一种五金配件表面电镀加工设备及电镀工艺的制作方法
1.本发明涉及五金配件技术领域,具体为一种五金配件表面电镀加工设备及电镀工艺。
背景技术:
2.五金配件是指利用五金材料制作的零件或部件,一些五金配件在成型之后,需要对五金配件的表面进行电镀加工,利用电解原理在五金配件的表面镀上一层其他金属或合金,一些表面带有穿孔的五金配件在电镀加工时,需要将五金配件吊挂起来,然后将五金配件穿过电镀液,以此对五金配件进行批量电镀加工,但现有的五金配件均需要工作人员手动对物件配件进行吊挂操作,物件配件吊挂过程较为麻烦,吊挂效率不高,会影响五金配件的电镀加工。
3.为解决以上问题,我们提出了一种五金配件表面电镀加工设备及电镀工艺,具备了可对五金配件进行自动送料和吊挂操作,五金配件吊挂自动化程度高,吊挂操作方便的优点,可有掉提高五金配件表面电镀加工的效率。
技术实现要素:
4.为实现以上五金配件表面电镀加工设备及电镀工艺目的,本发明通过以下技术方案予以实现:一种五金配件表面电镀加工设备,包括送料机构,所述送料机构的内部设置有圆盘,所述圆盘的下表面转动连接有摇杆,所述摇杆远离圆盘的一端滑动连接有转环,所述转环的上表面固定连接有送料板,所述圆盘的上表面滑动连接有滑杆,所述滑杆的表面固定连接有连接杆,所述连接杆远离滑杆的一端固定连接有顶板。
5.还包括底盘,所述底盘的表面设置有输料道,所述底盘的上部固定连接有上支盘,所述上支盘的下表面固定连接有滑轨,所述上支盘的下表面转动连接有转盘,所述转盘的下表面设置有传动轴。
6.所述滑轨的表面设置有吊挂机构,所述吊挂机构包括轴座,所述轴座的表面转动连接有卡环,所述轴座的上表面设置有连接块,所述卡环的表面滑动连接有拉杆,所述拉杆的上端设置有拉板。
7.进一步的,所述底盘与输料道对应的表面开设有圆弧形槽口,滑轨的侧表面开设有上下两个平行的滑槽,两个滑槽之间相通。
8.进一步的,所述圆盘的上表面设计有环形斜坡面,转环与底盘转动连接,送料板采用半圆环板设计,位于输料道的内部,表面设计有均匀的弧面凸块。
9.进一步的,所述滑杆与圆盘表面的环形斜坡面相对应,顶板位于输料道的内部,与底盘滑动连接,与滑轨侧表面上侧的滑槽相对应。
10.进一步的,所述吊挂机构均匀分布在转盘的侧表面,卡环有j形环和l形环组合设计,j形环和l形环均与轴座转动连接,与轴座之间均设计有张紧弹簧,连接块与转盘的侧表面连接,拉杆与轴座之间设计有张紧弹簧,拉板的侧表面设计有滑块,与滑轨表面的滑槽相
适配。
11.一种五金配件表面电镀加工的电镀工艺,包括以下步骤:s1、五金配件表面预处理,利用抛光设备对五金配件的表面进行抛光和表面修复处理;s2、五金配件表面脱脂除油处理,将五金配件放置在乙酸乙酯溶剂中,对其表面进行脱脂除油操作;s3、五金表面锈迹及氧化物处理,将五金配件放置盐酸溶液中,对五金配件表面的锈迹和氧化膜进行处理;s4、对处理之后的五金配件的表面进行电镀,首先将五金配件吊挂起来;s5、根据五金配件所需要镀层的金属,配置相对应的电镀液,同时需要在电镀液中加入加入添加剂,并将电镀液放置在渡槽中;s6、将渡槽中接入电流,同时利用搅拌装置对渡槽中的电镀液进行搅拌;s7、利用吊挂设备将五金配件浸入到电镀液中,对五金配件的表面进行电镀加工;s8、将电镀之后的五金配件放入到含有浓硫酸的溶液中进行钝化处理,并进行水洗和干燥处理;s9、将电镀之后五金配件从吊管设备中取下,并进行抽样检验。
12.进一步的,所述s2中利用乙酸乙酯对五金配件记性去油脂时,需要在乙酸乙酯中加入活性剂,用以增加五金配件表面去油脂的效果和效率,s3中使用的盐酸溶液浓度为80
‑
180ml/l。
13.进一步的,所述s5中的添加剂包括光泽剂、稳定剂,s6中的电流采用直流电流,s8中浓硫酸的浓度为97%
‑
98.5%。
14.与现有技术相比,本发明具有以下有益效果:1、该五金配件表面电镀加工设备及电镀工艺,通过圆盘与摇杆的配合使用,可以通过转环带动送料板做往复转动,并通过送料板表面的弧面凸块对五金配件进行间歇送料,圆盘表面环形斜坡面与滑杆的配合使用,可以带动顶板做上下往复移动,当五金配件被推送到顶板的表面时,可将五金配件向上推送,便于对五金配件进行吊挂,有利于提高五金配件吊挂的效率。
15.2、该五金配件表面电镀加工设备及电镀工艺,通过滑轨侧表面的滑槽与拉板的配合使用,可以带动拉杆向上或向下移动,拉杆与卡环的配合使用,可以对卡环内部的j形环和l形环进行转动调节,当卡环移动到顶板的位置时,可以自动勾起顶板表面的五金配件,以此实现五金配件的自动化吊挂操作,五金配件吊挂操作方便,吊挂自动化程度高,可有效提高五金配件表面电镀加工的效率。
附图说明
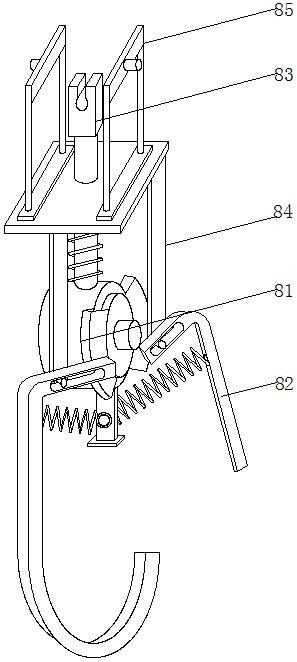
16.图1为本发明立体结构示意图;图2为本发明主视结构示意图;图3为本发明体2中a处结构示意图;图4为本发明俯视结构示意图;图5为本发明图2中局部结构示意图;
图6为本发明吊挂机构相关结构示意图。
17.图中:1、底盘;2、输料道;3、上支盘;4、滑轨;5、转盘;6、传动轴;7、送料机构;71、圆盘;72、摇杆;73、转环;74、送料板;75、滑杆;76、连接杆;77、顶板;8、吊挂机构;81、轴座;82、卡环;83、连接块;84、拉杆;85、拉板。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.该五金配件表面电镀加工设备及电镀工艺的实施例如下:实施例一:请参阅图1
‑
6,一种五金配件表面电镀加工设备,包括底盘1,底盘1与输料道2对应的表面开设有圆弧形槽口,用于送料板74的移动,底盘1的表面设置有输料道2,用于五金配件的输送,底盘1的上部固定连接有上支盘3,上支盘3的下表面固定连接有滑轨4,滑轨4的侧表面开设有上下两个平行的滑槽,两个滑槽之间相通,用于控制拉板85的移动,上支盘3的下表面转动连接有转盘5,用于带动吊挂机构8移动。
20.转盘5的下表面设置有传动轴6,用于带动转盘5转动,包括送料机构7,用于对五金配件进行自动送料和上料操作,送料机构7的内部设置有圆盘71,圆盘71的上表面设计有环形斜坡面,用于带动摇杆72做往复转动,同时带动滑杆75做上下往复移动,圆盘71的下表面转动连接有摇杆72,用于带动转环73转动,摇杆72远离圆盘71的一端滑动连接有转环73,转环73与底盘1转动连接,用于带动送料板74转动。
21.转环73的上表面固定连接有送料板74,送料板74采用半圆环板设计,位于输料道2的内部,表面设计有均匀的弧面凸块,用于对五金配件进行间歇输送,圆盘71的上表面滑动连接有滑杆75,滑杆75与圆盘71表面的环形斜坡面相对应,用于带动连接杆76移动,滑杆75的表面固定连接有连接杆76,用于带动顶板77移动,连接杆76远离滑杆75的一端固定连接有顶板77,顶板77位于输料道2的内部,与底盘1滑动连接,与滑轨4侧表面上侧的滑槽相对应,用于将五金配件向上推送,滑轨4的表面设置有吊挂机构8,用于对五金配件进行自动吊挂操作。
22.实施例二:请参阅图1
‑
6,一种五金配件表面电镀加工设备,包括底盘1,底盘1与输料道2对应的表面开设有圆弧形槽口,用于送料板74的移动,底盘1的表面设置有输料道2,用于五金配件的输送,底盘1的上部固定连接有上支盘3,上支盘3的下表面固定连接有滑轨4,滑轨4的侧表面开设有上下两个平行的滑槽,两个滑槽之间相通,用于控制拉板85的移动,上支盘3的下表面转动连接有转盘5,用于带动吊挂机构8移动,转盘5的下表面设置有传动轴6,用于带动转盘5转动。
23.包括送料机构7,用于对五金配件进行自动送料和上料操作,滑轨4的表面设置有吊挂机构8,吊挂机构8均匀分布在转盘5的侧表面,用于对五金配件进行自动吊挂操作,吊挂机构8包括轴座81,轴座81的表面转动连接有卡环82,卡环82有j形环和l形环组合设计,j
形环和l形环均与轴座81转动连接,与轴座81之间均设计有张紧弹簧,用于对五金配件进行吊挂。
24.轴座81的上表面设置有连接块83,连接块83与转盘5的侧表面连接,用于吊挂机构8与转盘5之间的连接,卡环82的表面滑动连接有拉杆84,拉杆84与轴座81之间设计有张紧弹簧,用于带动卡环82内部的j形环和l形环转动,拉杆84的上端设置有拉板85,拉板85的侧表面设计有滑块,与滑轨4表面的滑槽相适配,用于带动拉杆84移动。
25.实施例三:请参阅图1
‑
6,一种五金配件表面电镀加工设备,包括底盘1,底盘1与输料道2对应的表面开设有圆弧形槽口,用于送料板74的移动,底盘1的表面设置有输料道2,用于五金配件的输送,底盘1的上部固定连接有上支盘3,上支盘3的下表面固定连接有滑轨4,滑轨4的侧表面开设有上下两个平行的滑槽,两个滑槽之间相通,用于控制拉板85的移动,上支盘3的下表面转动连接有转盘5,用于带动吊挂机构8移动。
26.转盘5的下表面设置有传动轴6,用于带动转盘5转动,包括送料机构7,用于对五金配件进行自动送料和上料操作,送料机构7的内部设置有圆盘71,圆盘71的上表面设计有环形斜坡面,用于带动摇杆72做往复转动,同时带动滑杆75做上下往复移动,圆盘71的下表面转动连接有摇杆72,用于带动转环73转动,摇杆72远离圆盘71的一端滑动连接有转环73,转环73与底盘1转动连接,用于带动送料板74转动。
27.转环73的上表面固定连接有送料板74,送料板74采用半圆环板设计,位于输料道2的内部,表面设计有均匀的弧面凸块,用于对五金配件进行间歇输送,圆盘71的上表面滑动连接有滑杆75,滑杆75与圆盘71表面的环形斜坡面相对应,用于带动连接杆76移动,滑杆75的表面固定连接有连接杆76,用于带动顶板77移动,连接杆76远离滑杆75的一端固定连接有顶板77,顶板77位于输料道2的内部,与底盘1滑动连接,与滑轨4侧表面上侧的滑槽相对应,用于将五金配件向上推送。
28.滑轨4的表面设置有吊挂机构8,吊挂机构8均匀分布在转盘5的侧表面,用于对五金配件进行自动吊挂操作,吊挂机构8包括轴座81,轴座81的表面转动连接有卡环82,卡环82有j形环和l形环组合设计,j形环和l形环均与轴座81转动连接,与轴座81之间均设计有张紧弹簧,用于对五金配件进行吊挂。
29.轴座81的上表面设置有连接块83,连接块83与转盘5的侧表面连接,用于吊挂机构8与转盘5之间的连接,卡环82的表面滑动连接有拉杆84,拉杆84与轴座81之间设计有张紧弹簧,用于带动卡环82内部的j形环和l形环转动,拉杆84的上端设置有拉板85,拉板85的侧表面设计有滑块,与滑轨4表面的滑槽相适配,用于带动拉杆84移动。
30.一种五金配件表面电镀加工的电镀工艺,包括以下步骤:s1、五金配件表面预处理,利用抛光设备对五金配件的表面进行抛光和表面修复处理;s2、五金配件表面脱脂除油处理,将五金配件放置在乙酸乙酯溶剂中,对其表面进行脱脂除油操作,利用乙酸乙酯对五金配件记性去油脂时,需要在乙酸乙酯中加入活性剂,用以增加五金配件表面去油脂的效果和效率;s3、五金表面锈迹及氧化物处理,将五金配件放置盐酸溶液中,对五金配件表面的锈迹和氧化膜进行处理,盐酸溶液浓度为80
‑
180ml/l;
s4、对处理之后的五金配件的表面进行电镀,首先将五金配件吊挂起来;s5、根据五金配件所需要镀层的金属,配置相对应的电镀液,同时需要在电镀液中加入加入添加剂,并将电镀液放置在渡槽中,添加剂包括光泽剂、稳定剂;s6、将渡槽中接入电流,同时利用搅拌装置对渡槽中的电镀液进行搅拌,电流采用直流电流;s7、利用吊挂设备将五金配件浸入到电镀液中,对五金配件的表面进行电镀加工;s8、将电镀之后的五金配件放入到含有浓硫酸的溶液中进行钝化处理,并进行水洗和干燥处理,浓硫酸的浓度为97%
‑
98.5%;s9、将电镀之后五金配件从吊管设备中取下,并进行抽样检验。
31.在使用时,首先将五金配件摆放在输料道2中,然后通过相关驱动设备使圆盘71转动,圆盘71的转动会带动摇杆72做往复移动,摇杆72带动转环73做往复转动,转环73带动送料板74一起移动,当送料板74向顶板77的方向移动时,送料板74表面的弧面凸块会推动输料道2内部的五金配件向顶板77的方向移动,依次循环,即可对五金配件进行间歇输送。
32.但五金配件输送到顶板77的表面时,此时圆盘71的转动会带动其上表面的环形斜坡面一起转动,环形斜坡面会带动滑杆75做上下往复移动,滑杆75带动连接杆76一起移动,连接杆76带动顶板77做同步移动,顶板77会推动其表面的五金配件向上移动。
33.通过相关驱动设备使传动轴6转动,传动轴6会带动转盘5转动,转盘5带动其侧表面的吊挂机构8一起移动,当吊挂机构8移动到靠近顶板77上表面五金配件的位置时,此时拉板85表面的滑块会从滑轨4侧表面下侧的滑槽中移动到上侧的滑槽中,并带动拉杆84一起移动,拉杆84会带动卡环82转动,卡环82内部的j形环和l形环会相互分离,当卡环82移动到顶板77表面五金配件的位置时,卡环82内部的j形环会穿过五金配件表面的穿孔,带动五金配件一起移动,当该吊挂机构8中拉板85表面的滑块重新回到滑轨4侧表面下侧的滑槽中时,相应地,卡环82中的j形环和l形环会重新靠拢闭合,五金配件会被卡在卡环82中,依次循环即可对五金配件进行自动吊挂操作。
34.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1