一种hCG粗品原料智能防伪检测分类处置的方法与设备与流程
一种hcg粗品原料智能防伪检测分类处置的方法与设备
技术领域
1.本发明涉及自动化技术领域,涉及一种收购企业把收集到的孕妇尿袋进行自动化质检、检测浓度并分类处置的技术,具体涉及一种hcg粗品原料智能防伪检测分类处置的方法与设备。
背景技术:
2.据统计,目前大约有10~15%的育龄夫妇不能生育,需要使用药物制疗。对于提高人口生产率有非常重要的意义。hcg是治疗妇科不孕不育症药物的一种重要原材料,对于目前人口出生率停滞不前的现状,hcg药物的快速收集、质检、生产等环节变得尤其重要。hcg是指绒毛膜促性腺激素(human chorionic gonadotophin,hcg)是胎盘合体滋养层细胞所分泌的一种糖蛋白激素,需要从孕妇尿液中提取,生产企业要让收集部门向健康、适龄孕妇大量收集孕妇尿液。
3.孕妇尿液自动化智能化收集系统使用孕妇尿袋包装,孕妇尿袋是一种专用塑料袋,里面盛有孕妇一次排出的尿液,通常在200至400毫升范围内,使用胶带多圈缠绕袋口,胶带形成一个圆柱环状,即胶带封装环012,把袋口撮起来箍在一起,达到封口的目的,然后在胶带封装环012上喷墨打印辅标识码013,在袋体014上喷墨打印主标识码015,通过中间若干交接过程,由收货员收集到生产企业。其中的辅标识码013和主标识码015相同。辅标识码013主要用于防伪或者识别造假。
4.有个别人造假,把原来缠绕完成的胶带封装环012揭开,打开袋口,向孕妇尿液里面掺假,然后再按照原来的样子企图把袋口重新撮起来,使用原来打印有辅标识码013的胶带重新缠绕成胶带封装环012。收集部门在收集时人工观察检查胶带封装环012的缠绕状况,判断胶带缠绕成的胶带封装环012是否被人拆开并重新缠绕,其特征通常为,胶带缠绕上下边缘没有对齐,打印在胶带末端与圆柱环状体之间缝隙上的字符,重新缠绕后上下没有对齐、左右分开或者胶带末端覆盖住了胶带封装环上字符的一部分,产生了不完整的字符;虽然在胶带末端与圆柱环状体之间缝隙上有意做出完整字符,但是其它地方却产生了折皱;在重新缠绕过程中字符被无意擦除等等。有时细微的差别人工分辨不出,导致掺假的孕妇尿液混入合格的孕妇尿液,使hcg含量整体下降,给以后的提纯带来额外的工作量,使生产企业的生产效率下降、生产成本提高。
5.即使不掺假,孕妇尿液中的hcg含量也并不相同,随着妊娠时期不同,其hcg含量有很大的变化,妊娠第12天的hcg平均浓度在44miu/ml,第18天跃升为734.6 miu/ml,第21天、第42天、第69天和第99天分别平均为38833.7 、114883.3、154987.5和114983.3 miu/ml,所以第21天以前的浓度太低,没有回收价值,自妊娠第21天开始收集。孕妇个体不同,其孕妇尿液中的hcg含量高低也并不相同,甚至有的孕妇体内hcg含量过低,导致胎儿不能发育,那就需要通过食用或注射药物来补充hcg。
6.目前的生产企业,把收集到的孕妇尿液全部集中在一起进行提炼,往往把本来hcg含量浓度较高的被浓度低的所稀释,给以后的提纯带来额外的工作量,使生产企业的生产
效率下降、生产成本提高。在实际操作中,往往有收货员、质检员勾结舞弊行为,把掺假、伪造包装的收购品混入合格品中,给企业造成较大的损失,掺假液稀释了hcg的浓度,延长了提练时间,提练工艺变复杂,降低了生产效率,质检员检验后就直接倒入一个大罐中,操作过程没有记录,不可追溯,质检员的记录内容与所质检的孕妇尿液并不相符,把不合格的孕妇尿液记录为合格,生产企业苦于没有证据,也不好追查。
7.目前的操作过程是由人工拿着试纸,使浸入区浸入孕妇尿液内,取出放置特定的时间,在人工操作过程中存在这样的问题:浸入区浸入孕妇尿液内的深度不好把握,工人操作没有统一的标准,工人看着钟表确定的浸入时间误差比较大,各种不确定因素集中在一张试纸条上,使检测到的浓度误差比较大,误检率非常高。人工放置的试纸条还容易出差错乱,孕妇尿液a的测试结果记录在了孕妇尿液b上。最终造成收集的孕妇尿液浓度很不稳定,延长了提练时间,提练工艺变复杂,降低了生产效率。
8.人工检测也只局限于目测外包装情况、里面有没有沉淀物、明显的固形物等等,还没有人通过测试hcg浓度指标对孕妇尿液进行分类处置。
9.授权公布号为cn101427137b的中国专利,其实施例1描述了一种试剂盒,该试剂盒包括外壳。外壳包括多个窗口,以观察基体。基体包括样品接收区。样品接收区包括用于吸收液体样品,例如尿样品的芯子。尿样品流过芯子并穿过基体。芯子可以是任何适宜的吸收性材料,例如纸,并优选含有一旦接触液体就改变颜色的化合物。如上所述,基体自身可以由任何适宜的材料形成。基体最优选由高密度聚乙烯片状材料形成。流体样品在样品接收区中流动并穿过标记区。标记区提供能够结合样品中的妊娠相关激素并在流体样品存在下可流动的标记试剂。标记试剂优选能够结合hcg。典型地,标记试剂是标记有可观察的标记,例如金溶胶或其它有色的标记的抗-hcg抗体。当妊娠相关激素例如hcg通过基体时候,它们会被标记。被标记的激素随后通过一系列的检测区。检测区包括以不同浓度固定的抗体。抗体对于妊娠相关激素来说是特异性的。典型地,抗体是山羊或绵羊抗-人绒膜促性腺激素。抗体与有色的激素结合并使激素固定。接近样品接收区的检测区测定的激素浓度较低。距离样品接收区远的检测区测得的浓度较高。当足够浓度的标记激素通过基体到达分离的检测区时,在检测区区域产生色带。该色带可以通过窗口被观测到。假如只有低浓度的激素经过,从而检测区中只有一个区域变色;而用于检测较高浓度的检测区域不会变色,因为大部分标记激素被接近样品接收区的检测区所捕获。在渐进增加的浓度的情况下,将激活更多的检测区。该项技术或者其衍生产品能快速、准确、方便地测试出hcg的浓度范围,到目前为止还没有人将其应用于孕妇尿液收集行业。
技术实现要素:
10.本发明就是针对现有技术存在的上述不足,提供一种hcg粗品原料智能防伪检测分类处置的方法与设备,为实现上述目的,本发明提供如下技术方案:技术方案一,一种hcg粗品原料智能防伪检测分类处置的方法,包括获取满尿袋辅标识码、主标识码和胶带封装环的图片、通过主标识码读取满尿袋预存的信息、评判胶带封装环是否有缺陷、使用试纸条测试孕妇尿液、通过试纸条的变色状况对孕妇尿液评判和分类。
11.以上所述的使用试纸条测试孕妇尿液,包括试纸条浸入区浸入孕妇尿液面保持三至十秒钟,然后试纸条浸入区离开孕妇尿液面保持二至八分钟;以上所述的通过试纸条的变色状况对孕妇尿液评判和分类包括获取试纸条检测区的图片,识别完全变色检测分区的数量,并按照hcg浓度评判标准进行评判和分类;所述的hcg浓度评判标准包括:完全变色检测分区的数量与预存类别的变色检测分区数量相比对,根据比对结果把孕妇尿液归属到相匹配的类别中;所述的预存类别的变色检测分区数量、孕妇尿液的分类等级和该分类等级所对应的hcg的浓度范围一一对应,它们的浓度信息和类别信息分别被追加保存到主标识码所对应的条目中。
12.以上所述的试纸条浸入区浸入孕妇尿液面保持五秒钟,在此步骤之前还包括,通过检测摄像机获取尿盒本体内孕妇尿液面的高度,计算出试纸条需要向下移动的行程,使浸入区与标记区的分界线刚好接近孕妇尿液面,以确保浸入区足量吸收到孕妇尿液同时确保标记区没有直接吸收到孕妇尿液。
13.以上所述的评判胶带封装环是否有缺陷,包括比对辅标识码和主标识码是否相同,如果不相同,或者读取不到辅标识码,则评判为有缺陷,发出警报,转人工处理。如果相同,则评判为没有缺陷,继续检测后面的步骤。读取不到辅标识码,可能是造假者更换了胶带,新的胶带上面没有打印辅标识码。以上所述的评判胶带封装环是否有缺陷,包括检查胶带缠绕后的上下边缘是否对齐,在自动化智能化收集系统中设备自动化缠绕封装,能做到上下边缘严格对齐,而人工拆开重新缠绕后可能造成上下边缘没有对齐,则评判为有缺陷,发出警报,转人工处理。如果上下边缘能对齐,则评判为没有缺陷,继续检测后面的步骤。以上所述的评判胶带封装环是否有缺陷,包括检查打印在胶带末端与圆柱环状体之间缝隙上的字符,如果所打印的字符上下错位、左右分开或者胶带末端覆盖住了圆柱环状体上字符的一部分、产生了不完整的字符,则评判为有缺陷,发出警报,转人工处理。否则则评判为没有缺陷,继续检测后面的步骤。以上所述的评判胶带封装环是否有缺陷,包括检查是不是在人为缠绕胶带时产生折皱,如果是则评判为有缺陷,发出警报,转人工处理;否则则评判为没有缺陷,继续检测后面的步骤。以上所述的评判胶带封装环是否有缺陷,包括检查是不是在人工造假时无意擦除了字符或者字符的一部分,如果是则评判为有缺陷,发出警报,转人工处理;否则则评判为没有缺陷,继续检测后面的步骤。通过评判胶带封装环是否有缺陷,以此推断是否有人工造假,即人工非法拆开胶带封装环,装入其它非孕妇尿液,以假乱真。转人工处理的,由人工把满尿袋取下。
14.技术方案二,一种hcg粗品原料智能防伪检测分类处置的设备,包括尿袋输送机构和尿盒输送机构,还包括废袋接收槽、废纸接收槽、第一尿液槽、第二尿液槽、第三尿液槽、第四尿液槽、第五尿液槽和第六尿液槽;尿袋输送机构包括尿袋输送链、齿条、读码摄像机、剪袋组件、扭斜组件、扭正组件、松袋组件、尿袋输送链轮和尿袋输送电机;所述的尿袋输送链包括尿袋输送主链和尿袋夹持器;两个尿袋输送链轮分别与机架通过转动副相联,其中一个尿袋输送链轮在另一个尿袋输送链轮的前方;尿袋输送主链是闭环链,尿袋输送主链张紧地绕在两个尿袋输送链轮上,尿袋输送主链和尿袋输送链轮啮合;尿袋输送电机是伺服电机,尿袋输送电机的输出轴和其中一个尿袋输送链轮固定联接;尿袋输送电机通过尿袋输送链轮驱动尿袋输送主链间歇运转,尿袋输送主链左侧的边
自后向前间歇运行,尿袋输送主链右侧的边自前向后间歇运行;所述的尿袋夹持器包括夹持器齿轮、扭转板、第一夹板、第二夹板、夹持销轴和弹性件;弹性件可以是弹簧或弹性套等;第一夹板的中部与第二夹板的中部分别与夹持销轴铰接,弹性件拉紧第一夹板的下部与第二夹板的下部,在弹性件的弹性力作用下第一夹板的下部与第二夹板的下部相互靠近,能有力地夹持住孕妇尿液的满尿袋的上袋口,在重力作用下满尿袋垂在下面;人工或者自动化夹紧第一夹板的上部与第二夹板的上部,使它们克服弹性件的弹性力相互靠近,则第一夹板的下部与第二夹板的下部就会相互远离,放松对上袋口的夹持,上袋口就能脱落下来;扭转板比第一夹板的上部或第二夹板的上部靠上,扭转板的下端与夹持销轴固定联接,扭转板是一块薄板,扭转板平行于夹持销轴且是竖直方向;夹持器齿轮固定联接在扭转板的上端,夹持器齿轮的轴心线是竖直方向;夹持器齿轮的上端与尿袋输送主链的一个链节通过转动副相联;多个所述的尿袋夹持器在尿袋输送主链上等间距分布;收集来的孕妇尿袋里面都装有孕妇尿液,是满尿袋,在后面的步骤中,把满尿袋剪破,里面的孕妇尿液放出,该塑料袋不能重复使用,只能废弃,变成了废尿袋;收集来的满尿袋,在尿袋输送主链左侧边的后端,即装料区a,由人工夹紧第一夹板的上部与第二夹板的上部,使它们克服弹性件的弹性力相互靠近,则第一夹板的下部与第二夹板的下部就会相互远离,人工把满尿袋的上袋口放在第一夹板的下部与第二夹板的下部之间,放松第一夹板和第二夹板后上袋口就被夹持在第一夹板的下部与第二夹板的下部之间,在重力作用下满尿袋垂在下面;齿条位于尿袋输送主链左侧边的中部左侧或者右侧,齿条与机架固定联接,齿条的长度方向平行于前后方向;读码摄像机位于尿袋输送主链左侧边的中部左侧或者右侧,读码摄像机与机架固定联接;该区域是外观检查区,尿袋夹持器与满尿袋的组合随着尿袋输送主链自后向前移动,经过齿条时夹持器齿轮与齿条进入啮合,尿袋夹持器与满尿袋的组合继续自后向前移动,并在齿条的作用下同时旋转,读码摄像机拍摄满尿袋,获取辅标识码、主标识码和胶带封装环的照片,这样能防止辅标识码或主标识码没有正对着读码摄像机而不能成功识别,旋转一周总有机会拍到每一个字符的全貌;通过主标识码从数据库中读取该满尿袋中预存的相关信息;辅标识码和主标识码相比对看是否相同,辅标识码的作用是防伪,获取满尿袋圆柱环状胶带封装环的图片,与预存的图片相比对,判断该胶带封装环是否曾被拆开并重新缠绕粘贴;重新缠绕粘贴后会有以下特征:胶带重新缠绕粘贴后上下边缘没有对齐,而在收集设备中自动化缠绕封装,能做到上下边缘严格对齐,打印在胶带末端与圆柱环状体之间缝隙上的字符,重新缠绕粘贴后上下没有对齐、左右分开或者胶带末端覆盖住了圆柱环状体上字符的一部分、产生了不完整的字符;虽然在胶带末端与圆柱环状体之间缝隙上有意做出完整字符,但是其它地方却产生了折皱;在重新缠绕过程中字符被无意擦除等等;获取到这些信息后则该满尿袋被评判为包装伪造,发出警报,并转人工处理;人工掺假后的结果比较复杂,如果掺入的是非孕妇尿液,引入的杂物不是太多,而hcg的浓度足够,则还可以使用,如果掺入的是太多污水或太多其它污物或不明物,则要废弃不用;满尿袋在旋转的过程中所有的侧面都有机会朝向读码摄像机,整个圆周上面的外观信息都能被采集到,主标识码和辅标识码中的每一个字符都有机会正在朝向读码摄像机;每一个满尿袋的主标识码都在控制器中储存,在后续的周转步骤中即使孕妇尿液与标有主标识码的废尿袋分离,这
一份孕妇尿液也与主标识码一一相对应;剪袋组件比齿条靠前,剪袋组件位于尿袋输送主链左侧边的前部的正下方;剪袋组件包括两个剪袋刀组件和一个剪袋驱动器;一个剪袋刀组件包括剪袋刀、剪袋刀轴和剪袋刀齿轮;剪袋刀和剪袋刀齿轮分别与剪袋刀轴固定联接,两个剪袋刀轴分别与机架通过转动副相联,两个剪袋刀齿轮相啮合,剪袋驱动器与其中一个剪袋刀轴固定联接,剪袋驱动器驱动两个剪袋刀做剪切运动,把位于它们上面的满尿袋剪破,使里面的孕妇尿液流出,满尿袋变成废尿袋;剪袋驱动器可以是旋转电磁铁或者是旋转电机;夹持器齿轮离开齿条后停止旋转,尿袋夹持器与满尿袋的组合继续自后向前移动,移动至满尿袋位于两个剪袋刀的正上方时停止,剪袋组件把满尿袋剪破;尿袋输送主链带动尿袋夹持器与废尿袋的组合绕过前方的前方的尿袋输送链轮,转而朝后移动。
15.扭斜组件位于尿袋输送主链右侧边侧面、尿袋夹持器停驻位的一侧;扭斜组件包括扭斜气动手指和两个扭斜夹板;扭斜气动手指包括第一缸体和两个第一手指,第一缸体驱动两个第一手指在第一对称平面的两侧同步镜像运动,两个第一手指的摆动轴心线是竖直方向;两个扭斜夹板分别与两个第一手指固定联接,两个第一手指的高度与扭转板的高度相同,第一对称平面通过尿袋夹持器的旋转轴心线,第一对称平面与前后方向成40至80度夹角,扭斜气动手指驱动两个扭斜夹板相向摆动夹持扭转板,扭转板在两个扭斜夹板的夹持作用下最终有两种结果,第一种结果是当扭转板与第一对称平面不垂直时,扭转板被夹持着旋转至与第一对称平面平行,第二种结果是当扭转板与第一对称平面垂直时,扭转板被夹持着保持垂直状态;然后扭斜气动手指驱动两个扭斜夹板相背摆动,避开尿袋夹持器自前向后的运动路线;扭正组件位于尿袋输送主链右侧边侧面、尿袋夹持器停驻位的一侧;扭正组件比扭斜组件靠后;扭正组件包括扭正气动手指和两个扭正夹板;扭正气动手指包括第二缸体和两个第二手指,第二缸体驱动两个第二手指在第二对称平面的两侧同步镜像运动,两个第二手指的摆动轴心线是竖直方向;两个扭正夹板分别与两个第二手指固定联接,两个第二手指的高度与扭转板的高度相同,第二对称平面通过尿袋夹持器的旋转轴心线,第二对称平面与第一对称平面不平行并且也不垂直,扭转板已被扭斜组件扭转,扭转板与第二对称平面既不平行也不垂直,扭正气动手指驱动两个扭正夹板相向摆动夹持该扭转板,扭转板在两个扭正夹板的夹持作用下变为与第二对称平面平行;然后扭正气动手指驱动两个扭正夹板相背摆动,避开尿袋夹持器自前向后的运动路线;松袋组件位于尿袋输送主链右侧边侧面、尿袋夹持器停驻位的一侧;松袋组件比扭正组件靠后;松袋组件包括松袋气动手指和两个松袋夹板;松袋气动手指包括第三缸体和两个第三手指,第三缸体驱动两个第三手指在第三对称平面的两侧同步镜像运动,两个第三手指的摆动轴心线是竖直方向;两个松袋夹板分别与两个第三手指固定联接,两个第三手指的高度与第一夹板的上部或第二夹板的上部高度相同,第三对称平面通过尿袋夹持器的旋转轴心线,第三对称平面与第二对称平面平行,扭转板已被扭正组件扭转,扭转板与第三对称平面平行,第一夹板与第二夹板位于第三对称平面的两侧,松袋气动手指驱动两个松袋夹板相向摆动分别夹持第一夹板的上部与第二夹板的上部,使它们克服弹性件的弹性力相互靠近,则第一夹板的下部与第二夹板的下部就会相互远离,放松对上袋口的夹持,上袋口脱落,废尿袋落入下面的废袋接收槽,从而达到了自动化拆卸废尿袋的目的;然后松
袋气动手指驱动两个松袋夹板相背摆动,避开尿袋夹持器自前向后的运动路线。
16.所述的尿盒输送机构包括尿盒输送链、检测组件、倾倒气缸、两个尿盒输送链轮和尿盒输送电机;两个尿盒输送链轮分别与机架通过转动副相联,其中一个尿盒输送链轮在另一个的前方;尿盒输送链包括尿盒输送主链和尿盒组件;尿盒输送主链是闭环链,尿盒输送主链张紧地绕在两个尿盒输送链轮上,尿盒输送主链与尿盒输送链轮啮合;尿盒输送电机是伺服电机,尿盒输送电机的输出轴和其中一个尿盒输送链轮固定联接;尿盒输送电机通过尿盒输送链轮驱动尿盒输送主链间歇运转,尿盒输送主链左侧的边自后向前间歇运行,尿盒输送主链右侧的边自前向后间歇运行;尿盒组件包括尿盒本体和尿盒摆杆,尿盒摆杆和尿盒本体固定联接;尿盒组件与尿盒输送主链的一个链节通过铰链联接;多个尿盒组件在尿盒输送主链上等间距分布;尿盒输送主链左侧边后端的接料位尿盒组件的尿盒本体位于剪袋刀正下方,两个剪袋刀做剪切运动,把位于它们上面的满尿袋剪破,使里面的孕妇尿液流出,流到下面的尿盒本体中;以上所述的尿袋输送主链间歇运转,尿盒输送主链间歇运转,其节拍相同,同步启停,在停止时,两个剪袋刀正上方正好停着一个满尿袋,两个剪袋刀正下方正好停着尿盒本体,剪破的满尿袋里面的孕妇尿液正好流入到下面的尿盒本体里面,尽管孕妇尿液离开了满尿袋,尿盒本体没有标识该满尿袋的主标识码,但是控制器内部对该特定的尿盒本体有存储信息,在后面的运行步骤中该主标识码始终指向该尿盒本体中的孕妇尿液而不会错乱;尿盒组件随着尿盒输送主链向前运行至检测组件下方;检测组件包括检测气缸、下探组件、剪纸组件、卷纸组件和检测摄像机;卷纸组件包括卷纸辊、卷纸齿轮、卷纸支架、卷纸电机和纸卷轴;两个卷纸辊分别与两个卷纸齿轮固定联接成两个卷纸辊与卷纸齿轮的组合,两个该组合分别与卷纸支架通过转动副相联,两个卷纸齿轮相啮合,两个卷纸辊的轴心线平行、水平,且两个卷纸辊的外圆柱面紧靠在一起,能夹紧试纸并靠摩擦力拉动试纸朝下运动;卷纸电机的输出轴和其中一个卷纸辊与卷纸齿轮的组合固定联接;纸卷轴和卷纸支架固定联接;卷纸支架和检测气缸的活塞杆固定联接;剪纸组件包括试纸定剪刀、试纸动剪刀和剪纸气缸;试纸定剪刀和检测气缸的活塞杆固定联接;试纸定剪刀和试纸动剪刀通过剪纸刀铰链相联;试纸动剪刀上设有试纸动剪拨销,剪纸气缸的活塞杆上设有剪纸拨槽;试纸动剪拨销和剪纸拨槽滑动配合,剪纸气缸驱动试纸动剪刀往复摆动,试纸定剪刀的刀刃和试纸动剪刀的刀刃绕剪纸刀铰链做剪切运动,把通过其中间的试纸剪断;下探组件包括下探电缸、试纸固定块和压紧气缸;下探电缸的缸体和检测气缸的活塞杆固定联接;下探电缸的活动杆和试纸固定块固定联接;试纸固定块上设有上下通透的导向方孔;压紧气缸的缸体和试纸固定块固定联接;压紧气缸的活塞杆沿水平方向插入导向方孔并压紧导向方孔的内壁,能把从导向方孔中通过的试纸固定住,也能解除固定;导向方孔的下口位于接料位尿盒组件的尿盒本体的正上方;检测摄像机和机架固定联接,用于拍摄试纸;预制好的试纸卷成一卷,成为试纸卷,纸卷轴插入其中间的孔,试纸卷绕纸卷轴自由转动;试纸卷的自由端向下通过两个卷纸辊中间,卷纸电机驱动两个卷纸辊转动,向下拉动试纸,试纸定剪刀和试纸动剪刀之间的空间位于两个卷纸辊的正下方,向下拉动的试纸
的下自由端通过试纸定剪刀和试纸动剪刀之间的空间;导向方孔的上口位于两个卷纸辊的正下方,导向方孔的上口比试纸定剪刀和试纸动剪刀靠下,向下拉动的试纸的下自由端通过导向方孔的上口进入导向方孔,并从导向方孔的下口伸出;检测摄像机拍摄试纸上的剪断标记线,当剪断标记线出现在与试纸定剪刀和试纸动剪刀的刀刃高度相同位置时,检测摄像机识别到并产生电信号发送给控制器,控制器发送指令给压紧气缸和卷纸电机,压紧气缸压紧试纸,卷纸电机停止拉动试纸,随后又发送指令给剪纸组件,剪纸组件剪断试纸,压紧气缸所压紧的一段被剪切下来成为试纸条;检测摄像机拍摄接料位尿盒组件的尿盒本体内的孕妇尿液液位高度,发送信号给控制器,控制器计算出试纸条应该向下移动的行程,发送指令给下探电缸;下探电缸驱动试纸固定块、压紧气缸和试纸条的组合下降相应的高度,使试纸条下端的浸入区浸入孕妇尿液面以下并保持五秒钟,然后下探电缸驱动试纸固定块、压紧气缸和试纸条的组合上升复位到初始位置,等待三分钟,试纸条下端吸收的孕妇尿液向上浸湿试纸条,所经过之处改变试纸条的颜色,hcg的浓度不同所试纸条的颜色改变的状况也不同,据此推断出孕妇尿液内的hcg的浓度处于哪一个范围;本发明基于专利文献cn101427137b,提供一种试纸卷,试纸卷是很长的一条带状纸条,缠绕成卷以方便使用,以剪切线为界分隔成很多试纸条,试纸条首尾相接不断地重复出现,通过在上面的剪切线处剪切下一段而得到试纸条,一张试纸条自上至下至少包括:夹持区、检测区、标记区和浸入区;检测区被多条检测区分隔线分隔开,分成多个分区,相当于专利cn101427137b中使用窗口分隔检测区;夹持区留在导向方孔内被压紧气缸夹持;浸入区相当于专利cn101427137b中的样品接收区;标记区相当于专利cn101427137b中的标记区;本发明所使用的试纸卷比专利cn101427137b中的使用和保存更方便。本发明所使用的试纸卷往往需要采取密封措施,比如放在一个密封的箱子里面,防止试纸卷受潮、防止与空气接触而氧化。
17.浸入区的孕妇尿液沿着试纸条向上浸润流动,经过标记区,然后又流向检测区,保持二至八分钟后,如果孕妇尿液中hcg浓度较高,则能使上面较多的检测区分区变色,如果孕妇尿液中hcg浓度较低,则只能使上面较少的检测区分区变色,检测摄像机拍摄试纸条,与预存的试纸条的颜色状况相比对,识别出共有多少个检测分区完全变色,据此把该孕妇尿液归为相匹配的等级类别,它们的浓度信息和类别信息分别被追加保存到主标识码所对应的条目中;检测摄像机拍摄完成后,试纸条就没有了使用价值;检测气缸驱动下探组件、剪纸组件、卷纸组件、检测摄像机、试纸条和试纸卷的组合平移,使试纸条离开接料位尿盒组件的尿盒本体的正上方,转而位于废纸接收槽的正上方,压紧气缸收缩,解除对试纸条的夹持,试纸条下落到下面的废纸接收槽内;分类处置区设置多个尿液槽,其数量与在检测区的分类数量相等;倾倒气缸设置在尿盒输送主链右侧边的右侧,倾倒气缸的缸体与机架固定联接,倾倒气缸的活塞杆水平朝左,倾倒气缸的活塞杆上固定设置水平的倾倒拨杆,倾倒拨杆对准尿盒组件的尿盒摆杆,尿盒组件移动到相应类别的尿液槽正上方时,倾倒气缸驱动倾倒拨杆朝左推动尿盒摆杆的下部,倾倒拨杆沿着尿盒摆杆滑动,使尿盒本体倾倒,使里面的孕妇尿液倾倒出来,流入下面相应类别的尿液槽,从而达到分类处置的目的。然后倾倒气缸驱
动倾倒拨杆缩回,尿盒组件在重力作用下又旋转恢复到开口朝上的角度。
18.以上所述的控制器是指plc可编程控制器、单片机控制器或工业控制计算机等。
19.本发明的有益效果是:快速识别伪造包装,快速检测浓度并分类处置,自动化和智能化水平较高,使用方便,检测标准统一,检测结果客观,防止收货员、质检员的舞弊行为;分类处置后根据各类别的浓度进行提练,防止把高浓度的收集品稀释,提高分类的精确度,针对各种浓度的收集品制定不同的提练工艺,生产不同类型的产品,缩短提练时间,简化提练工艺,提高生产效率。
20.采用了本发明后则明显改观,使设备自动化识别伪造的包装,并可以向前追溯追责,杜绝了掺假收集品混入合格品中,检查报告都是由系统自动生成,取消了人工干与,避免质检记录造假。
21.在采用本发明之前,本公司使用了六名的质检工人,检查外包装是否造假,是否滴漏,测试hcg的浓度范围并进行分类,倒入各类别的容器,使用本发明之后,则六名质检工人换成了一名巡视人员,由收货员自己把收集来的孕妇尿液挨个装夹到尿袋夹持器下面,本发明自动化检查外观和检测浓度并分类处置,操作规程统一客观,浸入深度、浸入时间、取出来后的放置时间,由控制器自动控制,全部一致,检测的浓度误差比较小,试纸条也不会出差错乱,几乎没有误检;最终能确保孕妇尿液的质量稳定。使用的工人数量减少,用工成本降低了85%,提高了分类的精确度。
附图说明
22.图1是本发明实施例1控制方法的控制关系示意图;图2是试纸条226的正视图;图3是胶带重新缠绕粘贴后上下边缘没有对齐的示意图;图4是胶带重新缠绕粘贴后胶带末端与圆柱环状体之间缝隙上的字符左右分开的示意图;图5是胶带重新缠绕粘贴后胶带末端覆盖住了圆柱环状体上字符的一部分、产生了不完整字符的示意图;图6是胶带重新缠绕粘贴后产生了折皱的示意图;图7是本发明实施例2的三维结构示意图;图8是本发明实施例2尿袋输送机构1的三维结构示意图;图9是本发明实施例2尿袋夹持器112的三维结构示意图;图10是本发明实施例2剪袋组件14的三维结构示意图;图11是本发明实施例2扭斜组件15的三维结构示意图;图12是扭转板1122被夹持着旋转至与第一对称平面153平行的示意图;图13是扭转板1122被夹持着保持与第一对称平面153垂直的示意图;图14是扭转板1122被夹持着与第二对称平面平行的示意图;图15是两个松袋夹板172夹持第一夹板1123的上部与第二夹板1124的上部,第一夹板1123的下部与第二夹板1124的下部放松对上袋口011夹持的示意图;图16是本发明实施例2尿盒输送机构2的三维结构示意图;图17是本发明实施例2检测组件22的三维结构示意图;
图18是本发明实施例2剪纸组件223的三维结构示意图;图19是本发明实施例2下探组件222的三维结构示意图;图20是本发明实施例2倾倒气缸23的三维结构示意图。
23.图中:01-满尿袋;011-上袋口;012-胶带封装环;0121-胶带末端与圆柱环状体之间缝隙;0122-折皱;013-辅标识码;014-袋体;015-主标识码;02-废尿袋;1-尿袋输送机构;11-尿袋输送链;111-尿袋输送主链;112-尿袋夹持器;1121-夹持器齿轮;1122-扭转板;1123-第一夹板;1124-第二夹板;1125-夹持销轴;1126-弹性套;12-齿条;13-读码摄像机;14-剪袋组件;141-剪袋刀组件;1411-剪袋刀;1412-剪袋刀轴;1413-剪袋刀齿轮;142-旋转电磁铁;15-扭斜组件;151-扭斜气动手指;152-扭斜夹板;153-第一对称平面;16-扭正组件;161-扭正气动手指;162-扭正夹板;17-松袋组件;171-松袋气动手指;172-松袋夹板;18-尿袋输送链轮;19-尿袋输送电机;2-尿盒输送机构;21-尿盒输送链;211-尿盒输送主链;212-尿盒组件;2121-接料位尿盒组件;2122-检测位尿盒组件;2123-倒料位尿盒组件;2124-尿盒本体;2125-尿盒摆杆;22-检测组件;221-检测气缸;222-下探组件;2221-下探电缸;2222-导向方孔;2223-压紧气缸;223-剪纸组件;2231-试纸定剪刀;2232-试纸动剪刀;22321-试纸动剪拨销;2233-剪纸气缸;22331-剪纸拨槽;2234-剪纸刀铰链;224-卷纸组件;2241-卷纸辊;2242-校直辊;2243-卷纸齿轮;2244-卷纸支架;2245-卷纸电机;2246-纸卷轴;225-检测摄像机;226-试纸条;2261-剪切线;2262-浸入区; 2263-标记区;2264-检测区;2265-检测区分隔线;2266-夹持区;227-试纸卷;23-倾倒气缸;231-倾倒拨杆;24-尿盒输送链轮;25-尿盒输送电机;3-废袋接收槽;4-废纸接收槽;51-第一尿液槽;52-第二尿液槽;53-第三尿液槽;54-第四尿液槽;55-第五尿液槽;56-第六尿液槽。
24.a-装料区;b-外观检查区;c-剪切接料区;d-废袋卸载区;e-试纸检查区;f-等待区;g-分类处置区。
具体实施方式
25.下面将结合实施例及附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
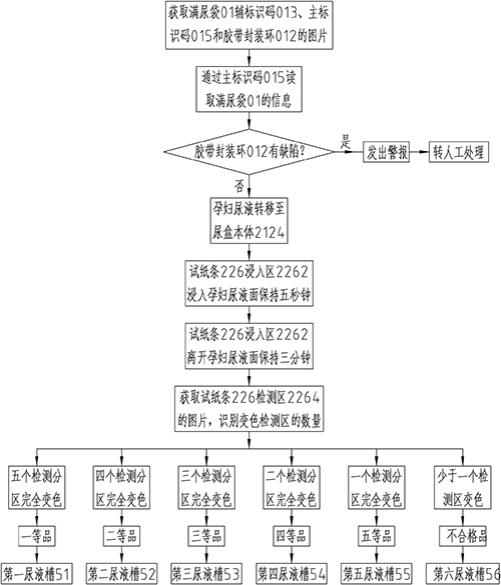
26.实施例1,一种hcg粗品原料的智能化快速质检和分类处置方法,如图1-图6所示,包括获取满尿袋01辅标识码013、主标识码015和胶带封装环012的图片、通过主标识码015读取满尿袋01预存的信息、评判胶带封装环012是否有缺陷、使用试纸条226测试孕妇尿液、通过试纸条226的变色状况对孕妇尿液评判和分类。
27.以上所述的使用试纸条226测试孕妇尿液,包括试纸条226浸入区2262浸入孕妇尿液面保持五秒钟,然后试纸条226浸入区2262离开孕妇尿液面保持三分钟;以上所述的通过试纸条226的变色状况对孕妇尿液评判和分类包括获取试纸条226检测区2264的图片,识别完全变色检测分区的数量,并按照hcg浓度评判标准进行评判和分类;所述的hcg浓度评判标准包括:完全变色检测分区的数量与预存类别的变色检测分区数量相比对,归类到相匹
配的类别中;所述的预存类别的变色检测分区数量包括:五个检测分区完全变色、四个检测分区完全变色、三个检测分区完全变色、二个检测分区完全变色、一个检测分区完全变色和少于一个检测分区变色,以此把孕妇尿液分为一等品、二等品、三等品、四等品、五等品和不合格品六类,它们相对应的hcg的浓度范围分别为:超过100000miu/ml、55000~100000 miu/ml、27500~55000miu/ml、15000~27500miu/ml、5000~15000miu/ml和低于5000 miu/ml;它们的浓度信息和类别信息分别被追加保存到主标识码015所对应的条目中。
28.以上所述的试纸条226浸入区2262浸入孕妇尿液面保持五秒钟,在此步骤之前还包括,通过检测摄像机225获取尿盒本体2124内孕妇尿液面的高度,计算出试纸条226需要向下移动的行程,使浸入区2262与标记区2263的分界线刚好接近孕妇尿液面,以确保浸入区2262足量吸收到孕妇尿液同时确保标记区2263没有直接吸收到孕妇尿液。
29.如图2所示,最下面一个检测分区完全变色,下数第二个检测分区靠下的部分变色,而靠上的部分没有变色,则应该评判为一个检测分区完全变色的状况,归类为五等品,其对应的hcg的浓度范围为5000~15000miu/ml。
30.所述的满尿袋01预存的信息是指,在满尿袋01前期的自动化收集系统中所采集和保存的信息,包括孕妇的姓名、联系方式、住址、妊娠期、孕妇尿液收集日期和时间、重量、收货员姓名等等,这些信息往往是通过物联网传递到收购企业的系统中,在本发明plc可编程控制器中可以通过物联网读取到。
31.以上所述的评判胶带封装环012是否有缺陷,包括比对辅标识码013和主标识码015是否相同,如果不相同,或者读取不到辅标识码013,则评判为有缺陷,发出警报,转人工处理。如果相同,则评判为没有缺陷,继续检测后面的步骤。以上所述的评判胶带封装环012是否有缺陷,包括检查胶带缠绕后的上下边缘是否对齐,在自动化智能化收集系统中设备自动化缠绕封装,能做到上下边缘严格对齐,而人工拆开重新缠绕后可能造成上下边缘不能对齐,如图3所示,则评判为有缺陷,发出警报,转人工处理。如果上下边缘能对齐,则评判为没有缺陷,继续检测后面的步骤。以上所述的评判胶带封装环012是否有缺陷,包括检查打印在胶带末端与圆柱环状体之间缝隙0121上的字符,如果所打印的字符上下错位、左右分开或者胶带末端覆盖住了圆柱环状体上字符的一部分、产生了不完整的字符,则评判为有缺陷,发出警报,转人工处理;如图3所示,打印在胶带末端与圆柱环状体之间缝隙0121上的字符“3”产生了明显的上下错位,如图4所示,打印在胶带末端与圆柱环状体之间缝隙0121上的字符“3”左右分开,如图5所示,胶带末端覆盖住了圆柱环状体上字符的一部分、产生了不完整的字符,都是产生了缺陷的实施例。否则则评判为没有缺陷,继续检测后面的步骤。以上所述的评判胶带封装环012是否有缺陷,包括检查是不是在人为缠绕胶带时产生折皱0122,如图6所示,尽管胶带末端与圆柱环状体之间缝隙0121能完全对齐,字符“3”是一个完整的字符,但是在缠绕时松紧度不好把握,产生了折皱0122,则评判为有缺陷,发出警报,转人工处理;否则则评判为没有缺陷,继续检测后面的步骤。以上所述的评判胶带封装环012是否有缺陷,包括检查是不是在人工造假时无意擦除了字符或者字符的一部分,例如图6中的产生了一个不完整的字符“2”,则评判为有缺陷,发出警报,转人工处理;否则则评判为没有缺陷,继续检测后面的步骤。
32.实施例2,一种hcg粗品原料的智能化快速质检和分类处置设备,如图7-图20所示,包括尿袋输送机构1和尿盒输送机构2,还包括废袋接收槽3、废纸接收槽4、第一尿液槽51、
第二尿液槽52、第三尿液槽53、第四尿液槽54、第五尿液槽55和第六尿液槽56;尿袋输送机构1包括尿袋输送链11、齿条12、读码摄像机13、剪袋组件14、扭斜组件15、扭正组件16、松袋组件17、尿袋输送链轮18和尿袋输送电机19;所述的尿袋输送链11包括尿袋输送主链111和尿袋夹持器112;两个尿袋输送链轮18分别与机架通过转动副相联,其中一个尿袋输送链轮18在另一个尿袋输送链轮18的前方;尿袋输送主链111是闭环链,尿袋输送主链111张紧地绕在两个尿袋输送链轮18上,尿袋输送主链111和尿袋输送链轮18啮合;本实施例使用的是iso链号为20a的短节距套筒滚子链,其节距为31.75毫米,符合gb/t 1243-1997;尿袋输送电机19是伺服电机,尿袋输送电机19的输出轴和其中一个尿袋输送链轮18固定联接;尿袋输送电机19通过尿袋输送链轮18驱动尿袋输送主链111间歇运转,尿袋输送主链111左侧的边自后向前间歇运行,尿袋输送主链111右侧的边自前向后间歇运行;所述的尿袋夹持器112包括夹持器齿轮1121、扭转板1122、第一夹板1123、第二夹板1124、夹持销轴1125和弹性套1126;第一夹板1123的中部与第二夹板1124的中部分别与夹持销轴1125铰接,弹性套1126环绕设置在第一夹板1123的下部与第二夹板1124的下部外围,在弹性套1126的弹性力作用下第一夹板1123的下部与第二夹板1124的下部相互靠近,能有力地夹持住孕妇尿液的满尿袋01的上袋口011,在重力作用下满尿袋01垂在下面;人工或者自动化夹紧第一夹板1123的上部与第二夹板1124的上部,使它们克服弹性套1126的弹性力相互靠近,则第一夹板1123的下部与第二夹板1124的下部就会相互远离,放松对上袋口011的夹持,上袋口011就能脱落下来;扭转板1122比第一夹板1123的上部或第二夹板1124的上部靠上,扭转板1122的下端与夹持销轴1125固定联接,扭转板1122是一块薄板,扭转板1122平行于夹持销轴1125且是竖直方向;夹持器齿轮1121固定联接在扭转板1122的上端,夹持器齿轮1121的轴心线是竖直方向;夹持器齿轮1121的上端与尿袋输送主链111的一个链节通过转动副相联;多个所述的尿袋夹持器112在尿袋输送主链111上等间距分布,本实施例是每十个链节上分布一个尿袋夹持器112,相邻尿袋夹持器112的间距是317.5毫米;收集来的孕妇尿袋里面都装有孕妇尿液,是满尿袋01,在后面的步骤中,把满尿袋01剪破,里面的孕妇尿液放出,该塑料袋不能重复使用,只能废弃,变成了废尿袋02;收集来的满尿袋01,在尿袋输送主链111左侧边的后端,即装料区a,由人工夹紧第一夹板1123的上部与第二夹板1124的上部,使它们克服弹性套1126的弹性力相互靠近,则第一夹板1123的下部与第二夹板1124的下部就会相互远离,人工把满尿袋01的上袋口011放在第一夹板1123的下部与第二夹板1124的下部之间,放松第一夹板1123和第二夹板1124后上袋口011就被夹持在第一夹板1123的下部与第二夹板1124的下部之间,在重力作用下满尿袋01垂在下面;齿条12位于尿袋输送主链111左侧边的中部左侧或者右侧,齿条12与机架固定联接,齿条12的长度方向平行于前后方向;读码摄像机13位于尿袋输送主链111左侧边的中部左侧或者右侧,读码摄像机13与机架固定联接;该区域是外观检查区b,尿袋夹持器112与满尿袋01的组合随着尿袋输送主链111自后向前移动,经过齿条12时夹持器齿轮1121与齿条12进入啮合,尿袋夹持器112与满尿袋01的组合继续自后向前移动,并在齿条12的作用下同时旋转,读码摄像机13拍摄满尿袋01,获取辅标识码013和主标识码015,这样能防止辅标识码013或主标识码015没有正对着读码
摄像机13而不能成功识别,通过主标识码015从数据库中读取该满尿袋01中预存的相关信息;辅标识码013和主标识码015相比对看是否相同,辅标识码013的作用是防伪,获取满尿袋01圆柱环状胶带封装环012的图片,与预存的图片相比对,判断该胶带封装环012是否曾被拆开并重新缠绕粘贴;重新缠绕粘贴后会有以下特征:胶带重新缠绕粘贴后上下边缘没有对齐,而在收集设备中自动化缠绕封装,能做到上下边缘严格对齐,打印在胶带末端与圆柱环状体之间缝隙0121上的字符,重新缠绕粘贴后上下没有对齐、左右分开或者胶带末端覆盖住了圆柱环状体上字符的一部分、产生了不完整的字符;虽然在胶带末端与圆柱环状体之间缝隙0121上有意做出完整字符,但是其它地方却产生了折皱;在重新缠绕过程中字符被无意擦除等等;获取到这些信息后则该满尿袋01被评判为包装伪造,发出警报,并转人工处理;人工掺假后的结果比较复杂,如果掺入的是非孕妇尿液,而hcg的浓度足够,则还可以使用,如果掺入的是污水或其它污物,则要废弃不用;满尿袋01在旋转的过程中所有的侧面都有机会朝向读码摄像机13,整个圆周上面的外观信息都能被采集到;每一个满尿袋01的主标识码015都在plc可编程控制器中储存,在后续的周转步骤中即使孕妇尿液与标有主标识码015的废尿袋02分离,这一份孕妇尿液也与主标识码015一一相对应;夹持器齿轮1121和齿条12都可以采用变位系数1或者更大,使齿顶变尖,防止在夹持器齿轮1121进入啮合时两者的齿顶顶在一起,有利于顺利进入啮合状态;剪袋组件14比齿条12靠前,剪袋组件14位于尿袋输送主链111左侧边的前部的正下方;剪袋组件14包括两个剪袋刀组件141和一个旋转电磁铁142;一个剪袋刀组件141包括剪袋刀1411、剪袋刀轴1412和剪袋刀齿轮1413;剪袋刀1411和剪袋刀齿轮1413分别与剪袋刀轴1412固定联接,两个剪袋刀轴1412分别与机架通过转动副相联,两个剪袋刀齿轮1413相啮合,旋转电磁铁142与其中一个剪袋刀轴1412固定联接,旋转电磁铁142驱动两个剪袋刀1411做剪切运动,把位于它们上面的满尿袋01剪破,使里面的孕妇尿液流出,满尿袋01变成废尿袋02;夹持器齿轮1121离开齿条12后停止旋转,尿袋夹持器112与满尿袋01的组合继续自后向前移动,移动至满尿袋01位于两个剪袋刀1411的正上方时停止,剪袋组件14把满尿袋01剪破;尿袋输送主链111带动尿袋夹持器112与废尿袋02的组合绕过前方的前方的尿袋输送链轮18,转而朝后移动。
33.扭斜组件15位于尿袋输送主链111右侧边侧面、尿袋夹持器112停驻位的一侧;扭斜组件15包括扭斜气动手指151和两个扭斜夹板152;扭斜气动手指151包括第一缸体和两个第一手指,第一缸体驱动两个第一手指在第一对称平面153的两侧同步镜像运动,两个第一手指的摆动轴心线是竖直方向;两个扭斜夹板152分别与两个第一手指固定联接,两个第一手指的高度与扭转板1122的高度相同,第一对称平面153通过尿袋夹持器112的旋转轴心线,第一对称平面153与前后方向成50度夹角,扭斜气动手指151驱动两个扭斜夹板152相向摆动夹持扭转板1122,扭转板1122在两个扭斜夹板152的夹持作用下最终有两种结果,第一种结果是当扭转板1122与第一对称平面153不垂直时,扭转板1122被夹持着旋转至与第一对称平面153平行,第二种结果是当扭转板1122与第一对称平面153垂直时,扭转板1122被夹持着保持垂直状态;然后扭斜气动手指151驱动两个扭斜夹板152相背摆动,避开尿袋夹持器112自前向后的运动路线;
扭正组件16位于尿袋输送主链111右侧边侧面、尿袋夹持器112停驻位的一侧;扭正组件16比扭斜组件15靠后;扭正组件16包括扭正气动手指161和两个扭正夹板162;扭正气动手指161包括第二缸体和两个第二手指,第二缸体驱动两个第二手指在第二对称平面的两侧同步镜像运动,两个第二手指的摆动轴心线是竖直方向;两个扭正夹板162分别与两个第二手指固定联接,两个第二手指的高度与扭转板1122的高度相同,第二对称平面通过尿袋夹持器112的旋转轴心线,第二对称平面与第一对称平面153不平行并且也不垂直,扭转板1122已被扭斜组件15扭转,扭转板1122与第二对称平面既不平行也不垂直,扭正气动手指161驱动两个扭正夹板162相向摆动夹持该扭转板1122,扭转板1122在两个扭正夹板162的夹持作用下变为与第二对称平面平行;然后扭正气动手指161驱动两个扭正夹板162相背摆动,避开尿袋夹持器112自前向后的运动路线;松袋组件17位于尿袋输送主链111右侧边侧面、尿袋夹持器112停驻位的一侧;松袋组件17比扭正组件16靠后;松袋组件17包括松袋气动手指171和两个松袋夹板172;松袋气动手指171包括第三缸体和两个第三手指,第三缸体驱动两个第三手指在第三对称平面的两侧同步镜像运动,两个第三手指的摆动轴心线是竖直方向;两个松袋夹板172分别与两个第三手指固定联接,两个第三手指的高度与第一夹板1123的上部或第二夹板1124的上部高度相同,第三对称平面通过尿袋夹持器112的旋转轴心线,第三对称平面与第二对称平面平行,扭转板1122已被扭正组件16扭转,扭转板1122与第三对称平面平行,第一夹板1123与第二夹板1124位于第三对称平面的两侧,松袋气动手指171驱动两个松袋夹板172相向摆动分别夹持第一夹板1123的上部与第二夹板1124的上部,使它们克服弹性套1126的弹性力相互靠近,则第一夹板1123的下部与第二夹板1124的下部就会相互远离,放松对上袋口011的夹持,上袋口011脱落,废尿袋02落入下面的废袋接收槽3,从而达到了自动化拆卸废尿袋02的目的;然后松袋气动手指171驱动两个松袋夹板172相背摆动,避开尿袋夹持器112自前向后的运动路线;气动手指,包括以上所说的扭斜气动手指151、扭正气动手指161和松袋气动手指171,是选用的亚德客集团的hfr型气动手指;气动手指包括缸体和两个手指,缸体驱动两个手指在对称平面的两侧同步镜像运动。
34.所述的尿盒输送机构2包括尿盒输送链21、检测组件22、倾倒气缸23、两个尿盒输送链轮24和尿盒输送电机25;两个尿盒输送链轮24分别与机架通过转动副相联,其中一个尿盒输送链轮24在另一个的前方;尿盒输送链21包括尿盒输送主链211和尿盒组件212;尿盒输送主链211是闭环链,尿盒输送主链211张紧地绕在两个尿盒输送链轮24上,尿盒输送主链211与尿盒输送链轮24啮合;尿盒输送电机25是伺服电机,尿盒输送电机25的输出轴和其中一个尿盒输送链轮24固定联接;尿盒输送电机25通过尿盒输送链轮24驱动尿盒输送主链211间歇运转,尿盒输送主链211左侧的边自后向前间歇运行,尿盒输送主链211右侧的边自前向后间歇运行;尿盒组件212包括尿盒本体2124和尿盒摆杆2125,尿盒摆杆2125和尿盒本体2124固定联接;尿盒组件212与尿盒输送主链211的一个链节通过铰链联接;多个尿盒组件212在尿盒输送主链211上等间距分布,本实施例使用的是iso链号为20a的短节距套筒滚子链,其节距为31.75毫米,每十个链节上分布一个尿盒组件212,相邻尿盒组件212的间距是317.5毫米;尿盒输送主链211左侧边后端的接料位尿盒组件2121的尿盒本体2124位于剪袋刀
1411正下方,两个剪袋刀1411做剪切运动,把位于它们上面的满尿袋01剪破,使里面的孕妇尿液流出,流到下面的尿盒本体2124中;以上所述的尿袋输送主链111间歇运转,尿盒输送主链211间歇运转,其节拍相同,同步启停,在停止时,两个剪袋刀1411正上方正好停着一个满尿袋01,两个剪袋刀1411正下方正好停着尿盒本体2124,剪破的满尿袋01里面的孕妇尿液正好流入到下面的尿盒本体2124里面,尽管孕妇尿液离开了满尿袋01,尿盒本体2124没有标识该满尿袋01的主标识码015,但是plc可编程控制器内部对该特定的尿盒本体2124有存储信息,在后面的运行步骤中该主标识码015始终指向该尿盒本体2124中的孕妇尿液而不会错乱;尿盒组件212随着尿盒输送主链211向前运行至检测组件22下方;检测组件22包括检测气缸221、下探组件222、剪纸组件223、卷纸组件224和检测摄像机225;卷纸组件224包括卷纸辊2241、卷纸齿轮2243、卷纸支架2244、卷纸电机2245和纸卷轴2246;两个卷纸辊2241分别与两个卷纸齿轮2243固定联接成两个卷纸辊2241与卷纸齿轮2243的组合,两个该组合分别与卷纸支架2244通过转动副相联,两个卷纸齿轮2243相啮合,两个卷纸辊2241的轴心线平行、水平,且两个卷纸辊2241的外圆柱面紧靠在一起,能夹紧试纸并靠摩擦力拉动试纸朝下运动;卷纸电机2245的输出轴和其中一个卷纸辊2241与卷纸齿轮2243的组合固定联接;纸卷轴2246和卷纸支架2244固定联接;卷纸支架2244和检测气缸221的活塞杆固定联接;剪纸组件223包括试纸定剪刀2231、试纸动剪刀2232和剪纸气缸2233;试纸定剪刀2231和检测气缸221的活塞杆固定联接;试纸定剪刀2231和试纸动剪刀2232通过剪纸刀铰链2234相联;试纸动剪刀2232上设有试纸动剪拨销22321,剪纸气缸2233的活塞杆上设有剪纸拨槽22331;试纸动剪拨销22321和剪纸拨槽22331滑动配合,剪纸气缸2233驱动试纸动剪刀2232往复摆动,试纸定剪刀2231的刀刃和试纸动剪刀2232的刀刃绕剪纸刀铰链2234做剪切运动,把通过其中间的试纸剪断;下探组件222包括下探电缸2221、试纸固定块和压紧气缸2223;下探电缸2221的缸体和检测气缸221的活塞杆固定联接;下探电缸2221的活动杆和试纸固定块固定联接;试纸固定块上设有上下通透的导向方孔2222;压紧气缸2223的缸体和试纸固定块固定联接;压紧气缸2223的活塞杆沿水平方向插入导向方孔2222并压紧导向方孔2222的内壁,能把从导向方孔2222中通过的试纸固定住,也能解除固定;导向方孔2222的下口位于接料位尿盒组件2121的尿盒本体2124的正上方;检测摄像机225和机架固定联接,用于拍摄试纸;预制好的试纸卷成一卷,成为试纸卷227,纸卷轴2246插入其中间的孔,试纸卷227绕纸卷轴2246自由转动;试纸卷227的自由端向下通过两个卷纸辊2241中间,卷纸电机2245驱动两个卷纸辊2241转动,向下拉动试纸,试纸定剪刀2231和试纸动剪刀2232之间的空间位于两个卷纸辊2241的正下方,向下拉动的试纸的下自由端通过试纸定剪刀2231和试纸动剪刀2232之间的空间;导向方孔2222的上口位于两个卷纸辊2241的正下方,导向方孔2222的上口比试纸定剪刀2231和试纸动剪刀2232靠下,向下拉动的试纸的下自由端通过导向方孔2222的上口进入导向方孔2222,并从导向方孔2222的下口伸出;检测摄像机225拍摄试纸上的剪断标记线2261,当剪断标记线2261出现在与试纸定剪刀2231和试纸动剪刀2232的刀
刃高度相同位置时,检测摄像机225识别到并产生电信号发送给plc可编程控制器,plc可编程控制器发送指令给压紧气缸2223和卷纸电机2245,压紧气缸2223压紧试纸,卷纸电机2245停止拉动试纸,随后又发送指令给剪纸组件223,剪纸组件223剪断试纸,压紧气缸2223所压紧的一段被剪切下来成为试纸条226;检测摄像机225拍摄接料位尿盒组件2121的尿盒本体2124内的孕妇尿液液位位置,发送信号给plc可编程控制器,plc可编程控制器计算出试纸条226应该向下移动的行程,发送指令给下探电缸2221;下探电缸2221驱动试纸固定块、压紧气缸2223和试纸条226的组合下降相应的高度,使试纸条226下端标记线以下的浸入区2262浸入孕妇尿液面以下并保持五秒钟,然后下探电缸2221驱动试纸固定块、压紧气缸2223和试纸条226的组合上升复位到初始位置,等待三分钟,试纸条226下端吸收的孕妇尿液向上浸湿试纸条226,所经过之处改变试纸条226的颜色,hcg的浓度不同所试纸条226的颜色改变的状况也不同,据此推断出孕妇尿液内的hcg的浓度处于哪一个范围;以上所述的卷纸组件224还包括多个校直辊2242,校直辊2242通过转动副与卷纸支架2244相连,校直辊2242交替分布在试纸卷227与剪纸组件223之间的试纸的两侧,交替滚压试纸,以达到使试纸校直的目的;授权公布号为cn101427137b的中国专利,其实施例1描述了一种试剂盒,该试剂盒包括外壳。外壳包括多个窗口,以观察基体。基体包括样品接收区。样品接收区包括用于吸收液体样品,例如尿样品的芯子。尿样品流过芯子并穿过基体。芯子可以是任何适宜的吸收性材料,例如纸,并优选含有一旦接触液体就改变颜色的化合物。如上所述,基体自身可以由任何适宜的材料形成。基体最优选由高密度聚乙烯片状材料形成。流体样品在样品接收区中流动并穿过标记区。标记区提供能够结合样品中的妊娠相关激素并在流体样品存在下可流动的标记试剂。标记试剂优选能够结合hcg。典型地,标记试剂是标记有可观察的标记,例如金溶胶或其它有色的标记的抗-hcg抗体。当妊娠相关激素例如hcg通过基体时候,它们会被标记。被标记的激素随后通过一系列的检测区。检测区包括以不同浓度固定的抗体。抗体对于妊娠相关激素来说是特异性的。典型地,抗体是山羊或绵羊抗-人绒膜促性腺激素。抗体与有色的激素结合并使激素固定。接近样品接收区的检测区测定的激素浓度较低。距离样品接收区远的检测区测得的浓度较高。当足够浓度的标记激素通过基体到达分离的检测区时,在检测区区域产生色带。该色带可以通过窗口被观测到。假如只有低浓度的激素经过,从而检测区中只有一个区域变色;而用于检测较高浓度的检测区域不会变色,因为大部分标记激素被接近样品接收区的检测区所捕获。在渐进增加的浓度的情况下,将激活更多的检测区。本发明基于该专利文献,提供一种试纸卷227,试纸卷227是很长的一条带状纸条,缠绕成卷以方便使用,以剪切线2261为界分隔成很多试纸条226,试纸条226首尾相接不断地重复出现,通过在上面的剪切线2261处剪切下一段而得到试纸条226,一张试纸条226自上至下至少包括:夹持区2266、检测区2264、标记区2263和浸入区2262;检测区2264被多条检测区分隔线2265分隔开,分成五个分区,相当于专利cn101427137b中使用窗口分隔检测区;夹持区2266留在导向方孔2222内被压紧气缸2223夹持;浸入区2262相当于专利cn101427137b中的样品接收区;标记区2263相当于专利cn101427137b中的标记区;本发明所使用的试纸卷227比专利cn101427137b中的使用和保存更方便。本发明所使用的试纸卷227往往需要采取密封措施,比如放在一个箱子里面,防止试纸卷227受潮、与空气接触而氧
化。
35.浸入区2262的孕妇尿液沿着试纸条226向上浸润流动,经过标记区2263,然后又流向检测区2264,保持三分钟后,如果孕妇尿液中hcg浓度较高,则能使上面较多的检测区2264分区变色,如果孕妇尿液中hcg浓度较低,则只能使上面较少的检测区2264分区变色,检测摄像机225拍摄试纸条226,与预存的试纸条226的颜色状况相比对,共有六种状况,分别为:五个检测分区完全变色、四个检测分区完全变色、三个检测分区完全变色、二个检测分区完全变色、一个检测分区完全变色和少于一个检测分区变色,以此把孕妇尿液分为一等品、二等品、三等品、四等品、五等品和不合格品六类,它们对应的hcg的浓度范围分别为:超过100000miu/ml、55000~100000 miu/ml、27500~55000miu/ml、15000~27500miu/ml、5000~15000miu/ml和低于5000 miu/ml,它们的浓度信息和类别信息分别被追加保存到主标识码015所对应的条目中;检测摄像机225拍摄完成后,试纸条226就没有了使用价值;检测气缸221驱动下探组件222、剪纸组件223、卷纸组件224、检测摄像机225、试纸条226和试纸卷227的组合平移,使试纸条226离开接料位尿盒组件2121的尿盒本体2124的正上方,转而位于废纸接收槽4的正上方,压紧气缸2223收缩,解除对试纸条226的夹持,试纸条226下落到下面的废纸接收槽4内;一批次待检测的满尿袋01往往有多个,检测步骤所消耗的时间较长,每一份试样要用超过3分钟,所以检测组件22一般要设置多个,多个检测组件22同时检测,减少等待时间,提高工作效率;完成浸湿试纸条226的尿盒组件212在此并不停歇,而是朝前继续间歇式平移,绕过前方的尿盒输送链轮24,转而朝后平移,行走过足够长的等待区,等待里面的孕妇尿液有了一个最终的检测和分类结果,然后尿盒组件212自前向后进入分类处置区;本实施例共包括六个尿液槽,分别是第一尿液槽51、第二尿液槽52、第三尿液槽53、第四尿液槽54、第五尿液槽55和第六尿液槽56,里面分别盛装一等品、二等品、三等品、四等品、五等品和不合格品六类孕妇尿液;倾倒气缸23设置在尿盒输送主链211右侧边的右侧,倾倒气缸23的缸体与机架固定联接,倾倒气缸23的活塞杆水平朝左,倾倒气缸23的活塞杆上固定设置水平的倾倒拨杆231,倾倒拨杆231对准尿盒组件212的尿盒摆杆2125,尿盒组件212移动到相应类别的尿液槽正上方时,倾倒气缸23驱动倾倒拨杆231朝左推动尿盒摆杆2125的下部,倾倒拨杆231沿着尿盒摆杆2125滑动,使尿盒本体2124倾倒,使里面的孕妇尿液倾倒出来,流入下面相应类别的尿液槽,从而达到分类处置的目的。然后倾倒气缸23驱动倾倒拨杆231缩回,尿盒组件212在重力作用下又旋转恢复到开口朝上的角度。
36.以上所述的尿袋输送主链111间歇运转,尿盒输送主链211以相同节拍间歇运转,在其停歇期间各个工位各自独立完成以下步骤:在装料区a人工把满尿袋01的上袋口011夹持到第一夹板1123的下部与第二夹板1124的下部之间;在剪切接料区c旋转电磁铁142驱动两个剪袋刀1411做剪切运动,把位于它们上面的满尿袋01剪破,使里面的孕妇尿液流出,流到下面的尿盒本体2124内,满尿袋01变成废尿袋02;
在废袋卸载区d,扭斜组件15把扭转板1122扭至与扭正气动手指161的第二对称平面既不平行也不垂直的角度,扭正组件16把扭转板1122扭至与松袋气动手指171的第三对称平面平行的角度,松袋组件17夹持第一夹板1123的上部与第二夹板1124的上部,则第一夹板1123的下部与第二夹板1124的下部就会相互远离,上袋口011脱落,废尿袋02落入下面的废袋接收槽3,以上三个步骤在三个工位上同时进行;在试纸检查区e,下探电缸2221驱动试纸固定块、压紧气缸2223和试纸条226的组合下降相应的高度,使试纸条226下端标记线以下的浸入区2262浸入孕妇尿液面以下五秒钟,然后下探电缸2221驱动试纸固定块、压紧气缸2223和试纸条226的组合上升复位到初始位置;在分类处置区g,倾倒气缸23驱动倾倒拨杆231朝左推动尿盒摆杆2125的下部,倾倒拨杆231沿着尿盒摆杆2125滑动,使尿盒本体2124倾倒,使里面的孕妇尿液倾倒出来,流入下面相应类别的尿液槽,从而达到分类处置的目的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1