1.本发明涉及燃料电池空压机技术领域,特别是一种用于燃料电池空压机的高速转子及其装配方法。
背景技术:2.燃料电池是一种将氢和氧的化学能通过电极反应直接转换成电能的装置。其中,氢和氧化学反应后的产物主要是水和热。因而,燃料电池因其清洁特性被认为是一种极有可能取代普通燃油而成为未来汽车动力的主要来源。目前对汽车动力用燃料电池的研究和应用主要集中在质子交换膜燃料电池(pemfc)。燃料电池的核心技术中,电堆可以比拟为燃料电池的“心脏”,是产生电能的核心,空压机可以称之为燃料电池的“肺”,为心脏提供适合的氧气。空压机输出的压力和流量直接影响燃料电池发动机中的化学计量比、空气加湿特性和水热管理特性,进而影响燃料电池电堆的电压输出和燃料电池发动机的功率输出。
3.目前离心式空压机设计一般采用电机直驱方式,电机转子和主轴做成一体化 结构,主轴轴端固定联接离心式叶轮,叶轮内置于蜗壳内。电机转子超高速旋转下, 叶轮带动气体高速旋转,与蜗壳相互作用产生高压、大流量空气,供给燃料电池发动机用于燃料电池电堆内部电化学反应的发生。
4.电机转子主要包括转子主轴、转子磁体和外套等。传统电机转子两侧叶轮的安装位置设计为一侧内孔安装、一侧外轴安装,由于转子两侧的结构不同,安装定位难度大,使得不平衡量增加。磁体外套为整体式薄壁细长结构,加工难度大,除此之外,转子主轴、转子磁体和外套等相互之间的连接部分均为整体接触,不仅增加零部件加工难度,不易于装配,使用中还容易造成应力集中。
技术实现要素:5.本发明提供一种用于燃料电池空压机的高速转子及其装配方法,在主轴与所述转子外套之间形成若干环形空腔,在保证机械强度的基础上,使得转子整体重量大幅减轻,且能够有效减轻转子外套与主轴在安装时产生的应力集中问题。
6.本发明技术方案如下:用于燃料电池空压机的高速转子,包括从内到外同轴设置的主轴、磁体和转子外套,所述主轴的两端分别固定有空压机的叶轮,其特征在于,所述磁体的两端通过第一定位隔磁套和第二定位隔磁套定位于所述主轴中间位置,所述主轴与所述转子外套之间形成若干环形空腔。
7.作为优选,所述转子外套为分体式外套,包括在所述第二定位隔磁套的外侧无间隙对接的第一外套和第二外套,所述第一外套和第二外套的外径相等。
8.作为优选,所述第一定位隔磁套远离所述第二定位隔磁套端通过设于所述转子主轴的隔磁套定位轴肩而轴向定位;所述磁体、隔磁套定位轴肩、第一定位隔磁套和第二定位隔磁套的外径均等于所述第一外套的内径。
9.作为优选,所述第一外套远离所述第二定位隔磁套端向所述隔磁套定位轴肩方向延伸并过隔磁套定位轴肩至设于所述主轴的轴承定位圆盘而轴向定位,所述隔磁套定位轴肩和轴承定位圆盘之间的主轴部分与所述第一外套之间的空隙形成第一环形空腔。
10.作为优选,所述轴承定位圆盘向远离所述第一环形空腔方向延伸有外径等于所述第一外套外径的第一轴承定位凸台;所述轴承定位圆盘向所述第一环形空腔方向延伸有外径等于所述隔磁套定位轴肩外径的第二轴承定位凸台。
11.作为优选,所述主轴的两端设有用于固定空压机叶轮的螺纹安装孔。
12.作为优选,所述第一轴承定位凸台向远离所述第一环形空腔方向继续延伸有一级叶轮安装段,所述一级叶轮安装段设有一级叶轮定位安装孔位;所述第二外套的自由端向远离所述第二定位隔磁套的方向延伸设有二级叶轮安装段,所述二级叶轮安装段设有二级叶轮定位安装孔位。
13.作为优选,所述第二外套远离所述第二定位隔磁套端通过装配孔套接到所述主轴上,位于所述第二定位隔磁套与所述装配孔之间的主轴部分与所述第二外套,形成第二环形空腔。
14.作为优选,所述第二外套的厚度大于所述第一外套的厚度,所述第二定位隔磁套的外表面为与所述第一外套和第二外套的内径相匹配的台阶轴;所述第二外套沿其径向中心对称设有多个通风散热孔。
15.上述用于燃料电池空压机的高速转子的装配方法,包括如下步骤:s1,将所述第一定位隔磁套在所述主轴的隔磁套定位轴肩定位,并将磁体及第二定位隔磁套依次安装到所述主轴;所述第一定位隔磁套、磁体及第二定位隔磁套与所述主轴之间为过渡配合,并通过热装工艺或机械压装工艺安装到所述主轴上;s2,将组装后的所述第一定位隔磁套、磁体及第二定位隔磁套的外表面整体进行机械精加工,以保证其形位公差;s3,将已保证内圆同轴度的所述第一外套和第二外套依次套接到指定位置;其中,所述第一外套的一端装配到所述第二轴承定位凸台并在所述轴承定位圆盘定位、另一端刚好装配到所述第二定位隔磁套台阶轴的台阶面处,以保证所述第一外套和第二外套的无间隙对接;所述第二定位隔磁套、磁体、第一定位隔磁套及第二轴承定位凸台中,至少一个与所述第一外套的装配面为过盈配合,所述第一外套通过热装工艺装配到指定位置;所述第二外套的一端装配于所述第二定位隔磁套台阶轴的台阶面处、另一端装配到所述主轴,所述第二外套与所述第二定位隔磁套台阶轴和所述主轴的装配面为过盈配合,所述第二外套通过热装工艺装配到指定位置;s4,将组装后的所述第一外套和第二外套的外表面整体进行机械精加工,以保证其外圆同轴度、表面粗糙度和圆柱度。
16.本发明相对于现有技术优势在于:1、本发明所述用于燃料电池空压机的高速转子及其装配方法,在主轴与所述转子外套之间形成若干环形空腔,在保证机械强度的基础上,使得转子整体重量大幅减轻,且能够有效减轻转子外套与主轴在安装时产生的应力集中问题。
17.2、本发明所述用于燃料电池空压机的高速转子及其装配方法,将转子外套进行分体式设计,大幅降低燃料电池空压机转子的加工难度,特别是降低薄壁细长轴(第一外套
和/或主轴)的加工难度,且能够将环形空腔进行最大化设计,在保证机械强度的基础上,使得转子充分减重;同时能够充分降低第一外套和第二外套与主轴之间的接触面积,进一步减少转子外套与主轴应力集中部位,有效降低转子外套和主轴的微小变形,提高转子运行效率。
18.3、本发明所述用于燃料电池空压机的高速转子及其装配方法,在主轴上设计隔磁套定位轴肩和轴承定位圆盘,使得隔磁套定位轴肩和轴承定位圆盘之间的主轴部分与所述第一外套形成第一环形空腔,在保证隔磁套与磁体的准确定位、以及保证主轴机械强度的基础上,最大化减轻转子的整体重量。
19.4、本发明所述用于燃料电池空压机的高速转子及其装配方法,第二外套一端装配于所述第二定位隔磁套台阶轴的台阶面处、另一端通过装配孔套接到所述主轴上,只在两端与主轴定位安装减少应力集中,且位于所述第二定位隔磁套与所述装配孔之间的主轴部分与所述第二外套,形成第二环形空腔,即所述主轴位于所述隔磁套定位轴肩远离所述第一环形空腔的一侧,为均匀的圆柱形,既方便安装磁体、第一定位隔磁套和第二定位隔磁套,又能够最大化减轻转子的整体重量,降低主轴和转子外套的加工难度。
20.5、本发明所述用于燃料电池空压机的高速转子及其装配方法,在所述轴承定位圆盘的两侧均设计轴承定位凸台,能够有效实现轴承的定位安装,且能够保证轴承工作的强度要求。所述第二外套的厚度设计为大于所述第一外套,便于在所述第二外套的通风散热孔位置设置空气箔片式动力轴承,促进转子内部与外界的散热,降低转子外套与主轴的温升,进一步降低转子外套和主轴的微小变形,提高转子运行效率。
21.6、本发明所述用于燃料电池空压机的高速转子及其装配方法,所述主轴的两端设计有用于固定空压机叶轮的螺纹安装孔,且在主轴的右侧(即所述轴承定位圆盘所在侧)延伸设计有一级叶轮定位安装孔位,在主轴左侧的第二外套的最左端设计二级叶轮定位安装孔位,使得转子两侧安装的叶轮均为内孔定位式结构,大幅降低叶轮的加工难度,进而降低加工成本。
附图说明
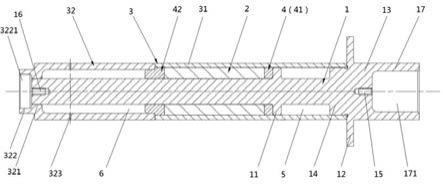
22.图1是本发明所述燃料电池空压机的高速转子整体剖视结构示意图;图2是本发明所述燃料电池空压机的高速转子的主轴剖视结构示意图;图3是按照本发明所述用于燃料电池空压机的高速转子的装配方法的s1装配的转子剖视结构示意图;图4是本发明所述燃料电池空压机的高速转子转配上一级叶轮和二级叶轮后的剖视结构示意图。
23.附图标记列示如下:1—主轴,11—隔磁套定位轴肩,12—轴承定位圆盘,13—第一轴承定位凸台,14—第二轴承定位凸台,15—一级叶轮螺纹安装孔,16—二级叶轮螺纹安装孔,17—一级叶轮安装段,171—一级叶轮定位安装孔位,2—磁体,3—转子外套,31—第一外套,32—第二外套,321—装配孔,322—二级叶轮安装段,3221—二级叶轮定位安装孔位,323—通风散热孔,
4—隔磁套,41—第一定位隔磁套,42—第二定位隔磁套,5—第一环形空腔,6—第二环形空腔,7—一级叶轮,8—二级叶轮。
具体实施方式
24.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。
25.实施例1一种用于燃料电池空压机的高速转子,如图1所示,包括从内到外同轴设置的主轴1、磁体2和转子外套3,所述主轴1的两端分别固定有空压机的叶轮(7
‑
8),所述磁体2的两端通过隔磁套4固定于所述主轴中间位置,其中,隔磁套4包括设于磁体2右端的第一定位隔磁套41和设于磁体2左端的第二定位隔磁套42。除了设置所述磁体2、第一定位隔磁套41和第二定位隔磁套42的位置,所述主轴1与所述转子外套3之间没有设设置其他填充体,即在保证机械强度的基础上,所述主轴1与所述转子外套3之间形成若干环形空腔,如图1所示的第一环形空腔5和第二环形空腔6,第一环形空腔5和第二环形空腔6使得高速转子整体重量大幅减轻,一般能够至少减轻20%到30%,且能够有效减轻转子外套与主轴在安装时产生的应力集中问题。
26.作为优选,所述转子外套3为分体式外套,包括在所述第二定位隔磁套42的外侧无间隙对接的第一外套31和第二外套32,以降低细长的薄壁型转子外套3的加工难度,能够有效保证其内圆的形位公差和圆度。所述第一外套31和第二外套32的外径相等,便于保证其外圆的同轴度、表面粗糙度和圆柱度,提高转子的运行效率,降低噪音。
27.作为优选,如图1
‑
2所示,所述第一定位隔磁套41远离所述第二定位隔磁套42端,即所述第一定位隔磁套41的右端,通过设于所述转子主轴1的隔磁套定位轴肩11而轴向定位,以便于控制并提高磁体2的定位精度;所述磁体2、隔磁套定位轴肩11、第一定位隔磁套41和第二定位隔磁套42的外径均等于所述第一外套31的内径。便于将所述第一外套31套接到所述磁体2、隔磁套定位轴肩11、第一定位隔磁套41和第二定位隔磁套42的外表面。
28.作为优选,如图2所示,所述第一外套31远离所述第二定位隔磁套42端向所述隔磁套定位轴肩11方向延伸并过所述隔磁套定位轴肩11延伸至设于所述主轴1的轴承定位圆盘12而轴向定位,所述隔磁套定位轴肩11和轴承定位圆盘12之间的主轴部分与所述第一外套31之间的空隙形成第一环形空腔5, 在保证隔磁套与磁体的准确定位、以及保证主轴机械强度的基础上,最大化减轻转子的整体重量,提高电机运行效率。
29.作为优选,如图2
‑
3所示,所述轴承定位圆盘12向远离所述第一环形空腔5方向延伸有外径等于所述第一外套31外径的第一轴承定位凸台13;所述轴承定位圆盘12向所述第一环形空腔5的方向延伸有外径等于所述隔磁套定位轴肩11外径的第二轴承定位凸台14。所述第二轴承定位凸台14的外径等于所述隔磁套定位轴肩11外径,便于将所述第一外套31装配到所述第二轴承定位凸台14的外侧,并在所述轴承定位圆盘12的端面位置进行轴向定位,且所述第一外套31的厚度及所述第二轴承定位凸台14使得其装配箔片式空气动力轴承后,强度能够充分满足轴承运行需要。
30.作为优选,所述主轴1的两端设有用于固定空压机叶轮的螺纹安装孔,具体如图4所示,所述主轴1的右端设有用于固定一级叶轮7的一级叶轮螺纹安装孔15,所述主轴1的左端设有用于固定二级叶轮8的二级叶轮螺纹安装孔16。且所述第一轴承定位凸台13向远离
所述第一环形空腔5方向继续延伸有一级叶轮安装段17,所述一级叶轮安装段17设有一级叶轮定位安装孔位171;所述第二外套32的自由端(即远离所述第二定位隔磁套42端)向远离所述第二定位隔磁套42的方向延伸设有二级叶轮安装段322,所述二级叶轮安装段322设有二级叶轮定位安装孔位3221。所述一级叶轮定位安装孔位171和二级叶轮定位安装孔位3221的设置,使得转子两侧安装的一级叶轮7和二级叶轮8均为内孔定位式结构,可大幅降低一级叶轮7和二级叶轮8的加工难度,进而降低加工成本。
31.作为优选,所述第二外套32远离所述第二定位隔磁套42端通过装配孔321套接到所述主轴1上,位于所述第二定位隔磁套42与所述装配孔321之间的主轴部分与所述第二外套32,形成第二环形空腔6。第二外套32一端装配于所述第二定位隔磁套43台阶轴的台阶面处、另一端通过装配孔321套接到所述主轴1上,第二外套32只在两端与主轴1定位安装减少应力集中,且所述主轴1位于所述隔磁套定位轴肩11远离所述第一环形空腔5的一侧,为均匀的圆柱形,既方便安装磁体2、第一定位隔磁套41和第二定位隔磁套42,又能够最大化减轻转子的整体重量,降低主轴1和转子外套3的加工难度。
32.作为优选,所述第二外套32的厚度大于所述第一外套31的厚度,所述第二定位隔磁套42的外表面为与所述第一外套31和第二外套32的内径相匹配的台阶轴;所述第二外套沿其径向中心对称设有多个通风散热孔323。通风散热孔323所在位置即为空气箔片式动力轴承所在位置。在所述第二外套32的通风散热孔323位置设置空气箔片式动力轴承,促进转子外套3内部与外界的散热,降低转子外套3与主轴1的温升,进一步降低转子外套3和主轴1的微小变形,提高转子运行效率。
33.实施例2上述用于燃料电池空压机的高速转子的装配方法,包括如下步骤:s1,如图3所示,将所述第一定位隔磁套41在所述主轴1的隔磁套定位轴肩11定位,并将磁体2及第二定位隔磁套42依次安装到所述主轴1;所述第一定位隔磁套41、磁体2及第二定位隔磁套42与所述主轴1之间为过渡配合,并通过热装工艺或机械压装工艺安装到所述主轴1上;s2,将组装后的所述第一定位隔磁套41、磁体1及第二定位隔磁套42的外表面整体进行机械精加工,如精磨加工,使其表面粗糙度达到0.4mm,且要保证其形位公差;s3,将已保证内圆同轴度的所述第一外套31和第二外套32依次套接到如图1所示的指定位置;其中,所述第一外套31的一端装配到所述第二轴承定位凸台14并在所述轴承定位圆盘12定位、另一端刚好装配到所述第二定位隔磁套42台阶轴的台阶面处,以保证所述第一外套31和第二外套32的无间隙对接;所述第二定位隔磁套42、磁体2、第一定位隔磁套41及第二轴承定位凸台14中,至少一个与所述第一外套31的装配面为过盈配合,所述第一外套31通过热装工艺装配到指定位置;所述第二外套32的一端装配于所述第二定位隔磁套42台阶轴的台阶面处、另一端通过装配孔321装配到所述主轴1,所述第二外套32与所述第二定位隔磁套42台阶轴和所述主轴1的装配面均为过盈配合,所述第二外套32通过热装工艺装配到指定位置;s4,将组装后的所述第一外套31和第二外套32的外表面整体进行机械精加工,以保证其外圆同轴度,表面粗糙度和圆柱度。
34.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例
性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。