一种车用配件表面电泳漆处理装置的制作方法
1.本实用新型涉及电泳设备技术领域,具体为一种车用配件表面电泳漆处理装置。
背景技术:
2.电泳漆,也叫电泳涂料,随着常规喷涂的缺陷不断凸显,电泳漆的应用越来越广泛,许多的产品已不再使用传统涂料而使用电泳漆,电泳漆是通过在两极间接通直流电一段时间,在物件的表面会沉积出一种均匀细密且不易被水溶解的涂膜,但经常在产品配件上的漆料会出现泡痕,泡痕是电泳漆料在填充时与空气交汇导致漂浮在表层的电泳漆料出现气泡导致的,泡痕会使得产品配件质量下降。
技术实现要素:
3.本部分的目的在于概述本实用新型的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本技术的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
4.鉴于上述和/或现有电泳漆喷涂中存在的问题,提出了本实用新型。
5.因此,本实用新型的目的是提供一种车用配件表面电泳漆处理装置,能够对漂浮在电泳漆表层的气泡进行消除,进而避免喷涂后的产品配件上的漆料出现泡痕。
6.为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
7.一种车用配件表面电泳漆处理装置,其包括:
8.电泳槽;
9.伸降驱动部件,设置在靠近所述电泳槽的侧边位置;
10.支撑座,包括固定在所述伸降驱动部件的伸缩杆端部的底板和设置在所述底板顶部的电机安装框;
11.步进电机,固定在所述电机安装框内;
12.气泡刺破板,与所述步进电机的输出端垂直设置,且与所述电泳槽的顶部平行,其底部具有与所述电泳槽同等大小的凸块和均匀设置在所述凸块底部的锥刺;
13.其中,当所述步进电机驱动所述气泡刺破板转动至气泡刺破板的侧边与所述电泳槽的侧边平行时,所述气泡刺破板的凸块位于所述电泳槽的槽口的正上方。
14.作为本实用新型所述的一种车用配件表面电泳漆处理装置的一种优选方案,其中,所述伸降驱动部件为伸缩气缸或者伸缩液压缸。
15.作为本实用新型所述的一种车用配件表面电泳漆处理装置的一种优选方案,其中,所述电机安装框的顶部开设有与所述步进电机相适配的装配槽。
16.作为本实用新型所述的一种车用配件表面电泳漆处理装置的一种优选方案,其中,还包括防护框,包裹所述锥刺,所述防护框的内壁开设有滑槽;
17.所述凸块的侧壁设置有与所述滑槽相适配的导轨;
18.其中,所述导轨位于所述滑槽内,且防护框可通过滑槽与所述导轨的配合相对所述凸块滑动。
19.作为本实用新型所述的一种车用配件表面电泳漆处理装置的一种优选方案,其中,所述步进电机的步距角为90
°
。
20.与现有技术相比,本实用新型具有的有益效果是:该种车用配件表面电泳漆处理装置,通过步进电机驱动气泡刺破板旋转,使泡刺破板的凸块位于电泳槽的槽口的正上方,然后通过伸降驱动部件驱动支撑座下降,进而带动位于电泳槽的槽口正上方的凸块下降,并移动至电泳槽的槽口内,在凸块逐渐下降的过程中,锥刺与电泳漆表面的气泡接触,将气泡刺破。能够对漂浮在电泳漆表层的气泡进行消除,进而避免喷涂后的产品配件上的漆料出现泡痕。
附图说明
21.为了更清楚地说明本实用新型实施方式的技术方案,下面将结合附图和详细实施方式对本实用新型进行详细说明,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
22.图1为本实用新型一种车用配件表面电泳漆处理装置第一种实施方式的闲置状态示意图;
23.图2为本实用新型一种车用配件表面电泳漆处理装置第一种实施方式使用的状态示意图;
24.图3为本实用新型一种车用配件表面电泳漆处理装置图1中的部分结构示意图;
25.图4为本实用新型一种车用配件表面电泳漆处理装置图1中的气泡刺破板的结构示意图;
26.图5为本实用新型一种车用配件表面电泳漆处理装置第二种实施方式的部分结构示意图;
27.图6为为本实用新型一种车用配件表面电泳漆处理装置第二种实施方式的部分结构爆炸图。
具体实施方式
28.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
29.其次,本实用新型结合示意图进行详细描述,在详述本实用新型实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本实用新型保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
30.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地详细描述。
31.本实用新型提供一种车用配件表面电泳漆处理装置,能够对漂浮在电泳漆表层的
气泡进行消除,进而避免喷涂后的产品配件上的漆料出现泡痕。
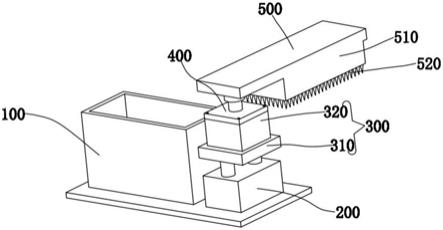
32.图1-图4示出的是本实用新型一种车用配件表面电泳漆处理装置第一种实施方式的整体结构示意图,请参阅图1-图4,本实施方式的一种车用配件表面电泳漆处理装置,其主体部分包括电泳槽100、伸降驱动部件200、支撑座300、步进电机400和气泡刺破板500。
33.电泳槽100用于存放电泳液,对产品配件进行电泳喷涂。
34.伸降驱动部件200设置在靠近电泳槽100的侧边位置,用于驱动支撑座300的上升或者下降。作为优选,在本实施方式中,伸降驱动部件200为伸缩气缸或者伸缩液压缸。
35.支撑座300用于安装步进电机400,具体的,支撑座300包括固定在伸降驱动部件200的伸缩杆端部的底板310和设置在底板310顶部的电机安装框320,电机安装框320的顶部开设有与步进电机400相适配的装配槽320a,用于装配固定部进电机400。
36.步进电机400固定在电机安装框320内,用于驱动气泡刺破板500旋转,在本实施方式中,步进电机400的步距角为90
°
。
37.气泡刺破板500用于对电泳漆表面的气泡进行处理,具体的,气泡刺破板500与步进电机400的输出端垂直设置,且与电泳槽100的顶部平行,其底部具有与电泳槽100同等大小的凸块510和均匀设置在凸块510底部的锥刺520,锥刺520用于与气泡接触,将气泡刺破。在本实施方式中,当步进电机400驱动气泡刺破板500转动至气泡刺破板500的侧边与电泳槽100的侧边平行时,气泡刺破板500的凸块510位于电泳槽100的槽口的正上方。
38.结合图1-图4,本实施方式的一种车用配件表面电泳漆处理装置,具体使用过程如下:在正常状态下,该种车用配件表面电泳漆处理装置的状态如图1所示,此时,气泡刺破板500与电泳槽100垂直,不干扰电泳槽100的正常工作,在电泳槽100内的电泳液表面存在气泡时,此时驱动步进电机400旋转90
°
,使步进电机400带动气泡刺破板500旋转至电泳槽100的正上方,然后使升降驱动部件200的伸缩杆下降,带动支撑座300、步进电机400和气泡刺破板500整体下降,使凸块510进入到电泳槽100内,进而使锥刺520与气泡接触,将气泡刺破。
39.虽然在上文中已经参考实施方式对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1