一种高精度点胶机的制作方法
1.本实用新型涉及点胶技术领域,具体为一种高精度点胶机。
背景技术:
2.点胶机又称涂胶机、滴胶机、打胶机、灌胶机等,专门对流体进行控制。并将流体点滴、涂覆于产品表面或产品内部的自动化机器,可实现三维、四维路径点胶,精确定位,精准控胶,不拉丝,不漏胶,不滴胶。点胶机主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。在电子行业中,点胶机被广泛运用,如pcb板盖的点胶作业。但是现有的点胶机,均为简单的三维模组控制点胶阀移动进行点胶,其定位精度差,点胶效果不好。
技术实现要素:
3.本实用新型的目的在于提供一种高精度点胶机,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种高精度点胶机,包括机架,所述机架上设有点胶工位,所述点胶工位的下方设有上料工位,所述点胶工位的上方设有点胶机构;所述点胶机构包含水平设置的两个第三直线模组,两个所述第三直线模组平行并排设计,两个所述第三直线模组的上方滑块上连接有连接板,所述连接板上设有与第三直线模组垂直的第四直线模组,所述第四直线模组的滑块上设有竖直设置的安装板,所述安装板上设有点胶组件,所述点胶组件包含竖直设置的第五直线模组,所述第五直线模组的滑块上连接有点胶阀,所述点胶阀的侧边设有距离传感器,所述第五直线模组侧边设有安装于安装板上的旋转气缸,所述旋转气缸的下方连接有3d传感器。
5.进一步优选,所述旋转气缸与安装板之间设有直线导轨,所述直线导轨为带锁定位导轨。
6.进一步优选,所述点胶工位包含两个水平设置的第一直线模组,两个所述第一直线模组平行并排设计且与第三直线模组平行,两个所述第一直线模组的上方滑块上连接有点胶作业板。
7.进一步优选,所述上料工位包含两个水平设置的第二直线模组,两个所述第二直线模组平行并排设计且与第三直线模组平行,两个所述第二直线模组的上方滑块上连接有滑动板,所述滑动板的上方中间设有竖直设置的顶升气缸,所述顶升气缸的上方活塞杆端连接有水平设置的置料板。
8.进一步优选,所述滑动板和置料板之间设有四个呈矩形阵列排列的导向件,所述导向件由导杆和直线轴承组成。
9.进一步优选,所述置料板的四角均设有l形的限位块。
10.进一步优选,所述机架的上方设有风机过滤机组,所述机架的侧边架设有控制器。
11.有益效果:本实用新型的高精度点胶机,通过点胶工位实现片状pcb板盖的放置及
固定;通过上料工位实现片状pcb板盖的存放,起到储料的作用,便于片状pcb板盖的上料,实现持续点胶作业,且上料工位也可移动至点胶位进行点胶作业;通过点胶机构实现片状pcb板盖的自动点胶;通过3d传感器起到精准点胶,提高点胶质量;通过距离传感器实现点胶头高度的精准控制;该点胶机实现自动化点胶作业,点胶精度高,点胶速度快。
附图说明
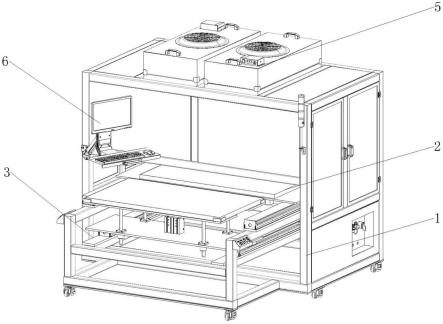
12.图1为本实用新型实施例所公开的一种高精度点胶机的轴测结构示意图;
13.图2为本实用新型实施例所公开的一种高精度点胶机的主视结构示意图;
14.图3为本实用新型实施例所公开的点胶机构的结构示意图;
15.图4为本实用新型实施例所公开的点胶组件的结构示意图;
16.图5为本实用新型实施例所公开的点胶工位和上料工位的配合结构示意图;
17.图6为本实用新型实施例所公开的点胶工位和上料工位的配合结构示意图。
18.附图标记:1-机架,2-点胶工位,21-第一直线模组,22-点胶作业板,3-上料工位,31-第二直线模组,32-滑动板,33-顶升气缸,34-置料板,35-导向件,36-限位块,4-点胶机构,41-第三直线模组,42-连接板,43-第四直线模组,44-安装板,45-点胶组件,451-第五直线模组,452-点胶阀,453-距离传感器,454-直线导轨,455-旋转气缸,456-3d传感器,5-风机过滤机组,6-控制器。
具体实施方式
19.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
20.如图1-6所示,一种高精度点胶机,包括机架1,机架1上设有点胶工位2,点胶工位2的下方设有上料工位3,点胶工位2的上方设有点胶机构4。该点胶机用于片状pcb盖板的点胶作业,点胶工位2用于点胶作业时片状pcb板盖的放置及固定;上料工位3用于片状pcb板盖的存放,起到储料的作用,便于片状pcb板盖的上料,实现持续点胶作业,且上料工位3也可移动至点胶位进行点胶作业;点胶机构4用于片状pcb板盖的自动点胶。
21.其中,点胶机构4包含水平设置的两个第三直线模组41,两个第三直线模组41平行并排设计,两个第三直线模组41的上方滑块上连接有连接板42,连接板42上设有与第三直线模组41垂直的第四直线模组43,第四直线模组43的滑块上设有竖直设置的安装板44,安装板44上设有点胶组件45,点胶组件45包含竖直设置的第五直线模组451,第五直线模组451的滑块上连接有点胶阀452,点胶阀452的侧边设有距离传感器453,第五直线模组451侧边设有安装于安装板44上的旋转气缸455,旋转气缸455的下方连接有3d传感器456。两个第三直线模组41用于驱动第四直线模组43前后移动,实现带动安装板44上的点胶阀452前后移动,第四直线模组43用于驱动安装板44左右移动,带动安装板44上的点胶阀452左右移动,第五直线模组451用于驱动点胶阀452上下移动,通过第三直线模组41、第四直线模组43和第五直线模组451实现点胶阀452在三维空间的任意方向移动,实现对片状pcb板盖上任意位置的点胶作业;距离传感器453用于控制点胶阀452的点胶头的下降深度,确保点胶质量;3d传感器456实现点胶位的精准定位,通过旋转气缸455实现3d传感器456的镜头转向,确保点胶位的定位精准,且能够降低环境影响,确保点胶质量。
22.本技术中,旋转气缸455与安装板44之间设有直线导轨454,直线导轨454为带锁定位导轨,实现3d传感器456的高度位置的调整,简单方便。
23.本技术中,点胶工位2包含两个水平设置的第一直线模组21,两个第一直线模组21平行并排设计且与第三直线模组41平行,两个第一直线模组21的上方滑块上连接有点胶作业板22。其中,第一直线模组21用于驱动点胶作业板22前后移动,实现点胶作业板22上放置的片状pcb板盖的前后移动,方便点胶及上下料。
24.本技术中,上料工位3包含两个水平设置的第二直线模组31,两个第二直线模组31平行并排设计且与第三直线模组41平行,两个第二直线模组31的上方滑块上连接有滑动板32,滑动板32的上方中间设有竖直设置的顶升气缸33,顶升气缸33的上方活塞杆端连接有水平设置的置料板34。其中,第二直线模组31用于驱动滑动板32前后移动,实现带有置料板34前后移动,便于置料板34上的片状pcb板盖的上料;同时通过第二直线模组31的驱动,可将置料板34移动至点胶位直接进行点胶。
25.本技术中,滑动板32和置料板34之间设有四个呈矩形阵列排列的导向件35,导向件35由导杆和直线轴承组成,保证置料板34的升降平稳。
26.本技术中,置料板34的四角均设有l形的限位块36,确保置料板34上放置的片状pcb板盖的放置位置精准。
27.本技术中,机架1的上方设有风机过滤机组5,起到净化点胶工作环境、加速胶水固化和提高点胶质量的效果;机架1的侧边架设有控制器6,便于参数的输入、输出及调整,实现精准、快速点胶作业。
28.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型性的保护范围之内的实用新型内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1