一种用于涂装线工件强制冷却装置的制作方法
1.本发明涉及机械零部件涂装设备辅助器械领域,具体涉及一种用于涂装线工件强制冷却装置。
背景技术:
2.标准节在进行电泳涂装的时候,需要对标准节进行烤干,这样使涂层固化在标准节表层,当经过烤房的标准节表面温度为180度左右,但是近日到喷漆房内的工艺温度要求在40摄氏度至50摄氏度之间,传统的降温方法多为加长输送路线,让零部件进行自然冷却,但是上述降温的速度比较的低,同时在降温的时间比较长,这样严重影响生产效率,由于延长了输送路线,这样对车间的空间大小的要求比较的高,不利于整体的布局;同时通过自然冷却的方式对标准节进行冷却的话,会产生冷却不均匀的情况(即为标准节上每个部位的冷却效果不一样,这样会产生温度差异)。
技术实现要素:
3.针对上述现有技术的不足,本发明提出了一种用于涂装线工件强制冷却装置,便于对标准节进行快速冷却,提高加工的效率,同时标准节冷却均匀,同时本装置结构紧致且占地面积小,对工厂的空间布局要求比较的低,自动装夹与拆卸,这样不会影响标准节的输送系统。
4.与现有技术相比,本发明的方案:一种用于涂装线工件强制冷却装置,包括冷却通道、风冷机构、水冷机构、标准节夹取机构与标准节暂存机构,冷却通道内设置有风冷机构与水冷机构,进入到冷却通道内的标准节通过风冷机构与水冷机构进行自动冷却,在冷却通道内设置有在冷却通道内进行移动的标准节夹取机构,通过标准节夹取机构实现对标准节的夹取,在冷却通道的两端设置上设置有标准节暂存机构且两侧的标准节暂存机构与标准节夹取机构进行对接与更换标准节。
5.优选地,冷却通道即为矩形通道,标准节在矩形通道内进行输送,在矩形通道内侧设置有水冷机构,水冷机构包括多组喷淋总成、循环输送系统、集水槽与冷凝塔,其中矩形通道内设置有多组喷淋总成且多组喷淋总成等间距设置,在矩形通道的底部设置有集水槽,喷淋产生的液体流到集水槽内进行收集,在集水槽与多个喷淋组件总成之间设置有循环输送系统,在循环输送系统上设置对水进行冷却的冷凝塔。
6.优选地,喷淋总成包括固定管、分散喷头与移动组件,其中固定管为u形管且固定管设置在矩形通道内,固定管的顶部与矩形通道的内顶部贴合,固定管道的两侧与矩形通道的内侧面贴合,在固定刮与矩形通道内部之间设置有带动固定管进行移动的移动组件,固定管为空心管道,在固定管上固定有多个分散喷头且分散喷头朝向标准节,在每根固定管上设置有电磁阀,通过电磁阀控制每根固定管上的分散喷头进行喷水;移动组件即为移动轨道与移动块,移动轨道固定在矩形通道的内壁上,在移动轨道上设置有在移动轨道上滑动的移动块,在移动块与移动轨道之间设置有弹簧,通过弹簧使移动块进行回位,在移动
块下方设置有与滑动组件联动的弹性挡板,弹性挡板铰接在移动在的下方,在弹性挡板的背面与移动块底部之间铰接有弹簧,在移动轨道的两端设置有限位块,通过限位块限制移动块的移动范围。
7.优选地,在矩形通道内顶部设置有风冷机构,风冷机构即为多根风管并排设置而成,多根风管的开口朝下,多根风管与管道进行连接且管道穿过矩形通道向外延伸并连接有冷风机。
8.优选地,在矩形通道两侧内壁上设置有滑动组件且标准节夹取机构的两端通过焊接的方式固定在滑动组件上,通过滑动组件带动标准节进行输送,在每组滑动组件外侧设置有回位组件且回位组件位于矩形外壳的外壁上,在回位组件与滑动组件之间设置有换位组件,通过换位组件将标准节夹取机构从滑动组件移动到回位组件上;标准节夹取机构包括夹紧板、伸缩固定销、旋转组件与伸缩限位托板,其中两块夹紧板相对设置,在两块夹紧板的相对面上均设置有多根伸缩定位销且伸缩定位销插入到标准节的两端进行限位,在每块夹紧板与滑动组件之间设置有旋转组件,通过旋转组件实现夹紧板的旋转,在旋转组件与矩形外壳之间设置有驱动组件,当滑动组件在移动的时候,驱动组件迫使夹紧板进行旋转。
9.优选地,标准节暂存机构包括入料储存组件与堆料储存组件,入料储存组件与堆料储存组件分别位于矩形通道的首端与尾端的上方,入料储存组件包括横向输送通道与输送模块,横向输送通道与矩形通道的首端对接,在横向输送通道的底部设置有输送模块,标准节放置在输送模块上,通过输送模块对标准节进行输送;在矩形通道尾部设置有堆料储存组件,堆料储存组件包括竖向储存通道、限位组件与推顶组件,其中竖向储存通道位于滑动组件的上方,在滑动组件上设置有等间距设置的多组限位组件,在竖向储存通道下方设置有推顶组件,通过推顶组件将标准节向上顶,每组限位组件包括多个倾斜设置的限位板且每块限位板通过铰接的方式设置在竖向储存通道上,在每块限位板的铰接处设置有回位弹簧,在竖向储存通道上设置有限位块,通过限位块防止限位板向内侧旋转进行限位,这样限位板对标准节进行支撑;推顶组件包括推顶气缸与支撑板,其中推顶气缸为多个且多个推顶气缸的缸体固定在地面上,在多个推顶气缸的活塞杆上固定有同一块支撑板且标准节放置在支撑板上,通过支撑板对标准节进行顶升。
10.与现有技术相比,本发明的优点在于:1、便于对标准节进行快速冷却,提高加工的效率,同时标准节冷却均匀,同时本装置结构紧致且占地面积小,对工厂的空间布局要求比较的低,自动装夹与拆卸,这样不会影响标准节的输送系统;2、通过移动喷淋的方式对标准节进行冷却,这样减少分散喷头的数量,提高冷却的效率;3、标准节暂存机构可以对标准节上料与下料进行储存,这样无需工作人员长期待在设备前进行操作;4、通过标准节夹取机构的旋转,可以实现均匀的降温,同时旋转所产生的离心力可以将附着在标准节上水清除掉,这样保证标准节的干燥。
附图说明
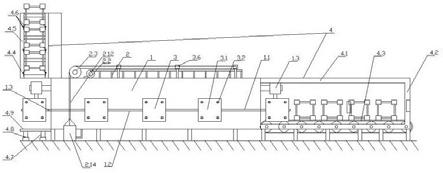
11.图1为本发明的主视图。
12.图2为本发明的平剖视图。
13.图3为本发明夹取机构的示意图。
14.图4为本发明滑动组件、回位组件、换位组件的示意图。
15.其中,1、冷却通道,1.1、滑动组件,1.2、回位组件,1.3、换位组件,2、风冷机构,2.1、风管,2.2、冷风机,2.3、水冷机构,2.4、喷淋总成,2.5、固定管,2.6、电磁阀,2.7、分散喷头,2.8、移动组件,2.9、移动轨道,2.10、移动块,2.11、弹性挡板,2.12、循环输送系统,2.13、集水槽,2.14、冷凝塔,3、标准节夹取机构,3.1、夹紧板,3.2、伸缩固定销, 3.6、旋转组件,3.7、驱动组件,4、标准节暂存机构,4.1、入料储存组件,4.2、横向输送通道,4.3、输送模块,4.4、堆料储存组件,4.5、竖向储存通道,4.6、限位组件,4.7、推顶组件,4.8、推顶气缸,4.9、支撑板。
具体实施方式
16.现集合附图,对本发明进一步的阐述。
17.如图1-4所示,一种用于涂装线工件强制冷却装置,包括冷却通道1、风冷机构2、水冷机构2.3、标准节夹取机构3与标准节暂存机构4,冷却通道1内设置有风冷机构2与水冷机构2.3,进入到冷却通道1内的标准节通过风冷机构2与水冷机构2.3进行自动冷却,在冷却通道1内设置有在冷却通道1内进行移动的标准节夹取机构3,通过标准节夹取机构3夹取标准节在冷却通道1内进行移动,通过标准节夹取机构3实现对标准节的夹取,标准节在冷却通道1内进行输送的时候,标准节依次经过风冷机构2与水冷机构2.3进行快速冷却,这样缩短冷却的时间,提高加工的效率,在冷却通道1的两端设置上设置有标准节暂存机构4且两侧的标准节暂存机构4与标准节夹取机构3进行对接与更换标准节,标准节暂存机构4可以储存多根标准节,通过标准节储存机构与标准节夹取机构3的对接实现标准节的输送,这样降低工作人员的劳动强度,无需经常对标准节进行上料与卸料。
18.冷却通道1即为矩形通道,标准节在矩形通道内进行输送,在矩形通道内侧设置有水冷机构2.3,水冷机构2.3包括多组喷淋总成2.4、循环输送系统2.12、集水槽2.13与冷凝塔2.14,其中矩形通道内设置有多组喷淋总成2.4且多组喷淋总成2.4等间距设置,在矩形通道的底部开设有集水槽2.13,喷淋产生的液体流到集水槽2.13内进行收集,在集水槽2.13与多个喷淋组件总成之间设置有循环输送系统2.12(循环输送系统2.12即为水泵与水管,水管的一端与多个喷淋总成2.4通过螺纹连接接头进行连接,水管的另外一端通过螺纹连接接头与集水槽2.13进行连接,在水管上通过卡箍固定有水泵,通过水泵将集水槽2.13内的水抽到喷淋总成2.4内),在循环输送系统2.12上设置对水进行冷却的冷凝塔2.14(即为水管与冷凝塔2.14进行连接,冷却标准节所产生的热水通过集水槽2.13进行收集,通过集水槽2.13内的热水通过冷凝塔2.14进行冷却后,通过水泵将说通过盆喷淋总成2.4进行喷出,这样实现循环喷淋冷却标准节,这样通过水冷的方式加快冷却的速度,提高冷却的效率。
19.在矩形通道内顶部通过螺栓紧固的方式固定有风冷机构2,风冷机构2即为多根风管2.1并排设置而成(多根风管2.1通过螺栓固定在矩形通道的顶部内部上),多根风管2.1的开口朝下,多根风管2.1与管道进行连接且管道穿过矩形通道向外延伸并连接有冷风机2.2,通过冷风机2.2喷出冷风对标准节进行冷却,通过冷却机喷出的冷风能将标准节水冷时粘附的水吹走,这样通过冷风吹对标准节进行冷却,这样实现标准节的冷却与干燥,便于进行下道工序的处理。
20.在矩形通道两侧内壁上通过螺栓紧固的方式固定有滑动组件1.1且标准节夹取机构3的两端通过焊接的方式固定在滑动组件1.1上(滑动组件1.1包括滑动轨道、滑动座与直线电机,其中滑动轨道通过螺栓固定在矩形通道的内壁上,滑动座嵌套在滑动轨道上且滑动座在滑动轨道上进行移动,在滑动座与滑动轨道之间通过焊接的方式固定有直线电机,通过直线电机带动滑动座沿着滑动轨道进行移动),通过滑动组件1.1带动标准节进行输送,在每组滑动组件1.1外侧通过螺栓紧固的方式固定有回位组件1.2且回位组件1.2位于矩形外壳的外壁上,标准节夹取机构3沿着滑动组件1.1向左输送,标准节夹取机构3移动的最左端的时候沿着回位组件1.2向右移动到回位(回位组件1.2即为滑动轨道且在回位组件1.2将设置有直线电机的定子),在回位组件1.2与滑动组件1.1之间设置有换位组件1.3(换位组件1.3旋转轴、步进电机与换位轨道,在回位组件1.2与滑动组件1.1的两端之间均设置有步进电机(步进电机通过螺栓固定在矩形通道上,在步进电机的输出轴上通过焊接的方式固定有转轴且转轴的直径为回位组件1.2与滑动组件1.1之间的间距,在转轴的外壁上通过焊接的方式固定有换位轨道,当转轴旋转的时候,换位轨道分别与回位组件1.2、滑动组件1.1对接,在换位轨道上同样焊接有直线电机的定子)),通过换位组件1.3将标准节夹取机构3从滑动组件1.1移动到回位组件1.2上,这样实现标准节夹取几号的循环使用;标准节夹取机构3包括夹紧板3.1、伸缩固定销3.2、旋转组件3.6与伸缩限位托板,其中两块夹紧板3.1相对设置,在两块夹紧板3.1的相对面上均通过焊接的方式固定有多根伸缩定位销(伸缩定位销即为在电磁推杆上固定有定位销,电磁推杆通过焊接的方式固定在夹紧板3.1上,定位销伸入到标准节腿部的孔内实现定位)且伸缩定位销插入到标准节的两端进行限位,在每块夹紧板3.1与滑动组件1.1之间设置有旋转组件3.6(即为夹紧板3.1与滑动组件1.1的滑动座之间通过旋转组件3.6进行连接,旋转组件3.6即为轴承),通过旋转组件3.6实现夹紧板3.1的旋转,在旋转组件3.6与矩形外壳之间设置有驱动组件3.7,当滑动组件1.1在移动的时候,驱动组件3.7迫使夹紧板3.1进行旋转(驱动组件3.7包括齿条与齿轮,在矩形通道的内部上通过焊接的方式固定有齿条,在夹紧板3.1的外侧面上通过焊接的方式固定与齿条配合的齿圈,当标准节移动的时候,标准节在旋转组件3.6的作用下发生旋转,这样标准节各个部位均匀喷淋,保证冷却均匀与冷却效率)。
21.喷淋总成2.4包括固定管2.5、分散喷头2.7与移动组件2.8,其中固定管2.5为u形管且固定管2.5设置在矩形通道内,固定管2.5的顶部与矩形通道的内顶部贴合,固定管2.5道的两侧与矩形通道的内侧面贴合,在固定管2.5与矩形通道内部之间设置有带动固定管2.5进行移动的移动组件2.8(通过移动组件2.8带动固定管2.5进行移动,这样在进行喷淋冷却的时候,单组喷淋总成2.4跟随标准节一起移动,这样标准节喷淋时间比较长,冷却的效果比较的好),固定管2.5为空心管道,在固定管2.5上通过焊接的方式固定有多个分散喷头2.7(固定管2.5内出来的水通过分散喷头2.7喷出来并进行分散开来,这样通过分散喷头2.7向标准节上进行喷水实现快速冷却标准节)且分散喷头2.7朝向标准节,在每根固定管2.5上通过螺纹接头有电磁阀2.6,通过电磁阀2.6控制每根固定管2.5上的分散喷头2.7进行喷水(在冬天比较寒冷的时候,无需较长的喷淋实现,这样可以通过关闭电磁阀2.6实现缩短标准节喷淋冷却的长度);移动组件2.8即为移动轨道2.9与移动块2.10,移动轨道2.9通过螺栓固定在矩形通道的两侧内壁上,在移动轨道2.9上嵌入有在移动轨道2.9上滑动的移动块2.10,在移动块2.10与移动轨道2.9之间设置有弹簧(在移动块2.10的右端与移动轨
道2.9的右端之间通过焊接的方式与弹簧的两端进行焊接),通过弹簧使移动块2.10进行回位,在移动块2.10下方设置有与滑动组件1.1联动的弹性挡板2.11,弹性挡板2.11铰接在移动板的下方,在弹性挡板2.11的背面与移动块2.10底部之间铰接有弹簧,在移动轨道2.9的两端通过焊接的方式设置有限位块,通过限位块限制移动块2.10的移动范围,当接标准节进行移动的时候,滑动组件1.1进行移动的时候会拨动弹性挡板2.11进行移动,这样喷淋总成2.4跟随标准节一起移动,当移动块2.10移动到限位块的时候,弹性挡板2.11向上摆动实现让位,当弹性挡板2.11避让标准节后,移动块2.10在弹簧的作用下快速向右移动并对下一个标准节进行喷淋冷却。
22.标准节暂存机构4包括入料储存组件4.1与堆料储存组件4.4,入料储存组件4.1与堆料储存组件4.4分别位于矩形通道的首端与尾端的上方,入料储存组件4.1包括横向输送通道4.2与输送模块4.3,横向输送通道4.2与矩形通道的首端对接,在横向输送通道4.2的底部通过轴承及轴承座固定有输送模块4.3,标准节放置在输送模块4.3上,通过输送模块4.3对标准节进行输送(输送模块4.3即为通过电机驱动的输送带,标准节放置在输送带上,通过输送带输送标准节);在矩形通道尾部设置有堆料储存组件4.4,堆料储存组件4.4包括竖向储存通道4.5、限位组件4.6与推顶组件4.7,其中竖向储存通道4.5位于滑动组件1.1的上方,在滑动组件1.1上设置有等间距设置的多组限位组件4.6(相邻限位组件4.6间距为标准节的厚度),在竖向储存通道4.5下方设置有推顶组件4.7,通过推顶组件4.7将标准节向上顶,每组限位组件4.6包括多个倾斜设置的限位板且每块限位板通过铰接的方式设置在竖向储存通道4.5边缘上,在每块限位板的铰接处通过焊接的方式推动限位板向内侧摆动的回位弹簧,在竖向储存通道4.5上通过焊接的方式固定有限位块,通过限位块防止限位板向内侧旋转进行限位,这样限位板对标准节进行支撑,当推顶组件4.7向上推顶标准节的时候,限位板向外侧摆动对标准节进行让位,当推顶气缸4.8下降回缩的时候,标准节的底部堆码在限位板上, 这样实现标准节的储存;推顶组件4.7包括推顶气缸4.8与支撑板4.9,其中推顶气缸4.8为多个且多个推顶气缸4.8的缸体固定在地面上,在多个推顶气缸4.8的活塞杆上固定有同一块支撑板4.9且标准节放置在支撑板4.9上,通过支撑板4.9对标准节进行顶升。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1