一种基于5G通讯用电子产品配件自动化处理装置的制作方法
一种基于5g通讯用电子产品配件自动化处理装置
技术领域
1.本发明涉及配件处理领域,更具体地说,它涉及一种基于5g通讯用电子产品配件自动化处理装置。
背景技术:
2.柔性电路板又称“软板”,是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路板。具有配线密度高、重量轻、厚度薄、弯折性好的特点。柔性电路提供优良的电性能,能满足更小型和更高密度安装的设计需要,也有助于减少组装工序和增强可靠性。柔性电路板是满足电子产品小型化和移动要求的惟一解决方法。可以自由弯曲、卷绕、折叠,可以承受数百万次的动态弯曲而不损坏导线,可依照空间布局要求任意安排,并在三维空间任意移动和伸缩,从而达到元器件装配和导线连接的一体化;柔性电路板可大大缩小电子产品的体积和重量,适用电子产品向高密度、小型化、高可靠方向发展的需要。
3.柔性电路板是5g通讯用电子产品的一类重要配件,由于其具备柔性,所以在电子产品使用过程中会收到不同程度和频率的卷曲振动、摆动等,现在的柔性电路板在生产之后,对其表面进行处理时,由于柔性电路板是静态的,在其上进行涂覆、电镀等等处理之后,柔性电路板应用到5g通讯用电子产品中之后,由于使用状态时动态的,所以其表面处理会出现撕裂或脱落的问题,为了解决这样问题,需要使得在柔性电路板处理时,使其卷曲动作起来,使其表面镀覆彻底,卷曲之后无裂缝,但是现在的处理装置一般都是针对动态柔性电路板进行处理的,无法满足这种要求。
技术实现要素:
4.本发明提供一种基于5g通讯用电子产品配件自动化处理装置,包括进料输送带和出料输送带,二者的上带面均水平布置,且二者平行分布,进料输送带的输出端布置有导轨,导轨水平布置,导轨和进料输送带呈垂直状分布,导轨上方布置有处理机构,导轨上装有横移机构,横移机构上装有升降机构,升降机构上装有转动机构,转动机构上装有夹持机构,夹持机构和进料输送带、出料输送带对应布置,夹持机构用于夹持柔性电路板。
5.进一步地:夹持机构包括转轴、支撑架和两伸缩式的a支撑臂,转轴水平布置,转轴的轴向和进料输送带的长度方向一致,转轴一端固定安装在支撑架上,转轴另一端连接转动机构,两a支撑臂一端安装在支撑架上,两a支撑臂的另一端装有夹持组件。
6.进一步地:两a支撑臂分布在转轴的两侧,且二者相对分布,两a支撑臂相互靠近的一端装有a齿轮,a齿轮转动安装在支撑架上,a齿轮的转动轴线和转轴的轴向平行,两a齿轮分别啮合对应的a齿条,a齿条立状布置,a齿条上端连接a调节单元,a调节单元用于带动a齿条升降。
7.进一步地:夹持组件包括b支撑臂、连接臂和夹爪,b支撑臂的臂长方向和转轴的轴向一致,b支撑臂布置在a支撑臂远离a齿轮的一端,b支撑臂一端转动安装在a支撑臂的端
部,b支撑臂连接b调节单元,b调节单元用于调节b支撑臂围绕其自身臂长方向转动,连接臂布置在b支撑臂远离a支撑臂的一端,连接臂和a支撑臂平行布置,连接臂转动安装在b支撑臂的端部,连接臂和c调节单元连接,c调节单元用于调节连接臂围绕其臂长方向转动,夹爪安装在连接臂上,两夹爪的夹口相对分布。
8.进一步地:b调节单元包括主动带轮和从动带轮,主动带轮转动安装在a齿轮上,从动带轮转动安装在a支撑臂远离a齿轮的一端,b支撑臂和从动带轮固定连接,主动带轮和从动带轮上装配有传动带。
9.进一步地:a支撑臂上装有涨紧轮组件,涨紧轮组件和传动带配合。
10.进一步地:c调节单元包括传动轴,传动轴布置在b支撑臂上,且与b支撑臂平行布置,传动轴一端穿插在从动带轮上,传动轴的穿出端连接动力源,传动轴的另一端安装有主动锥齿轮,连接臂和从动锥齿轮连接,主动锥齿轮和从动锥齿轮啮合。
11.进一步地:夹持机构还包括拨杆机构,拨杆机构包括拨杆,拨杆上端具有b齿轮,b齿轮转动安装在支撑架上,b齿轮的转动轴线水平且与转轴轴向垂直,b齿轮啮合b齿条。
12.本发明的有益效果在于:本发明提出的处理装置,能够实现柔性电路板进行自动化夹持取料,能够调节柔性电路板处于不同的姿态,配合处理机构对柔性电路板进行相应的处理,能够将柔性电路板自动化出料功能,满足了现在的使用要求。
附图说明
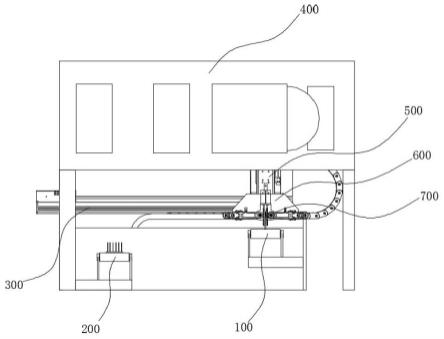
13.图1是本发明提出的一种基于5g通讯用电子产品配件自动化处理装置的结构示意图;图2是本发明提出的一种基于5g通讯用电子产品配件自动化处理装置中夹持机构的结构示意图;图3是本发明提出的一种基于5g通讯用电子产品配件自动化处理装置中夹持机构的侧视结构示意图;图4是本发明提出的一种基于5g通讯用电子产品配件自动化处理装置中a支撑臂和夹持组件的结构示意图;图5是本发明提出的一种基于5g通讯用电子产品配件自动化处理装置中主动锥齿轮和从动锥齿轮的结构示意图;图6是本发明提出的一种基于5g通讯用电子产品配件自动化处理装置中拨杆机构的结构示意图;图中:100、进料输送带;200、出料输送带;300、导轨;400、处理机构;500、升降机构;600、转动机构;700、夹持机构;710、支撑架;711、转轴;720、a支撑臂;721、a齿轮;722、a齿条;723、a调节单元;730、b调节单元;731、主动带轮;732、从动带轮;733、传动带;734、涨紧轮组件;740、b支撑臂;750、c调节单元;751、传动轴;752、主动锥齿轮;753、从动锥齿轮;760、连接臂;770、夹爪;780、拨杆机构;781、拨杆;782、b齿轮;783、b齿条。
具体实施方式
14.现在将参考示例实施方式讨论本文描述的主题。应该理解,讨论这些实施方式只是为了使得本领域技术人员能够更好地理解从而实现本文描述的主题,并非是对权利要求
书中所阐述的保护范围、适用性或者示例的限制。可以在不脱离本说明书内容的保护范围的情况下,对所讨论的元素的功能和排列进行改变。各个示例可以根据需要,省略、替代或者添加各种过程或组件。另外,相对一些示例所描述的特征在其他例子中也可以进行组合。
15.实施例一参考附图1-图6,在本实施例中提出了一种基于5g通讯用电子产品配件自动化处理装置,包括进料输送带100和出料输送带200,二者的上带面均水平布置,且二者平行分布,进料输送带100的输出端布置有导轨300,导轨300水平布置,导轨300和进料输送带100呈垂直状分布,导轨300上方布置有处理机构400,导轨300上装有横移机构,横移机构上装有升降机构500,升降机构500上装有转动机构600,转动机构600上装有夹持机构700,夹持机构700和进料输送带100、出料输送带200对应布置,夹持机构700用于夹持柔性电路板并调节柔性电路板的姿态。
16.夹持机构700包括转轴711、支撑架710和两伸缩式的a支撑臂720,转轴711水平布置,转轴711的轴向和进料输送带100的长度方向一致,转轴711一端固定安装在支撑架710上,转轴711另一端连接转动机构600,两a支撑臂720一端安装在支撑架710上,两a支撑臂720的另一端装有夹持组件。
17.两a支撑臂720分布在转轴711的两侧,且二者相对分布,两a支撑臂720相互靠近的一端装有a齿轮721,a齿轮721转动安装在支撑架710上,a齿轮721的转动轴线和转轴711的轴向平行,两a齿轮721分别啮合对应的a齿条722,a齿条722立状布置,a齿条722上端连接a调节单元723,a调节单元723用于带动a齿条722升降。
18.夹持组件包括b支撑臂740、连接臂760和夹爪770,b支撑臂740的臂长方向和转轴711的轴向一致,b支撑臂740布置在a支撑臂720远离a齿轮721的一端,b支撑臂740一端转动安装在a支撑臂720的端部,b支撑臂740连接b调节单元730,b调节单元730用于调节b支撑臂740围绕其自身臂长方向转动,连接臂760布置在b支撑臂740远离a支撑臂720的一端,连接臂760和a支撑臂720平行布置,连接臂760转动安装在b支撑臂740的端部,连接臂760和c调节单元750连接,c调节单元750用于调节连接臂760围绕其臂长方向转动,夹爪770安装在连接臂760上,两夹爪770的夹口相对分布。
19.b调节单元730包括主动带轮731和从动带轮732,主动带轮731转动安装在a齿轮721上,从动带轮732转动安装在a支撑臂720远离a齿轮721的一端,b支撑臂730和从动带轮732固定连接,主动带轮731和从动带轮732上装配有传动带733。
20.a支撑臂720上装有涨紧轮组件734,涨紧轮组件734和传动带733配合。
21.c调节单元750包括传动轴751,传动轴751布置在b支撑臂740上,且与b支撑臂740平行布置,传动轴751一端穿插在从动带轮732上,传动轴731的穿出端连接动力源,传动轴751的另一端安装有主动锥齿轮752,连接臂760和从动锥齿轮753连接,主动锥齿轮752和从动锥齿轮753啮合。
22.夹持机构700还包括拨杆机构780,拨杆机构780包括拨杆781,拨杆781上端具有b齿轮782,b齿轮782转动安装在支撑架710上,b齿轮782的转动轴线水平且与转轴711轴向垂直,b齿轮782啮合b齿条783。
23.处理机构400中包括喷涂组件和烘干组件,喷涂组件和烘干组件沿着导轨300的长度方向间隔分布。
24.本实施例中提出的处理装置在工作时,首先进料输送带100依次输送柔性电路板,各柔性电路板在进料输送带100上等距间隔分布,且柔性电路板两端伸出进料输送带100两侧;此时,夹持机构700中a支撑臂120处于水平伸出状态,夹爪770的夹口打开,夹持机构700位于和进料输送带100高度对应的位置;进料输送带100将柔性电路板输送带其出料端时,进料输送带100暂歇,柔性电路板位于夹爪770对应的区域内,此时,a支撑臂700收缩,夹爪770移动到和柔性电路板对应的区域,夹爪770夹紧柔性电路板,升降机构500启动,将其带入处理机构400中,对柔性电路板进行相应处理;处理完成之后,升降机构700带动夹持机构700下落到出料输送带200的上方,需要注意的是,出料输送带200上具有沿着其输送方向间隔分布的挡杆组,挡杆组由沿着出料输送带200带宽方向的立状挡杆组成,相邻挡杆组的区域用于承接柔性电路板;夹持机构700下降时,传动轴751转动,通过主动锥齿轮752和从动锥齿轮753的啮合,带动连接臂760转动呈立状,使得夹爪770上夹持的柔性电路板呈立状,使得立状的柔性电路板落入到相邻挡杆组之间的区域内,然后夹爪770松开柔性电路板,升降机构500带动夹持机构700上升一端具体,横移机构带动夹持机构700移动到进料输送带100的出料端,重复上述步骤,即可实现对柔性电路板的自动化处理。
25.实施例2在本实施例中,提出了一种处理机构400和夹持机构700配合,对柔性电路板两面进行喷涂和快速干燥的方法,具体如下:第一步:升降机构500将夹持机构700带入处理机构400之后,横移机构将夹持机构700带动处理机构400内喷涂组件的下方,喷涂组件用于向下方喷洒雾状的涂料,a支撑臂720处于水平状态,a支撑臂720回缩一端距离,使得柔性电路板在重力作用下,其中部向下凹陷,同时,主动带轮731通过传动带733带动从动带轮732转动一个角度,使得b支撑臂740转动一个角度,使得柔性电路板被夹爪770夹持的部位呈向下倾斜状态,使得柔性电路板的夹持部位能够和柔性电路板中部区域弯曲弧度大致保持一致,将此状态的柔性电路板记为a状态柔性电路板;第二步:喷涂组件启动,喷洒涂料,涂料下落,覆盖在柔性电路板上表面,然后,b齿条783启动,b齿条783下降,带动b齿轮782转动,b齿轮782带动拨杆781向上转动,拨杆781将柔性电路板向上顶起,驱使柔性电路板向上凸起,在此过程中,主动带轮731通过传动带733带动从动带轮732回转一个角度,使得b支撑臂740向上转动一个角度,使得柔性电路板被夹爪770夹持的部位下上呈倾斜状态,使得柔性电路板的夹持部位能够和柔性电路板中部区域向上弯曲弧度大致保持一致,将此状态的柔性电路板记为b状态柔性电路板;第三步:b齿条783回复,柔性电路板在重力的作用下下凹复位,实现b状态柔性电路板转换为a状态柔性电路板;第四步:重复第二步和第三步,使得柔性电路板在a状态和b状态下不断转换,直至喷涂时间到;在这里说明,通过调节柔性电路板处于动态来进行喷涂,实现涂料能够在柔性电路板形成致密的涂层;在微观观察下,柔性电路板的表面存在凸起和凹陷以及细小缝隙的,
柔性电路板在上凸时,其上表面的凹陷及缝隙被拉大和拉开,使得这样的地方也能够得到涂料粒子接触,得到有效的喷涂,柔性电路板在下凹时,其上表面被挤压,凹陷、缝隙被被挤小,涂料粒子能够被挤压在凹陷和缝隙内,并与之紧密接触,不断重复能够实现柔性电路板形成致密不易出现缝隙的涂层,能够较大程度的避免柔性电路板在工作时,不断弯曲造成涂层撕裂的问题;同时通过保证柔性电路板被夹爪770部位和中部区域连接处得到效果一致的喷洒,同时使得该处不会形成疲劳,破坏材料内部属性,需要注意的是,被夹爪770夹持的部位,在处理完成之后,需要进行裁剪。
26.第五部:喷涂结束之后,横移机构带动夹持机构700移动到烘干组件下方,烘干组件用于向下喷出热风;夹持机构700移动到烘干组件下方之后,烘干组件向下喷出热风,夹持机构700首先调节柔性电路板在a状态和b状态之间来回转换,使得其上表面能够得到初步烘干;需要说明的是,采用如此方式烘干,能够提升柔性电路板上表面和热风接触效率,提升烘干效果,二者,在柔性电路板上凸时,能够将其表面凹陷和缝隙拉大拉开,使得其内的涂料能够得到烘干;然后拨杆781下摆复位,两传动轴751交替往复转动,使得夹持的柔性电路板呈波浪状摆动,其摆动频率较高,能够大幅度提升与热风接触效率,提升烘干效果;第六步:调节柔性电路板转动180
°
,使其下表面朝上,并移动到喷涂组件下方,重复第二步到第五步,实现对柔性电路板下表面的喷涂和烘干处理。
27.上面结合附图对本实施例的实施例进行了描述,但是本实施例并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实施例的启示下,在不脱离本实施例宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本实施例的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1