一种轻薄精密部件压铸加工后自动检测分拣装置的制作方法
1.本发明涉及自动检测分拣领域,尤其涉及到一种轻薄精密部件压铸加工后自动检测分拣装置。
背景技术:
2.轻薄精密部件压铸后通过打磨等一系列加工后需要对其产品的高度和宽度进行测量,初步的把不合格的产品筛选掉,保证交付生产部件的合格率,因高度过高或宽度过宽而不良的部件也可以经过进一步人工加工达到良品的程度,避免了浪费,目前市面上的检测分拣装置多是由人工操控自动化程度低的机械进行检测后再通过对数据的判断,进行分拣,造成生产效率低下且人工成本较高。
3.现有技术存在缺陷,需要改进。
技术实现要素:
4.为了解决现在技术存在的缺陷,本发明提供了一种轻薄精密部件压铸加工后自动检测分拣装置。
5.本发明提供的技术文案,一种轻薄精密部件压铸加工后自动检测分拣装置,所述轻薄精密部件压铸加工后自动检测分拣装置包括机架、运输装置、移载装置、第一检测装置和第二检测装置,所述运输装置纵向安装在机架的固定台上,所述移载装置横跨运输装置的中部横向安装在固定台上,所述第一检测装置和第二检测装置分别对称安装在运输装置的左右两侧。
6.优选地,所述运输装置包括运输传送组件和顶升固定组件,所述顶升固定组件安装在运输传送组件的下方;所述顶升固定组件包括第一轨梁、第一滚珠丝杆、第一丝杆螺母座、第一电机、第一滑动板、顶升气缸安装座、第一顶升气缸和顶升固定板,所述第一轨梁纵向安装在固定台上,所述第一滚珠丝杆安装在第一轨梁内,所述第一丝杆螺母座套接在第一滚珠丝杆上,所述第一电机安装在第一轨梁后端的一侧,所述第一电机的输出端与第一滚珠丝杆相连,所述第一滑动板安装在第一丝杆螺母座上且与第一轨梁滑动连接,所述顶升气缸安装座安装在第一滑动板上,所述第一顶升气缸安装在顶升气缸安装座上端面的底部,所述第一顶升气缸的输出端贯穿顶升气缸安装座的上端面与顶升固定板相连。
7.优选地,所述运输传送组件包括第一导轨、第二导轨、第三导轨、第一旋转滑动组件、第二旋转滑动组件、第一传送带、第二传送带、第二电机、第一主动轮、运输电机安装座、第一从动轮、第一旋转轴、第二从动轮、第三从动轮、第一辅助滑板、第二辅助滑板和料盘底板;所述第一导轨和第三导轨通过若干支座平行安装在固定台上,所述第一旋转滑动组件和第二旋转滑动组件分别贯穿安装在第一导轨和第三导轨的前端和后端,所述第二导轨的前端和后端滑动套接在第一旋转滑动组件和第二旋转滑动组件上,所述运输电机安装座安装在第一轨梁的下方,所述第二电机安装在运输电机安装座的一侧,所述第二电机的输出端贯穿运输电机座与第一主动轮相连,所述第一旋转轴贯穿安装在运输电机座和与运输电
机组相对的支座上,所述第一从动轮安装在第一旋转轴的左端上,所述第一从动轮通过皮带与第一主动轮相连,所述第二从动轮和第三从动轮固定套接在第一旋转轴上,所述第一传送带套接在第二从动轮和第二导轨两端的辅助轮上,所述第二转送带套接在第三从动轮和第三导轨两端的辅助轮上,所述第一辅助滑板和第二辅助滑板分别滑动安装在第二导轨和第三导轨上,所述第一辅助滑板和第二辅助滑板分别与第一传送带和第二传送带相连,料盘底板放置在第一辅助滑板和第二辅助滑板上。
8.优选地,所述移载装置包括第一直线滑台模组、第一立柱、第二立柱、滑台模组底板、第一移载手组件、第二移载手组件,所述第一立柱和第二立柱竖直安装在固定台上,所述滑台模组底板横向安装在第一立柱和第二立柱上,所述第一直线滑台模组安装在滑台模组底板上,所述第一移载手组件和第二移载手组件对称滑动安装在第一直线滑台模组的左右两端;所述第一直线滑台模组包括第三滚珠丝杆、第二丝杆螺母座、第二轨梁、第三电机、第二滑动板和第三滑动板,所述第二轨梁横向安装在滑台模组底板上,所述第三滚珠丝杆安装在第二轨梁内,所述第二丝杆螺母座套接在第三滚珠丝杆上,所述第三电机安装在第二轨梁的一端,所述第三电机的输出端与第三滚珠丝杆相连,所述第二滑动板和第三滑动板分别安装在第二丝杆螺母座上的左右两端上且与第二轨梁滑动连接。
9.优选地,所述第一移载手组件包括第二直线滑台模组、移载底座、第一吸附组件和第二吸附组件,所述第二直线滑台模组纵向安装在第二滑动板上,所述移载底座为l型,所述移载底座的水平面滑动安装在第二直线滑台模组上,所述第一吸附组件和第二吸附组件左右并列安装在移载底座的竖直面上,所述第二直线滑台模组与第一直线滑台模组结构相同;所述第一吸附组件包括第四电机、第二主动轮、第四从动轮、吸附滑动底板、滑动卡座和真空吸附组件,所述移载底座的竖直面上设有两个并列竖直开槽,所述第四电机安装在左侧竖直开槽的上方,所述第四电机的输出端贯穿移载底座与第二主动轮相连,所述第四从动轮位于左侧竖直开槽下方的后侧面上,所述第二主动轮和第四从动轮通过皮带转动连接,所述吸附滑动底板竖直滑动安装在左侧竖直开槽的两侧上,所述滑动卡座的一端贯穿左侧竖直开槽与皮带相连,所述滑动卡座的另一端安装在吸附滑动底板的底部;所述第二吸附组件安装在右侧竖直开槽上,所述第二吸附组件与第一吸附组件的结构相同。
10.优选地,所述第一检测装置包括移载载具组件、竖直检测相机组件、水平检测相机组件和不良品下料组件;所述移载载具组件横向安装在固定台上,所述竖直检测相机组件和水平检测相机组件分别相对安装在移载载具组件的前后两侧,所述不良品下料组件安装在水平检测相机组件的右侧。
11.优选地,所述移载载具组件包括移载载具水平座、第三直线滑台模组、载具底座、固定载具、第一滑台气缸、顶针底座和固定顶针;所述移载载具水平座横向安装在固定台上,所述第三直线滑台模组横向安装在移载载具水平座上,所述载具底座水平滑动安装在第三直线滑台模组上,所述固定载具安装在载具底座前部的顶端上,所述第一滑台气缸安装在载具底座的后部上,所述顶针底座的水平面安装在第一滑台气缸上,所述固定顶针竖直安装在顶针底座垂直面的前侧;所述第三直线滑台模组与第二直线滑台模组结构相同。
12.优选地,所述竖直检测相机组件包括竖直底座、安装底块、第二滑台气缸、第一相机、相机安装座、相机固定条、第二相机和相机安装支座;所述竖直底座竖直安装在固定台上,所述安装底块安装在竖直底座的后侧,所述相机安装座和相机安装支座分别呈上下位
置关系纵向水平安装在竖直底座的后侧面上,所述第二滑台气缸竖直安装在相机安装座的后侧面上,所述第一相机的底部安装在第二滑台气缸的输出端,所述第一相机的中部滑动贯穿安装在相机安装支座的前端上,所述相机固定条竖直安装在安装底块上,所述第二相机纵向水平安装在相机固定条顶端的后侧面上。
13.优选地,所述水平检测相机组件包括相机安装底座、第三滑台气缸、第三相机和相机固定块;所述相机安装底座竖直安装在固定台上,所述第三滑台气缸和相机固定块安装在相机安装底座的顶端上,所述第三滑台气缸位于相机固定块的后侧,所述第三相机的后部安装在第三滑台气缸的输出端上,所述第三相机的中部滑动贯穿安装在相机固定块内。
14.优选地,所述不良品下料组件包括第二顶升气缸、顶升气缸安装板、传送底板、第一传送侧板、第二传送侧板、第五电机、传送电机安装座、第三主动轮、第五从动轮、第三传送带、第一转轴和第二转轴;所述顶升气缸安装板水平安装在固定台上,所述传送底板通过若干光轴滑动安装在顶升气缸安装板上,所述第二顶升气缸安装在顶升气缸安装板的底部,所述第二顶升气缸的输出端贯穿顶升气缸安装板与传送底板相连,所述第一传送侧板和第二传送侧板相对安装在传送底板上表面的两侧上,所述传送电机安装座安装在第一转送侧板的左侧面上,所述第五电机安装在传送电机安装座的左侧面上,所述第五电机的输出端贯穿转送电机安装座与第三主动轮相连,所述第一转轴和第二转轴分别旋转贯穿安装在第一传送侧板和第二传送侧板的前端和后端上,所述第五从动轮固定安装在第一转轴的左端上,所述第三主动轮和第五从动轮通过皮带相连,所述第三传送带套接在第一转轴和第二转轴上;所述第二检测装置与第一检测装置结构相同。
15.相对于现有技术的有益效果,本发明通过设置运输装置实现了自动化供料和检测后良品部件的自动化退料,通过设置移载装置实现了双侧同时检测移载上料和移载下料,通过设置第一检测装置和第二检测装置实现了双侧同时检测和不良品的分拣退料,本发明自动化程度高,能够双侧同时检测作业,且结构简单,设置合理,提高了生产效率,降低了人工成本,具有良好的市场效益。
附图说明
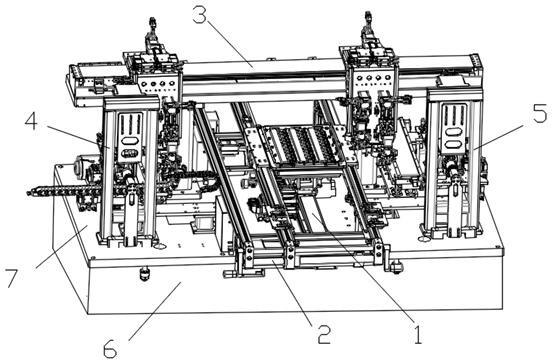
16.图1为本发明整体结构示意图;图2为本发明第一检测装置局部示意图;图3为本发明顶升固定组件示意图;图4为本发明运输传送组件示意图;图5为本发明移载装置示意图;图6为本发明第一移载手组件示意图;图7为本发明移载载具组件示意图;图8为本发明竖直检测相机组件示意图;图9为本发明水平检测相机组件示意图;图10为本发明不良品下料组件示意图。
17.附图所示标记:顶升固定组件1;运输传送组件2;移载装置3;第一检测装置4;第二检测装置5;机架6;固定台7;移载载具组件41;竖直检测相机组件42;水平检测相机组件43;不良品下料组件44;第一轨梁11;第一电机12;第一滑动板13;顶升气缸安装座14;第一顶升
气缸15;顶升固定板16;第一导轨21;第二导轨22;第三导轨23;第一旋转滑动组件24;第二旋转滑动组件25;运输电机安装座26;第二电机27;第一主动轮28;第一从动轮29;第一旋转轴210;第一辅助滑板211;第二辅助滑板212;料盘底板213;第一立柱31;第二立柱32;滑台模组底板33;第一直线滑台模组34;第二移载手组件35;第一移载手组件36;第二直线滑台模组361;移载底座362;第四电机363;吸附滑动底板364;真空吸附组件365;第二吸附组件366;移载载具水平座411;第三直线滑台模组412;载具底座413;第一滑台气缸414;顶针底座415;固定顶针416;固定载具417;竖直底座421;安装底块422;相机安装座423;第二滑台气缸424;相机固定条425;第一相机426;相机安装支座427;第二相机428;相机安装底座431;第三滑台气缸432;相机固定块433;第三相机434;顶升气缸安装板441;第二顶升气缸442;传送底板443;第一传送侧板444;第二传送侧板445;第五电机446;第五从动轮447;第三传送带448。
具体实施方式
18.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
19.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
20.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
21.下面结合附图对本发明作详细说明。
22.实施例1: 如图1至图10所示,一种轻薄精密部件压铸加工后自动检测分拣装置,所述轻薄精密部件压铸加工后自动检测分拣装置包括机架6、运输装置、移载装置3、第一检测装置4和第二检测装置5,所述运输装置纵向安装在机架6的固定台7上,所述移载装置3横跨运输装置的中部横向安装在固定台7上,所述第一检测装置4和第二检测装置5分别对称安装在运输装置的左右两侧。
23.实施例2: 如图3所示,所述运输装置包括运输传送组件2和顶升固定组件1,所述顶升固定组件1安装在运输传送组件2的下方;为了顶起料盘底板213固定位置便于移载装置3的作业设置了顶升固定组件1,所述顶升固定组件1包括第一轨梁11、第一滚珠丝杆、第一丝杆螺母座、第一电机12、第一滑动板13、顶升气缸安装座14、第一顶升气缸15和顶升固定板16,所述第一轨梁11纵向安装在固定台7上,所述第一滚珠丝杆安装在第一轨梁11内,所述第一丝杆螺母座套接在第一滚珠丝杆上,所述第一电机12安装在第一轨梁11后端的一侧,所述第一电机12的输出端与第一滚珠丝杆相连,所述第一滑动板13安装在第一丝杆螺母座上且与第一轨梁11滑动连接,所述顶升气缸安装座14安装在第一滑动板13上,所述第一顶升气缸15安装在顶升气缸安装座14上端面的底部,所述第一顶升气缸15的输出端贯穿
顶升气缸安装座14的上端面与顶升固定板16相连。所述第一电机12驱动第一滚珠丝杆转动从而驱动顶升固定板16纵向水平滑动,所述第一顶升气缸15驱动顶升固定板16上下移动,所述顶升固定板16水平滑动至料盘底板213的底部在顶起固定料盘底板213。
24.实施例3: 如图4所示,为了自动化供料和退料设置了运输传送组件2,所述运输传送组件2包括第一导轨21、第二导轨22、第三导轨23、第一旋转滑动组件24、第二旋转滑动组件25、第一传送带、第二传送带、第二电机27、第一主动轮28、运输电机安装座26、第一从动轮29、第一旋转轴210、第二从动轮、第三从动轮、第一辅助滑板211、第二辅助滑板212和料盘底板213;所述第一导轨21和第三导轨23通过若干支座平行安装在固定台7上,所述第一旋转滑动组件24和第二旋转滑动组件25分别贯穿安装在第一导轨21和第三导轨23的前端和后端,所述第二导轨22的前端和后端滑动套接在第一旋转滑动组件24和第二旋转滑动组件25上,所述运输电机安装座26安装在第一轨梁11的下方,所述第二电机27安装在运输电机安装座26的一侧,所述第二电机27的输出端贯穿运输电机座与第一主动轮28相连,所述第一旋转轴210贯穿安装在运输电机座和与运输电机组相对的支座上,所述第一从动轮29安装在第一旋转轴210的左端上,所述第一从动轮29通过皮带与第一主动轮28相连,所述第二从动轮和第三从动轮固定套接在第一旋转轴210上,所述第一传送带套接在第二从动轮和第二导轨22两端的辅助轮上,所述第二转送带套接在第三从动轮和第三导轨23两端的辅助轮上,所述第一辅助滑板211和第二辅助滑板212分别滑动安装在第二导轨22和第三导轨23上,所述第一辅助滑板211和第二辅助滑板212分别与第一传送带和第二传送带相连,料盘底板213放置在第一辅助滑板211和第二辅助滑板212上。
25.所述第二电机27驱动第一主动旋转从而驱动第一旋转轴210旋转,所述第一旋转轴210旋转带动第二从动轮和第三从动轮旋转从而带动第一转动带和第二传送带传送料盘底板213。
26.进一步地,所述第一旋转滑动组件24包括第二滚珠丝杆、第一光轴、第一转把和第二转把,所述第二滚珠丝杆和第一光轴分别上下贯穿安装在第一导轨21和第三导轨23的前端上,所述第二滚珠丝杆与第一导轨21和第三导轨23转动连接,所述第二导轨22的前端通过丝杆螺母座套接在第二滚珠丝杆和第一光轴上,所述第一转把和第二转把分别安装在第二滚珠丝杆的左右两端上;所述第二旋转滑动组件25与第一旋转滑动组件24的结构相同。
27.实施例4: 如图5所示,为了移载上料检测和移载下料设置了移载装置3,所述移载装置3包括第一直线滑台模组34、第一立柱31、第二立柱32、滑台模组底板33、第一移载手组件36、第二移载手组件35,所述第一立柱31和第二立柱32竖直安装在固定台7上,所述滑台模组底板33横向安装在第一立柱31和第二立柱32上,所述第一直线滑台模组34安装在滑台模组底板33上,所述第一移载手组件36和第二移载手组件35对称滑动安装在第一直线滑台模组34的左右两端;所述第一直线滑台模组34包括第三滚珠丝杆、第二丝杆螺母座、第二轨梁、第三电机、第二滑动板和第三滑动板,所述第二轨梁横向安装在滑台模组底板33上,所述第三滚珠丝杆安装在第二轨梁内,所述第二丝杆螺母座套接在第三滚珠丝杆上,所述第三电机安装在第二轨梁的一端,所述第三电机的输出端与第三滚珠丝杆相连,所述第二滑动板和第三滑动板分别安装在第二丝杆螺母座上的左右两端上且与第二轨梁滑动连接。所述第三电机驱动第三滚珠丝杆旋转从而驱动第二滑动板和第三滑动板沿x轴滑动,从而驱动第一移载手组件36和第二移载手组件35沿x轴滑动。
28.实施例5: 如图6所示,所述第一移载手组件36包括第二直线滑台模组361、移载底座362、第一吸附组件和第二吸附组件366,所述第二直线滑台模组361纵向安装在第二滑动板上,所述移载底座362为l型,所述移载底座362的水平面滑动安装在第二直线滑台模组361上,所述第一吸附组件和第二吸附组件366左右并列安装在移载底座362的竖直面上,所述第二直线滑台模组361与第一直线滑台模组34结构相同;所述第一吸附组件包括第四电机363、第二主动轮、第四从动轮、吸附滑动底板364、滑动卡座和真空吸附组件365,所述移载底座362的竖直面上设有两个并列竖直开槽,所述第四电机363安装在左侧竖直开槽的上方,所述第四电机363的输出端贯穿移载底座362与第二主动轮相连,所述第四从动轮位于左侧竖直开槽下方的后侧面上,所述第二主动轮和第四从动轮通过皮带转动连接,所述吸附滑动底板364竖直滑动安装在左侧竖直开槽的两侧上,所述滑动卡座的一端贯穿左侧竖直开槽与皮带相连,所述滑动卡座的另一端安装在吸附滑动底板364的底部;所述第二吸附组件366安装在右侧竖直开槽上,所述第二吸附组件366与第一吸附组件的结构相同。所述第一移载手组件36的第二直线滑台模组361驱动第一吸附组件和第二吸附组件366沿y轴滑动,所述第一吸附组件的第四电机363驱动第二主动轮旋转从而带动真空吸附组件365沿z轴滑动,所述第二吸附组件366与第一吸附组件的结构相同,综上所述,第一吸附组件和第二吸附组件366xyz三轴联动吸附上料和下料,所述第二移载手组件35与第一移载手组件36的工作原理相同。
29.进一步地,所述真空吸附组件365包括卡位块、缓冲轴、吸附底座和真空吸附头;所述卡位块安装在吸附滑动底板364前侧面的上部,所述吸附底座为l形,所述吸附底座的竖直面滑动安装在吸附滑动底板364的前侧面上且位于卡位快的下方,所述缓冲轴的上端安装在卡位块内,所述缓冲轴的下端滑动安装在吸附底座的竖直面内,所述真空吸附头贯穿安装在吸附底座水平面上。
30.实施例6: 如图7-10所示,为了检测部件的高度和宽度是否合格以及不良品的退料设置了第一检测装置4,所述第一检测装置4包括移载载具组件41、竖直检测相机组件42、水平检测相机组件43和不良品下料组件44;所述移载载具组件41横向安装在固定台7上,所述竖直检测相机组件42和水平检测相机组件43分别相对安装在移载载具组件41的前后两侧,所述不良品下料组件44安装在水平检测相机组件43的右侧。
31.实施例7: 如图7所示,为了作为检测时部件的载具设置了移载载具组件41,所述移载载具组件41包括移载载具水平座411、第三直线滑台模组412、载具底座413、固定载具417、第一滑台气缸414、顶针底座415和固定顶针416;所述移载载具水平座411横向安装在固定台7上,所述第三直线滑台模组412横向安装在移载载具水平座411上,所述载具底座413水平滑动安装在第三直线滑台模组412上,所述固定载具417安装在载具底座413前部的顶端上,所述第一滑台气缸414安装在载具底座413的后部上,所述顶针底座415的水平面安装在第一滑台气缸414上,所述固定顶针416竖直安装在顶针底座415垂直面的前侧;所述第三直线滑台模组412与第二直线滑台模组361结构相同。所述第三直线滑台模组412驱动固定载具417沿x轴滑动,所述第一滑台气缸414驱动固定顶针416前后移动固定放置在固定载具417上的待检测部件。
32.实施例8: 如图8所示,为了从上方和前侧检测部件设置了竖直检测相机组件42,所述竖直检测相机组件42包括竖直底座421、安装底块422、第二滑台气缸424、第一相机
426、相机安装座423、相机固定条425、第二相机428和相机安装支座427;所述竖直底座421竖直安装在固定台7上,所述安装底块422安装在竖直底座421的后侧,所述相机安装座423和相机安装支座427分别呈上下位置关系纵向水平安装在竖直底座421的后侧面上,所述第二滑台气缸424竖直安装在相机安装座423的后侧面上,所述第一相机426的底部安装在第二滑台气缸424的输出端,所述第一相机426的中部滑动贯穿安装在相机安装支座427的前端上,所述相机固定条425竖直安装在安装底块422上,所述第二相机428纵向水平安装在相机固定条425顶端的后侧面上。所述第二滑台气缸424驱动第一相机426沿z轴移动调整距离从上方检测部件,所述第二相机428从前侧检测部件。
33.实施例9: 如图9所示,为了从后侧水平检测部件设置了水平检测相机组件43,所述水平检测相机组件43包括相机安装底座431、第三滑台气缸432、第三相机434和相机固定块433;所述相机安装底座431竖直安装在固定台7上,所述第三滑台气缸432和相机固定块433安装在相机安装底座431的顶端上,所述第三滑台气缸432位于相机固定块433的后侧,所述第三相机434的后部安装在第三滑台气缸432的输出端上,所述第三相机434的中部滑动贯穿安装在相机固定块433内。所述第三滑台气缸432驱动第三相机434沿y轴移动调整位置从后侧检测部件。
34.实施例10: 如图10所示,为了不良品自动化退料设置了不良品下料组件44,所述不良品下料组件44包括第二顶升气缸442、顶升气缸安装板441、传送底板443、第一传送侧板444、第二传送侧板445、第五电机446、传送电机安装座、第三主动轮、第五从动轮447、第三传送带448、第一转轴和第二转轴;所述顶升气缸安装板441水平安装在固定台7上,所述传送底板443通过若干光轴滑动安装在顶升气缸安装板441上,所述第二顶升气缸442安装在顶升气缸安装板441的底部,所述第二顶升气缸442的输出端贯穿顶升气缸安装板441与传送底板443相连,所述第一传送侧板444和第二传送侧板445相对安装在传送底板443上表面的两侧上,所述传送电机安装座安装在第一转送侧板的左侧面上,所述第五电机446安装在传送电机安装座的左侧面上,所述第五电机446的输出端贯穿转送电机安装座与第三主动轮相连,所述第一转轴和第二转轴分别旋转贯穿安装在第一传送侧板444和第二传送侧板445的前端和后端上,所述第五从动轮447固定安装在第一转轴的左端上,所述第三主动轮和第五从动轮447通过皮带相连,所述第三传送带448套接在第一转轴和第二转轴上;所述第二检测装置5与第一检测装置4结构相同。所述第五电机446驱动第三主动轮旋转从而带动第五从动轮447旋转,所述第五从动轮447带动第一转轴旋转从而带动第三传送带448传送下料,所述第二顶升气缸442驱动传送底板443上下移动,从而调整高低位置便于配合退料。
35.本发明的工作原理:运输装置的第二电机驱动第一主动轮旋转从而驱动第一旋转轴旋转,第一旋转轴旋转带动第二从动轮和第三从动轮旋转从而带动第一转动带和第二传送带传送料盘底板,当料盘底板传送至中部时,第一电机驱动第一滚珠丝杆转动从而驱动顶升固定板纵向水平滑动至传送料盘底板底部,第一顶升气缸驱动顶升固定板上下移动顶起固定料盘底板,移载装置的第三电机驱动第三滚珠丝杆旋转从而驱动第二滑动板和第三滑动板沿x轴滑动,从而驱动第一移载手组件和第二移载手组件沿x轴滑动,第一移载手组件的第二直线滑台模组驱动第一吸附组件和第二吸附组件沿y轴滑动,第一吸附组件的第四电机驱动第二主动轮旋转从而带动真空吸附组件沿z轴滑动,第二吸附组件与第一吸附
组件的结构相同,综上所述,第一吸附组件和第二吸附组件xyz三轴联动吸附上料和下料,第二移载手组件与第一移载手组件的工作原理相同,第三直线滑台模组驱动固定载具沿x轴向右滑动,第一吸附组件吸附部件放置在固定载具上,第一滑台气缸驱动固定顶针前后移动固定放置在固定载具上的待检测部件,第三直线滑台模组再驱动固定载具沿x轴向左滑动至检测位置,第二滑台气缸驱动第一相机沿z轴移动调整至合适的距离从上方检测部件,第二相机从前侧检测部件,第三滑台气缸驱动第三相机沿y轴移动调整至合适的位置从后侧检测部件,检测后,固定载具沿x轴向右滑动,固定顶针前移松开,若为不良品,第一吸附组件吸附不良品部件放置在第三传送带上,第五电机驱动第三传送带传送退料,若为良品,第一吸附组件吸附良品部件放置在料盘原位置上,同时第二吸附组件吸附部件开始新一轮的检测,第二移载手组件与第二检测装置在右侧同步工作,所有部件检测分拣完成后,第一顶升气缸驱动顶升固定板下移动松开固定料盘底板退料。
36.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1