轮毂总成注脂机构的制作方法
1.本实用新型涉及轮毂总成装配技术领域,具体涉及一种轮毂总成注脂机构。
背景技术:
2.目前,商用车车桥轮毂总成按润滑介质可分为油润滑和脂润滑两种,脂润滑轮毂总成,在装配时要注入适量润滑脂,目前大多数厂家注脂选用普通的气动加注泵对轴承进行注脂后再装配,注脂量不受控,存在质量风险,并且采用的是对单个轴承进行注脂的方式,注脂效率低。
技术实现要素:
3.为克服上述现有技术的不足,本实用新型所要解决的技术问题是提供一种轮毂总成注脂机构,提高注脂质量和效率。
4.为了实现上述目的,本实用新型采用以下技术方案:
5.一种轮毂总成注脂机构,包括注脂机和工作台,其特在于:
6.所述注脂机包括注脂管路和注脂工具头,所述注脂管路上设置有注脂量控制装置,所述注脂工具头包括第一注脂工具头和第二注脂工具头;
7.所述工作台上设置有轮毂总成预定位装置、定位第一轴承的上定位装置和定位第二轴承的下定位装置,所述上定位装置和所述下定位装置对应设置,所述上定位装置连接所述第一注脂工具头,所述下定位装置连接所述第二注脂工具头。
8.优选的,所述上定位装置包括上压气缸和用于定位第一轴承的上定位头,所述第一注脂工具头固定连接在所述上定位头外侧,所述下定位装置包括下托气缸和用于承托第二轴承的下定位头,所述第二注脂工具头固定连接在所述下定位头外侧。
9.优选的,所述工作台上连接有推动轮毂转动的推动装置,所述推动装置位于所述上定位装置的一侧。
10.优选的,所述推动装置包括横向位移装置和与所述横向位移装置连接的电机,所述电机的竖向输出轴固定连接有摩擦轮。
11.优选的,所述横向位移装置设置为横向推动气缸。
12.优选的,所述横向位移装置设置为电机丝杠。
13.优选的,所述轮毂总成注脂机构包括plc控制系统,所述注脂量控制装置包括齿轮流量计,所述plc控制系统控制所述注脂机和所述齿轮流量计。
14.优选的,所述注脂工具头设置有多个注脂孔。
15.优选的,所述轮毂总成预定位装置设置为定位凹槽。
16.采用上述技术方案后,本实用新型的有益效果是:
17.本实用新型的轮毂总成注脂机构其注脂管路上设置有注脂量控制装置,注脂工具头包括第一注脂工具头和第二注脂工具头;上定位装置和下定位装置对应设置,上定位装置连接第一注脂工具头,下定位装置连接第二注脂工具头。将轮毂总成放到注脂机构上的
预定位装置处;启动轮毂总成注脂机构,下托气缸将下定位装置升起,同时第二注脂工具头伸进轮毂总成托住第二轴承,并将轮毂总成托起;上压气缸带动上定位头下移,同时带动第一注脂工具头伸进轮毂第一轴承,完成注脂前准备。横向位移装置将电机和摩擦轮移动靠近轮毂总成,电机下移并带动摩擦轮转动,摩擦轮靠近并接触轮毂总成的法兰盘,通过摩擦带动轮毂相对内部轴承转动;注脂机的气动注脂泵开始工作,通过plc预设注脂参数和齿轮流量计监控注脂量。
18.本实用新型的轮毂总成注脂机构具有定量精确,注脂精度可控制在
±
0.5g,注脂效率高,比普通注脂方式效率提高1倍以上;性能稳定,可连续不间断工作;自动化程度高,无需人员频繁动作,大幅降低了工人劳动强度;外界影响因素小,可排除人为环境因素影响,达到预期注脂效果。
附图说明
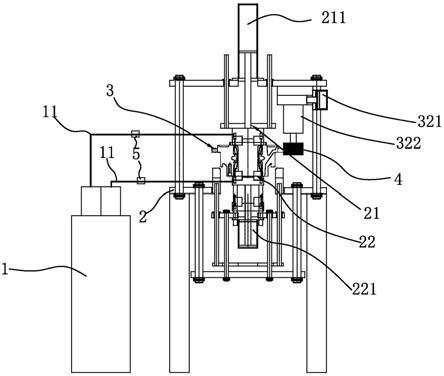
19.图1是本实用新型的轮毂单元放在轮毂总成注脂机构上的结构示意图;
20.图2是图1中注脂工具头伸进轮毂总成时的结构示意图;
21.图中:1
‑
注脂机,11
‑
注脂管路,12
‑
注脂工具头,121
‑
第一注脂工具头,122
‑
第二注脂工具头,2
‑
工作台,21
‑
上定位装置,211
‑
上压气缸,212
‑
上定位头,22
‑
下定位装置,221
‑
下托气缸,222
‑
下定位头,3
‑
轮毂总成,31
‑
轮毂,32
‑
推动装置,321
‑
横向位移装置,322
‑
电机,4
‑
摩擦轮,5
‑
齿轮流量计,1210
‑
第一注脂孔,1220
‑
第二注脂孔,51
‑
第一轴承,52
‑
第二轴承。
具体实施方式
22.下面结合附图和实施例对本实用新型进一步详细说明:
23.如图1和图2所示的轮毂总成注脂机构,包括注脂机1和工作台2,注脂机1包括注脂管路11和注脂工具头12,注脂管路11上设置有注脂量控制装置,注脂工具头12包括第一注脂工具头121和第二注脂工具头122;
24.工作台2上设置有轮毂总成预定位装置、定位第一轴承的上定位装置21和定位第二轴承的下定位装置22,上定位装置21和下定位装置22对应设置,上定位装置连接第一注脂工具头121,下定位装置22连接第二注脂工具头122。
25.轮毂总成预定位装置设置为定位凹槽。轮毂总成预定位装置其作用主要是将轮毂总成放在此处时,便于轮毂轮毂总成的轴承对齐上定位装置21和下定位装置22,便于定位。
26.上定位装置21包括上压气缸211和用于定位第一轴承的上定位头212,第一注脂工具头121固定连接在上定位头212外侧,下定位装置22包括下托气缸221和用于承托第二轴承的下定位头222,第二注脂工具头122固定连接在下定位头222外侧。
27.工作台2上连接有推动轮毂31转动的推动装置32,推动装置32位于上定位装置21的一侧。
28.推动装置32包括横向位移装置321和与横向位移装置321连接的电机322,电机的竖向输出轴固定连接有摩擦轮4。预备将轮毂放在工作台上时,先利用横向位移装置321将电机322和摩擦轮4移动远离工作台上轮毂总成预定位装置处,避免干涉,便于放置轮毂总成3,待放置后,横向位移装置321将电机322和摩擦轮4推动靠近轮毂总成3,从而当上定位
头212和下定位头222上下固定要第一轴承51和第二轴承52后,电机322驱动摩擦轮4转动可以拨动轮毂转动。
29.优选将横向位移装置321设置为横向推动气缸。也可以将横向位移装置321设置为电机丝杠。
30.轮毂总成注脂机构包括plc控制系统,注脂量控制装置包括齿轮流量计5,plc控制系统控制注脂机1和齿轮流量计5。
31.如图2所示,注脂工具头12设置有多个注脂孔。即第一注脂工具头121上开设有多个沿周向均布多个第一注脂孔1210,第二注脂工具头122开设有多个沿周向均布多个第二注脂孔1220。
32.本实用新型的轮毂总成注脂机构的工作过程如下:
33.1、轮毂总成的轴承装配完成后,将轮毂总成放到注脂机构上的预定位装置处;
34.2、启动轮毂总成注脂机构,下托气缸221将下定位装置22升起,同时第二注脂工具头122伸进轮毂总成托住第二轴承52,并将轮毂总成托起;
35.3、上压气缸211下移,带动上定位头212下移,同时带动第一注脂工具头121伸进轮毂第一轴承51,完成注脂前准备。
36.4、横向位移装置321将电机322和摩擦轮4移动靠近轮毂总成,电机322下移并带动摩擦轮4转动,摩擦轮4靠近并接触轮毂总成的法兰盘,通过摩擦带动轮毂相对内部轴承转动;
37.5、注脂机的气动注脂泵开始工作,通过plc预设注脂参数和齿轮流量计5监控注脂量。
38.6、注脂完成后,上压气缸211和下托气缸221回到初始位。
39.本实用新型的轮毂总成注脂机构具有定量精确,注脂精度可控制在
±
0.5g,注脂效率高,比普通注脂方式效率提高1倍以上;性能稳定,可连续不间断工作;自动化程度高,操作方便,且无需人员频繁动作,大幅降低工人劳动强度;外界影响因素小,可排除人为环境因素影响,达到预期注脂效果。
40.上面结合附图对本实用新型的技术方案作了详细说明,但本实用新型并不局限于上述实施例,本领域技术人员应当理解,在形式上和细节上对其作出的各种各样的改变均落在本实用新型权利要求书所限定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1