压片扭矩螺母式预应力锚杆及其安装方法与流程
1.本发明涉及一种压片扭矩螺母式预应力锚杆及其安装方法。
背景技术:
2.预应力锚杆包括黏结锚固预应力锚杆和涨壳式预应力锚杆,两种锚杆在现场安装使用时都涉及到搅拌锚固剂(涨开锚固头)、施加预紧力两道工序,每道工序都涉及到一套工装。在搅拌(涨开锚固头)工序时需使用较短的六方套筒进行搅拌(涨开锚固头),在预紧工序时需使用较长的六方套筒进行预紧。因为锚杆台车在安装锚杆时无法进行工装更换,所以工装的更换不仅影响了锚杆的安装效率,还制约了锚杆的自动化安装的发展,目前,预应力锚杆一直未实现机械自动化安装。
3.以下对现有的两种预应力锚杆结构及人工安装工艺详细说明如下:(1)黏结锚固预应力锚杆结构及人工安装工艺黏结锚固预应力锚杆结构与安装工艺分别如图1和图2所示,其结构如图1所示,包括:球头螺母11、垫板12、中空杆体13、带孔连接套14、搅刀15、锚固剂16等,其中,所述中空杆体13外螺纹为左旋螺纹,在中空杆体13的头部设置搅刀15,在中空杆体13尾部设置球头螺母11和垫板12,为了增加杆体的长度,可以通过带孔连接套14将若干节中空杆体13进行连接,以加长锚杆长度;其安装工艺如图2所示,包括:1)人工风钻成孔;2)人工清空;3)装入锚固剂;4)插入锚杆;5)安装搅拌工装并搅拌锚固剂,待凝;6)更换为预紧工装并预紧锚杆;7)注浆。其中:搅拌:人工风钻通过搅拌工装(短六方套筒)17抵住并带动杆体、铰刀一起旋转,旋转方向为面向围岩逆时针旋转,旋转时短六方套筒与球头螺母配合、球头螺母与杆体外螺纹配合,铰刀与杆体内螺纹配合;搅刀搅拌锚固剂,等待锚固剂凝固。搅拌示意图如图3所示。
4.预紧:搅拌完成后取下短六方套筒搅拌工装,换上无法抵住杆体的预紧工装(长六方套筒)18。此时锚固剂已将锚杆锚固稳定,人工风钻通过长六方套筒18带动螺母旋进杆体并抵住垫板,进而给杆体一个回拉的预紧力,预紧示意图如图4所示。
5.搅拌工装与预紧工装的区别在于搅拌工装为短六方套筒,预紧工装为加长六方套筒。短六方套筒套入螺母后,套筒盲端抵住并带动杆体搅拌锚固剂;加长六方套筒套入螺母后,套筒盲端与杆体存在一定距离,当套筒旋紧螺母时,螺母抵住垫板,给杆体提供一种回拉的预紧力。
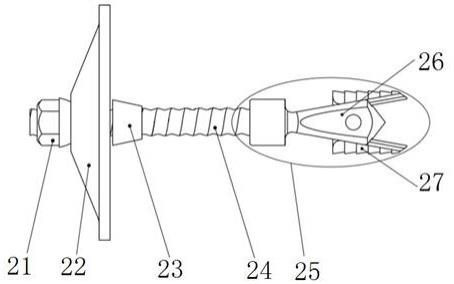
6.(2)涨壳式预应力锚杆的结构及人工安装工艺涨壳式预应力锚杆结构与人工安装工艺分别如图5、图6所示。其结构如图5所示,包括:球头螺母21、垫板22、止浆塞23、中空杆体24、涨壳锚头25、内楔26、夹片27等,其中:所述中空杆体24外螺纹为左旋螺纹,在中空杆体24的头部设置涨壳锚头25,所述涨壳锚头25包括内楔26和设置在内楔26上的夹片27,在中空杆体24尾部设依次设置球头螺母21、垫板22和止浆塞23。人工安装工艺如图6所示,包括:1)人工风钻成孔;2)人工清空;3)插入锚杆;
4)安装短六方套筒将锚头初步涨开;5)更换为长六方套筒预紧锚杆,将锚头完全涨开;6)注浆。其中锚头涨开过程实际分两步:第一步:旋转杆体,将夹片顶出至围岩,实现初步涨开,如图7所示;第二步:旋转螺母直至抵住垫板,继续转动螺母则杆体会被螺母往孔口外的方向向回拉,夹片与内楔产生相对运动,将锚头完全涨开,如图8所示。
7.初步涨开:人工风钻通过涨开工装(短六方套筒)28带动杆体一起旋转,杆体将夹片顶出,夹片紧贴围岩,继续转动杆体则无法转动,完成锚头初步涨开。涨壳锚头初步涨开示意图如图7所示。
8.预紧:待锚头初步涨开后,此时取下短六方套筒工装,换上无法抵住杆体的预紧工装(长六方套筒)29。此时杆体已被固定无法产生转动,人工风钻通过预紧工装(长六方套筒)29带动螺母旋进杆体并抵住垫板,进而给杆体一个回拉的预紧力,斜槽回拉锚头至锚头完全涨开,预紧示意图如图8所示。
技术实现要素:
9.为了克服现有技术的上述缺点,本发明提出了一种压片扭矩螺母式预应力锚杆及其安装方法。
10.本发明解决其技术问题所采用的技术方案是:一种压片扭矩螺母式预应力锚杆,包括中空杆体和设置在中空杆体尾部的螺母和垫板,在所述螺母尾端压铆有压片和塑料垫圈,所述塑料垫圈紧贴在中空杆体的外螺纹表面。
11.本发明还提供了一种压片扭矩螺母式预应力锚杆的安装方法,包括如下步骤:步骤一、台车钻孔;步骤二、高压风清孔;步骤三、台车往锚孔中安装锚杆;步骤四、台车推进器旋转螺母,直至螺母尾部的压片抵住中空杆体尾部,此时螺母带动中空杆体旋转,锚杆杆体端部被初步固定;步骤五、台车推进器增大扭矩再次旋转螺母,直至螺母尾部的压片被中空杆体顶出,螺母继续沿中空杆体旋进,并在顶住垫板后给中空杆体一个回拉的预紧力实现预紧;预紧完成后,塑料垫圈紧密贴合在中空杆体的外螺纹表面,防止螺母回退;步骤六、锚杆台车启动注浆泵,通过推进器内孔给锚杆直接注浆。
12.与现有技术相比,本发明的积极效果是:(1)本发明的压片扭矩螺母式预应力锚杆可实现搅拌或初步涨开锚头、预紧工序合二为一,简化了锚杆安装工序,提高了施工效率;(2)本发明的压片扭矩螺母式预应力锚杆在锚杆台车的配合下,可实现预应力锚杆的机械化施工;(3)本发明的扭矩螺母中的塑料垫圈在旋进过程中被杆体挤压,紧密贴合在杆体外螺纹表面,可防止锚杆安装完成后螺母松退。
附图说明
13.本发明将通过例子并参照附图的方式说明,其中:图1为黏结锚固预应力锚杆结构图;
图2为黏结锚固预应力锚杆人工安装工艺;图3为黏结锚固预应力锚杆人工搅拌示意图;图4为黏结锚固预应力锚杆人工预紧示意图;图5为涨壳式预应力锚杆结构图;图6为涨壳式预应力锚杆人工安装工艺;图7为涨壳式预应力锚杆人工涨开锚头示意图;图8为涨壳式预应力锚杆人工预紧示意图;图9为压片扭矩螺母结构示意图;图10为图9的局部放大图;图11为图9的俯视图;图12为黏结锚固预应力锚杆机械化安装工艺;图13为黏结锚固预应力锚杆搅拌示意图;图14为黏结锚固预应力锚杆预紧示意图;图15为涨壳式预应力锚杆机械化安装工艺;图16涨壳式预应力锚头初步涨开示意图;图17涨壳式预应力锚杆预紧+锚头完全涨开示意图;图18为预应力锚杆安装完成示意图;图19为塑料垫圈防松示意图。
具体实施方式
14.一、本发明的压片式扭矩螺母的结构设计及作用本发明针对现有的预应力锚杆在安装中存在的缺陷,设计了一种压片式扭矩螺母,可以将黏结锚固预应力锚杆与涨壳式预应力锚杆所需的两套工装简化为一套工装,简化锚杆安装过程。
15.本发明的压片式扭矩螺母尾端采用压铆工艺,将压片与塑料垫圈铆入螺母尾端,其结构如图9至图11所示,包括:球面1、波型螺纹2、压片3、塑料垫圈4、螺母5等,其中:所述螺母5头部为球面1,螺母5内腔为波型螺纹2。所述压片5的作用是给杆体提供一定的扭矩,带动杆体一起旋转;当杆体前端被锚固之后,杆体无法继续旋转,此时螺母5继续转动,杆体尾部会将压片3顶出,则螺母5会旋进杆体直至顶住垫板,后方可施加预紧力。
16.所述塑料垫圈4的作用是压片扭矩螺母在旋进过程中紧贴于杆体外螺纹的表面,防止锚杆安装完成后在震动条件下螺母5发生松退。
17.二、本发明的压片式扭矩螺母在预应力锚杆机械化安装中的使用(1)黏结锚固预应力锚杆使用扭矩螺母后黏结锚固预应力锚杆的机械化安装工艺如图12所示,包括:1)台车钻孔;2)高压风清孔;3)高压风将锚固剂吹入锚孔;4)台车往锚孔中安装锚杆;5)台车推进器旋转螺母,搅拌锚固剂,待凝;预紧锚杆;6)注浆。
18.搅拌+预紧:台车推进器6为一长六方套筒,通过推进器旋转螺母带动杆体搅拌锚固剂。在扭矩小于100n
•
m时,压片式扭矩螺母尾部压片能够抵住杆体而不会被破坏,此时螺母带动杆体、搅刀一起旋转,实现锚固剂的搅拌。在锚固剂搅拌完成并凝固一段时间后,锚
杆末端即被锚固剂锚固。此时增大扭矩再次转动螺母,在扭矩大于100n
•
m时,压片式扭矩螺母尾部压片3在转动过程中由于受到杆体推力而顶出,螺母沿杆体旋进,并在顶住垫板后给杆体一个回拉的预紧力,实现预紧。压片扭矩螺母式预应力锚杆搅拌、预紧示意图分别如图13、图14所示。
19.(2)涨壳式预应力锚杆使用扭矩螺母后涨壳式预应力锚杆的机械化安装工艺如图15所示,包括:1)台车钻孔;2)高压风清孔;3)台车往锚孔中安装锚杆;4)台车推进器旋转螺母,初步涨开锚头;预紧锚杆,完全涨开锚头;5)注浆。
20.涨开锚头+预紧:台车推进器6为一长六方套筒,通过推进器旋转螺母带动杆体涨开锚头。当扭矩小于50n
•
m时,压片式扭矩螺母尾部压片能够抵住杆体而不会被破坏,台车通过长六方套筒带动扭矩螺母、杆体一起旋转,杆体沿着锚头内螺纹旋转并将夹片顶出,顶出的涨壳夹片贴紧孔壁,从而达到初步涨开锚头的目的。此时锚头会与锚孔内壁紧贴产生摩擦,从而保持静止或缓慢转动。在锚头初步涨开后,直接进入预紧工序。此时涨壳夹片贴紧孔壁,摩擦力瞬间增大,扭矩也会瞬间大于50n
•
m,压片式扭矩螺母尾部压片3由于扭矩突然增大,受到杆体推力而顶出。压片被破坏后螺母沿杆体旋进,并在顶住垫板后给杆体一个回拉的预紧力,使倒楔形的涨壳锚头进一步涨开,实现预紧。涨壳式预应力锚杆锚头初步涨开、锚杆预紧+锚头完全涨开示意图分别如图16、图17所示。
21.(3)塑料垫圈在预应力锚杆机械化安装中的作用预应力锚杆安装完成示意图如图18所示。在预应力锚杆安装完成后,在外界振动的情况下会存在螺母松退的现象,而在压片扭矩螺母式预应力锚杆中扭矩螺母的塑料垫圈会在锚杆安装完成后紧密贴合于杆体表面,挡住了螺母回退,防止了松退现象的发生,其示意图如图19所示。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1