一种车架自动化涂装作业轨道式工作装置的制作方法
1.本发明涉及电泳涂装领域,特别是一种车架自动化涂装作业轨道式工作装置。
背景技术:
2.电泳涂装是一种特殊的涂装技术,最早源于美国福特汽车公司利用阳极电泳对白车身底漆进行涂装研究,并于1963年建成第一代电泳涂装没备,目前电泳已成为金属工件涂装最常见的方法之一,在汽车、摩托车、机械装备、首饰等领域扮演者越来越重要的角色。电泳工艺分为阳极电泳和阴极电泳。若涂料粒子带负电,工件为阳极,涂料粒子在电场力作用下在工件沉积成膜称为阳极电泳;反之,若涂料粒子带正电,工件为阴极,涂料粒子在工件上沉积成膜称为阴极电泳。在金属件电泳涂装作业前,首先通过高压冲洗、热水洗、预脱脂、水洗、表调、磷化、水洗、纯水洗、新鲜水洗等过程对金属件表面进行前处理,进而确保电泳件表面电导率的一致性,再通过电泳前喷湿、阴极电泳、出槽喷淋、超滤液喷洗、超滤液浸洗、超滤液喷淋、纯水喷淋、纯水浸洗、新鲜纯水喷淋进行电泳涂装,并去除表面浮漆。
3.随着重型汽车产量不断增大,品质要求不断提升,为了提高重型汽车耐腐蚀性,现如今卡车车架及驾驶室通常采用电泳工艺进行涂装作业。卡车车架多数采用连续式阴极电泳系统进行电泳涂装,该系统主要由电泳槽、转移槽、循环系统组成,电泳涂装设备复杂,一旦运行,一般不停线,这不单对设备维护和维修提出了更高的要求,而且对设备的可靠性提出了更高要求。由于卡车车架质量和体积大,在车架浸入电泳池的过程中,现有电泳生产线通常采用直线导轨型浸浴装置,在承载台吊装车架上下移动浸浴过程中,存在导轨卡滞、不稳定、承载台灵活性差等问题,不仅故障率高,制约了生产率,而且配置直线导轨型浸浴装置的电泳生产线需要较高的车间高度,大幅增加了投资成本。
技术实现要素:
4.本发明的目的在于已有技术存在的问题提供一种车架自动化涂装作业轨道式工作装置,不仅可以实现稳定可靠实现车架升降移动,降低故障率,提高车架浸浴灵活性,而且能够降低电泳生产线造价。
5.本发明通过以下技术方案来达到上述目的:一种车架自动化涂装作业轨道式工作装置,包括轨道、轨道车、折叠运动链,所述轨道为高架轨道,铺设在电泳池正上方,轨道车通过轨道轮安装在轨道上,轨道车的移动由电机驱动,通过计算机编程控制,轨道车在电机驱动下沿着轨道可控移动;所述折叠运动链安装在轨道车下方,折叠运动链包括第一主动臂、第二主动臂、第一从动臂、第二从动臂、第三从动臂、第四从动臂、第一摇臂、第二摇臂、第一搁架、第二搁架;所述第一搁架分别通过第一主动臂、第二主动臂、第一从动臂、第二从动臂安装在轨道车下方,第二搁架分别通过第三从动臂、第四从动臂、第一摇臂、第二摇臂安装在第一搁架下方;所述第二搁架下端固定安装有用于吊挂或者承载卡车车架的第三搁架;所述搁架为框架式钢结构;所述第一主动臂一端通过第一转动副与轨道车连接,另一端通过第二转动副与第
一搁架连接;所述第二主动臂一端通过第三转动副与轨道车连接,另一端通过第四转动副与第一搁架连接;所述第一主动臂、第二主动臂分别通过第一直线驱动器、第二直线驱动器驱动,所述第一直线驱动器一端通过第五转动副与轨道车连接,另一端通过第六转动副与第一主动臂连接;所述第二直线驱动器一端通过第七转动副与轨道车连接,另一端通过第八转动副与第二主动臂连接;当第一直线驱动器、第二直线驱动器同步伸缩时,第一主动臂、第二主动臂相对轨道车同步摆动;所述第一从动臂一端通过第九转动副与轨道车连接,另一端通过第十转动副与第一搁架连接;所述第二从动臂一端通过第十一转动副与轨道车连接,另一端通过第十二转动副与第一搁架连接;所述第一主动臂上所含的转动副孔心距与第二主动臂上所含转动副的孔心距相等,所述第一从动臂上所含的转动副孔心距与第二从动臂上所含转动副的孔心距相等,所述轨道车、第一主动臂、第一搁架、第一从动臂构成平行四边形机构;当所述第一主动臂、第二主动臂相对轨道车同步摆动时,第一搁架相对轨道车单自由度平动;所述第三从动臂一端通过第十三转动副与第一搁架连接,另一端通过第十四转动副与第二搁架连接,所述第四从动臂一端通过第十五转动副与第一搁架连接,另一端通过第十六转动副与第二搁架连接;所述第一摇臂通过第十七转动副安装在第一搁架上,所述第一摇臂通过第十八转动副与第二搁架连接,所述第二摇臂通过第十九转动副安装在第一搁架上,所述第二摇臂通过第二十转动副与第二搁架连接;所述第一摇臂、第二摇臂分别由第三直线驱动器、第四直线驱动器驱动,所述第三直线驱动器一端通过第二十一转动副与第一搁架连接,另一端通过第二十二转动副与第一摇臂连接;所述第四直线驱动器一端通过第二十三转动副与第一搁架连接,另一端通过第二十四转动副与第二摇臂连接;所述第一摇臂上所含转动副的孔心距与第二摇臂上所含转动副的孔心距相等;所述第三从动臂上所含转动副的孔心距与第四从动臂上所含转动副的孔心距相等;所述第三从动臂、第一摇臂、第一搁架、第二搁架构成平行四边形机构;所述第一摇臂、第二摇臂在第三直线驱动器、第四直线驱动器同步驱动下,相对第一搁架同步摆动,进而实现第二搁架相对第一搁架单自由度平动;在第一直线驱动器、第二直线驱动器同步摆动配合下,通过第三直线驱动器、第四直线驱动器的同步摆动,第二搁架及第三层搁架相对轨道车可实现两自由度平动,即实现竖直上下平动和水平平动,满足车架电泳生产线需要。所述第一直线驱动器、第二直线驱动器、第三直线驱动器、第四直线驱动器均为电液推杆,不仅克服了伺服电动缸启动负载能力差,缺乏过载保护问题,而且相比液压缸不需要设立泵站,传动精度高。
6.该种车架自动化涂装作业轨道式工作装置在进行电泳涂装作业时,在高架轨道链输送系统配合下,卡车车架吊挂或搁置在第三层搁架上,轨道车沿着轨道移动至电泳池正上方,此时第一主动臂、第二主动臂在第一直线驱动器、第二直线驱动器同步驱动下相对轨道车同步摆动,所述第一摇臂、第二摇臂在第三直线驱动器、第四直线驱动器同步驱动下,相对第一搁架同步摆动;在各直线驱动器配合下,第二搁架及第三层搁架相对轨道车实现两自由度平动,即通过实现竖直上下平动及水平姿态调整,使第三层搁架水平下降至电泳池液面没过卡车车架,进而实现车架的浸浴电泳作业;当该工序完成后,卡车车架在折叠运动链传动控制下竖直抬升至电泳池上方一定高度,轨道车沿着轨道移动至下一电泳池继续进行浸浴作业,直至车架完成电泳涂装作业后,通过高架轨道链输送系统传送至喷涂等工位进行后续喷涂作业。
7.本发明突出优点在于:1、该种车架自动化涂装作业轨道式工作装置通过轨道车在电泳池上方移动,稳定性好,安全性高,可与高架轨道链输送系统相配合作业,大幅提高车架电泳生产线生产效率。折叠运动链均由电液推杆驱动,不仅克服了伺服电动缸启动负载能力差,缺乏过载保护问题,而且相比液压缸不需要设立泵站,传动精度高,也降低了故障率。
8.2、该种车架自动化涂装作业轨道式工作装置采用折叠运动链替代了现有车架电泳生产线竖直导轨型浸浴装置,不仅提升了浸浴装置稳定性,避免了因直线导轨易发生同步异常导致的机械故障,而且通过对直线驱动器编程控制,搁架在竖直和水平方向可实现两自由度平动调整,有效增加了浸浴装置灵活性,满足复杂电泳线生产工艺要求。
9.3. 该种车架自动化涂装作业轨道式工作装置因采用折叠运动链设计,使该种浸浴输送装置通过折叠运动链的折叠减小垂直高度,相比现有车架电泳生产线竖直导轨型浸浴装置,减小了电泳生产车间高度,节约了成本。
附图说明
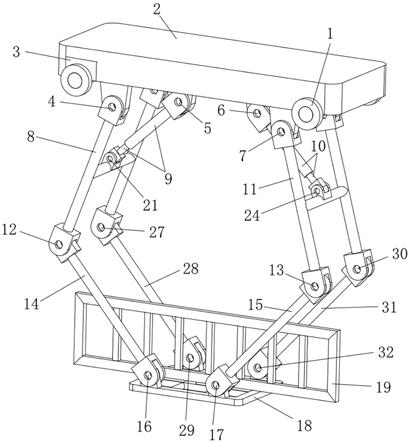
10.图1为本发明所述的一种车架自动化涂装作业轨道式工作装置折叠运动链主视图。
11.图2为本发明所述的一种车架自动化涂装作业轨道式工作装置折叠运动链三维视图。
12.图3为本发明所述的车架自动化涂装作业轨道式工作装置工作示意图。
13.图4为本发明所述的车架自动化涂装作业轨道式工作装置左视图。
14.图5为本发明所述的车架自动化涂装作业轨道式工作装置俯视图。
15.具体实施方式
16.以下通过附图和实施例对本发明的技术方案作进一步说明。
17.对照图1、图2、图3、图4、图5,一种车架自动化涂装作业轨道式工作装置,包括轨道25、轨道车2、折叠运动链,所述轨道25为高架轨道,铺设在电泳池46正上方,轨道车2通过轨道轮1安装在轨道25上,轨道车2的移动由电机3驱动,通过计算机编程控制,轨道车2在电机3驱动下沿着轨道25可控移动;所述折叠运动链安装在轨道车2下方,折叠运动链包括第一主动臂24、第二主动臂26、第一从动臂23、第二从动臂44、第三从动臂16、第四从动臂28、第一摇臂14、第二摇臂41、第一搁架13、第二搁架19;所述第一搁架13分别通过第一主动臂24、第二主动臂26、第一从动臂23、第二从动臂44安装在轨道车2下方,第二搁架19分别通过第三从动臂16、第四从动臂28、第一摇臂14、第二摇臂41安装在第一搁架13下方;所述第二搁架19下端固定安装有用于吊挂或者承载卡车车架的第三搁架22;所述搁架为框架式钢结构;对照图1、图2、图3、图4、图5,所述第一主动臂24一端通过第一转动副6与轨道车2连接,另一端通过第二转动副12与第一搁架13连接;所述第二主动臂26一端通过第三转动副35与轨道车2连接,另一端通过第四转动副27与第一搁架13连接;所述第一主动臂24、第二主动臂26分别通过第一直线驱动器7、第二直线驱动器36驱动,所述第一直线驱动器7一
端通过第五转动副5与轨道车2连接,另一端通过第六转动副8与第一主动臂24连接;所述第二直线驱动器36一端通过第七转动副37与轨道车连接,另一端通过第八转动副31与第二主动臂26连接;当第一直线驱动器7、第二直线驱动器36同步伸缩时,第一主动臂24、第二主动臂26相对轨道车2同步摆动;所述第一从动臂23一端通过第九转动副4与轨道车2连接,另一端通过第十转动副10与第一搁架13连接;所述第二从动臂44一端通过第十一转动副45与轨道车2连接,另一端通过第十二转动副43与第一搁架13连接;所述第一主动臂24上所含的转动副孔心距与第二主动臂26上所含转动副的孔心距相等,所述第一从动臂23上所含的转动副孔心距与第二从动臂44上所含转动副的孔心距相等,所述轨道车2、第一主动臂24、第一搁架13、第一从动臂23构成平行四边形机构;当所述第一主动臂24、第二主动臂26相对轨道车2同步摆动时,第一搁架13相对轨道车2单自由度平动;对照图1、图2、图3、图4、图5,所述第三从动臂16一端通过第十三转动副15与第一搁架13连接,另一端通过第十四转动副18与第二搁架19连接,所述第四从动臂28一端通过第十五转动副29与第一搁架13连接,另一端通过第十六转动副30与第二搁架19连接;所述第一摇臂14通过第十七转动副39安装在第一搁架13上,所述第一摇臂14通过第十八转动副17与第二搁架19连接,所述第二摇臂41通过第十九转动副40安装在第一搁架13上,所述第二摇臂41通过第二十转动副42与第二搁架19连接;所述第一摇臂14、第二摇臂41分别由第三直线驱动器9、第四直线驱动器33驱动,所述第三直线驱动器9一端通过第二十一转动副11与第一搁架13连接,另一端通过第二十二转动副32与第一摇臂14连接;所述第四直线驱动器33一端通过第二十三转动副38与第一搁架13连接,另一端通过第二十四转动副34与第二摇臂41连接;所述第一摇臂14上所含转动副的孔心距与第二摇臂41上所含转动副的孔心距相等;所述第三从动臂16上所含转动副的孔心距与第四从动臂28上所含转动副的孔心距相等;所述第三从动臂16、第一摇臂14、第一搁架13、第二搁架19构成平行四边形机构;所述第一摇臂14、第二摇臂41在第三直线驱动器9、第四直线驱动器33同步驱动下,相对第一搁架13同步摆动,进而实现第二搁架19相对第一搁架13单自由度平动;在第一直线驱动器7、第二直线驱动器36同步摆动配合下,通过第三直线驱动器9、第四直线驱动器33的同步摆动,第二搁架19及第三层搁架22相对轨道车2可实现两自由度平动,即实现竖直上下平动和水平平动,满足车架电泳生产线需要。所述第一直线驱动器7、第二直线驱动器36、第三直线驱动器9、第四直线驱动器33均为电液推杆,不仅克服了伺服电动缸启动负载能力差,缺乏过载保护问题,而且相比液压缸不需要设立泵站,传动精度高。
18.对照图1、图2、图3、图4、图5,该种车架自动化涂装作业轨道式工作装置在进行电泳涂装作业时,在高架轨道链输送系统配合下,卡车车架吊挂或搁置在第三层搁架22上,轨道车2沿着轨道25移动至电泳池46正上方,此时第一主动臂24、第二主动臂26在第一直线驱动器7、第二直线驱动器36同步驱动下相对轨道车2同步摆动,所述第一摇臂14、第二摇臂41在第三直线驱动器9、第四直线驱动器33同步驱动下,相对第一搁架13同步摆动;在各直线驱动器配合下,第二搁架19及第三层搁架22相对轨道车2实现两自由度平动,即通过实现竖直上下平动及水平姿态调整,使第三层搁架22水平下降至电泳池液面没过卡车车架,进而实现车架的浸浴电泳作业;当该工序完成后,卡车车架在折叠运动链传动控制下竖直抬升至电泳池上方一定高度,轨道车沿着轨道移动至下一电泳池继续进行浸浴作业,直至车架完成电泳涂装作业后,通过高架轨道链输送系统传送至喷涂等工位进行后续喷涂作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1