝土的和易性,但含量过高,砂的细度模数过小则影响混凝土性能,且不同级配、不同类型混凝土对人工砂的石粉含量要求也不同,因此控制人工砂的石粉含量和细度模数至关重要。
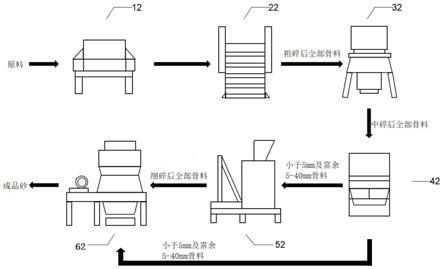
3.现有制砂方法为:原料经给料机、皮带机进入鄂式破碎机进行粗碎,成为粒径小于300mm的颗粒,经皮带机进入圆锥破碎机进行中碎并经振动筛筛分成粒径分别为小于5mm、5~20mm、20~40mm、40~80mm、80~120/150mm的骨料,部分5~20mm、20~40mm、40~80mm、80~120/150mm的骨料回收用于生产各级配混凝土,富余5~40mm骨料经皮带机进入立轴破碎机进行细碎,细碎后的全部骨料经皮带机进入立轴破碎机再次破碎、筛分,循环多次,筛下的成品砂堆存待用(上述破碎机型号根据工程实际情况选用),如图1和2所示。此法生产人工砂存在一定问题和缺点:冲击式制砂模式(非圆锥破碎)下石粉含量较高,达到20%~25%,同时砂粒裂纹多;一次细碎生产的成品砂仅占进料量30%~40%,需反复细碎、筛分,生产效率低;细碎、筛分循环次数存在一定随机性,石粉含量的稳定性难以控制。
4.《金沙水电站人工砂石粉含量稳定性控制》一文中提出在一次细碎、筛分后增加立轴破碎制砂、筛分、棒磨、冲洗和石粉回收环节,石粉含量和稳定性得以改善,但工艺结构复杂,生产效率低,运行维护成本高。《一种控制人工砂石粉含量的装置》(2020108049350)中提出在振动筛上方设置喷淋管,通过调整给料强度和冲洗流量,控制人工砂中石粉含量,但人工砂含水率难以控制,且给料强度过低时影响生产效率。
技术实现要素:
5.本发明的目的是为了克服上述背景技术的不足之处,而提供一种石粉含量可控的冲压砂生产方法及系统,具有可灵活调节成品砂的石粉含量、细度模数,减少砂粒裂纹,生产效率高的特点。
6.为解决上述技术问题,本发明通过下述技术方案实现:
7.一方面,本发明提供一种石粉含量可控的冲压砂生产方法,包括
8.s1、原料去土后经给料机、皮带机进入鄂式破碎机进行粗碎;
9.s2、所有粗碎产品经皮带机进入圆锥破碎机进行中碎;
10.s3、中碎产品经皮带机进入振动筛,筛分成粒径分别为小于5mm、5~20mm、20~40mm、40~80mm、80~120/150mm的骨料;
11.s4、将筛下产品中部分5~20mm、20~40mm和全部40~80mm、80~120/150mm骨料回收用于生产各级配混凝土,富余5~40mm骨料及小于5mm颗粒经皮带机进入立轴破碎机进行
细碎;
12.s5、所有细碎产品经皮带机进入圆锥制砂机进行挤压制砂;
13.s6、所有制砂产品作为成品砂堆存待用。
14.优选的是,所述骤s4中筛下产品中富余5~40mm骨料以及小于5mm颗粒可一部分经皮带机进入立轴破碎机细碎,另一部分进入圆锥制砂机制砂。
15.优选的是,所述圆锥制砂机的排矿口直径为6mm。
16.优选的是,所述成品砂中的石粉含量为13%~16%。
17.另一方面,本发明提供一种用于实施冲压砂生产方法的系统,所述系统包括经若干皮带机顺次连接的给料机、鄂式破碎机、圆锥破碎机、振动筛、立轴破碎机、圆锥制砂机。
18.优选的是,所述振动筛另经皮带机与所述圆锥制砂机直连。
19.本发明与现有技术相比,具有以下优点及有益效果:
20.(1)挤压制砂模式(圆锥破碎)下石粉含量可下降至13%~16%,同时砂粒裂纹减少;(2)一次细碎、制砂即可全部转换为成品砂,生产效率高;(3)可通过调节细碎和制砂进料量灵活控制石粉含量,保证其稳定性。
附图说明
21.图1是现有制砂方法;
22.图2是现有制砂系统;
23.图3是本发明冲压砂生产方法;
24.图4是本发明冲压砂生产系统。
25.附图标记:12、给料机,22、鄂式破碎机,32、圆锥破碎机,42、振动筛,52、立轴破碎机,62、圆锥制砂机。
具体实施方式
26.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合具体实施例对本发明的优选实施方案进行描述,但是应当理解,附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知一种石粉含量可控的冲压砂生产方法及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
27.如图4所示,本发明提供一种石粉含量可控的冲压砂生产系统,该系统包括给料机12、鄂式破碎机22、圆锥破碎机32、振动筛42、立轴破碎机52、圆锥制砂机62,其中,所述给料机12与所述鄂式破碎机22通过一条皮带机连接,所述鄂式破碎机22与所述圆锥破碎机32通过一条皮带机连接,所述圆锥破碎机32与所述振动筛42通过一条皮带机连接,所述振动筛42与所述立轴破碎机52通过一条皮带机连接,所述立轴破碎机52与所述圆锥制砂机62通过一条皮带机连接。所述圆锥制砂机排矿口直径为6mm。所述鄂式破碎机22、圆锥破碎机32、立轴破碎机52可根据工程实际选用其他型号。可选地,所述振动筛42与所述圆锥制砂机62通过一条皮带机连接,各进料量根据石粉含量要求灵活调节。
28.如图3所示,基于上述冲压砂生产系统,本实施例提供一种石粉含量可控的冲压砂
生产方法,包括以下步骤:
29.步骤一,原料去土后经给料机12、皮带机进入鄂式破碎机22进行粗碎,成为粒径小于300mm的骨料。
30.步骤二,所有粗碎产品经皮带机进入圆锥破碎机32进行中碎。
31.步骤三,所有中碎产品经皮带机进入振动筛42,振动筛42有多层筛网,筛分出粒径分别为小于5mm、5~20mm、20~40mm、40~80mm、80~120/150mm的骨料;相比已公布的改进方法,即在振动筛上方设置喷淋管,通过调整给料强度和冲洗流量调节石粉含量,本步骤不会对成品砂含水率造成影响或需要增设脱水设备,也不会因给料强度过低而影响生产效率。
32.步骤四,筛下产品中部分5~20mm、20~40mm和全部40~80mm、80~120/150mm骨料回收用于生产各级配混凝土,富余5~40mm骨料以及所有小于5mm颗粒经皮带机进入立轴破碎机52进行细碎;
33.步骤五,所有细碎产品经皮带机进入圆锥制砂机62进行挤压制砂,圆锥制砂机排矿口直径为6mm。相比现有方法,即无步骤五,在步骤四中对富余5~40mm骨料反复进行冲击模式(非圆锥破碎)下细碎、筛分,本步骤的实施可将石粉含量可从20%~25%下降至13%~16%,砂粒裂纹减少,一次细碎、制砂可将所有细碎产品转换为成品砂,生产效率高。相比类似改进方法,即采用立轴破碎制砂,并增加筛分、棒磨、冲洗和石粉回收步骤,本步骤的实施不会因冲击细碎产品而导致石粉含量升高,工艺、结构简单,生产效率更高、运维成本更低。
34.步骤六,所有制砂产品作为成品砂堆存待用。
35.可选地,步骤四筛下产品中富余5~40mm骨料以及小于5mm颗粒可一部分经皮带机进入立轴破碎机52细碎,另一部分进入圆锥制砂机62制砂,各进料量根据石粉含量要求灵活调节。相比现有方法,本步骤的实施可灵活调节石粉含量并保持其稳定性,可在石粉含量13%~16%的基础上进一步降低其含量。
36.以上所述仅仅是本发明的优选实施方案,但是本发明并不局限于上述的具体实施方案。在本领域的普通技术人员在不脱离本发明原理的前提下,还可以做出若干修改、补充或改用类似的方法替代,这些也应视作本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1