一种真空管的制作方法
1.本技术涉及一种真空管。
背景技术:
2.对于内外套接的管,特别是由内管和外管构成的真空管,在输送流体的温度发生变化时,与流体直接接触的内管温度随之迅速变化,内管会因为温度的变化而产生长度方向的伸缩变形,内管外围的外管则因为受管内流体温度的影响极小而不会产生明显的温变,继而也就不会产生明显的伸缩变形,容易导致真空管弯曲变形,甚至漏气而失去保温能力。
3.对于上述问题,公开号为112377725a的中国发明申请,提出在内管管壁上设置可轴向变形的外凸的折环。可轴向变形的折环能够吸收或补偿内管因温度变化而产生的伸长或缩短,以保持内管的整长不变,进而防止真空管弯曲变形甚至漏气。而且外凸的折环既不会减小真空管的流通面积,也不会增大真空管内的流阻。
4.内管上外凸的折环与外管之间需保持一定的间隔,以防止二者接触导热,从而保证真空管的隔热性能。外凸的折环增大了内管的最大外径,为了保证前述间隙,就必须加大外管的管径,从而导致真空管的整体管径变大,既笨重,又增加了材料和制作成本。
技术实现要素:
5.本技术实施例所要解决的技术问题是:提出一种真空管,有助于在不减小真空管通流能力的情况下,缩减真空管的外管径。
6.本技术实施例的技术方案是:
7.一种真空管,具有在其长度方向上相对布置的第一端和第二端,所述真空管包括:
8.内管,其具有位于所述第一端处的第三端和位于所述第二端处的第四端;
9.外管,其设于所述内管外围,并且具有位于所述第一端处的第五端和位于所述第二端处的第六端;
10.真空隔热腔,其形成于所述内管和所述外管之间;以及
11.至少一个第一折环,所述至少一个第一折环中的每一个均为一体形成于所述内管的管壁上、且环绕于所述内管的轴线外围的径向外凸结构;
12.所述至少一个第一折环中的每一个均设置于所述第三端。
13.所述第一端设置有与所述第三端和所述第五端固定连接的环形的第一管接头,所述第二端设置有与所述第四端和所述第六端固定连接、且与所述第一管接头相适配的环形的第二管接头。
14.所述第五端的外管管壁上设置有径向外扩的第一扩口部,所述至少一个第一折环中的每一个均收容于所述第一扩口部内部、并与所述第一扩口部隔离布置。
15.所述第一管接头的所有部分都布置于所述第三端的外围。
16.所述至少一个第一折环中的每一个的外径均大于所述外管的中间管段的内径。
17.所述第一管接头和所述第二管接头均为法兰板。
18.所述第一管接头包括轴向向外伸出的外螺纹套筒,所述第二管接头包括可旋转的且与所述外螺纹套筒相适配的内螺纹套筒,所述第一管接头和/或所述内螺纹套筒具有多边形外周面。
19.所述真空管还包括至少一个第二折环,所述至少一个第二折环中的每一个均为一体形成于所述内管的管壁上、且环绕于所述内管的轴线外围的径向外凸结构,所述至少一个第二折环中的每一个均设置于所述第四端。
20.所述外管的所述第六端的管壁上设置有径向外扩的第二扩口部,所述至少一个第二折环中的每一个均收容于所述第二扩口部内部、并与所述第二扩口部隔离布置。
21.所述第一扩口部的轴向内侧端安装有与所述真空隔热腔流体连接的抽气阀。
22.本技术实施例至少具有如下有益效果:
23.1.将吸收和补偿变形且径向外凸的各个折环全部设置于内管的端部,而非内管的主管段上,所以只需要对应地加大外管的端部内径,以保证其与内侧折环相互隔开即可,无需增大外管主管段的管径,外管的主管段管径只需略大于内管的主管段管径,便能较好地保证该真空管主管段上的内管与外管的隔离性。从而有助于在不减小真空管通流能力的情况下,缩减真空管的管径。
24.2.将折环设置在外管端部的扩口部位置,在解决真空管尤其是内管轴向伸缩问题的同时,内管主管段与外管主管段之间不需要设置很大的间隙来容纳折环。外管主管段内径可以较小的设置,有助于减小真空管的体型和用料,降低真空管制作成本。
25.3.将折环外径设计为大于外管的中间管段的内径,提升了折环补偿内管变形的能力,从而可设置较少数量的折环,少量且集中布置的折环更便于该真空管的生产制作,有助于缩短扩口部的长度。
26.4.为方便管与管的连接,通常会在管的端部集成管接头。而管接头的外径一般都会大于管本体的外径,故而会在管端部形成明显的膨大结构。本技术实施例充分利用原本就存在的膨大结构附近的空间,巧妙地将真空管的折环集中设置在前述膨大结构附近,并在该膨大部位对外管作扩口处理,不会明显地增加真空管的尺寸、成本及制作难度。
27.此外,在管-管对接后,在对接处也会形成明显的膨大对接部,所以在实际应用中,人们通常会在应用场景中预留好用于容纳前述膨大对接部的空间。虽然本技术实施例真空管的外管在折环位置进行了扩口处理,不过在安装时无需为该扩口部分专门设置容纳空间,方便了真空管在应用场景中的安装。
28.5.将折环集中布置在真空管尤其是内管的端部,并于对应的外管端部设置扩口结构,也使得真空管的生产制作更加切实可行。
29.6.在外管上设置与真空隔热腔流体连接的抽气阀,该抽气阀允许真空隔热腔中的气体向外排出,阻止周围环境中的气体经该抽气阀进入真空隔热腔,从而可在真空隔热腔的真空度下降而使得该真空管保温性能明显降低时,通过与抽气阀连接的抽真空设备对真空隔热腔抽真空,进而长久地保持该真空管的隔热保温性能。
附图说明
30.为了更清楚地说明本技术实施例的技术方案,下面将对实施例的附图作简单地介
绍,显而易见地,下面描述中的附图仅仅涉及本技术的一些实施例,而非对本技术的限制。
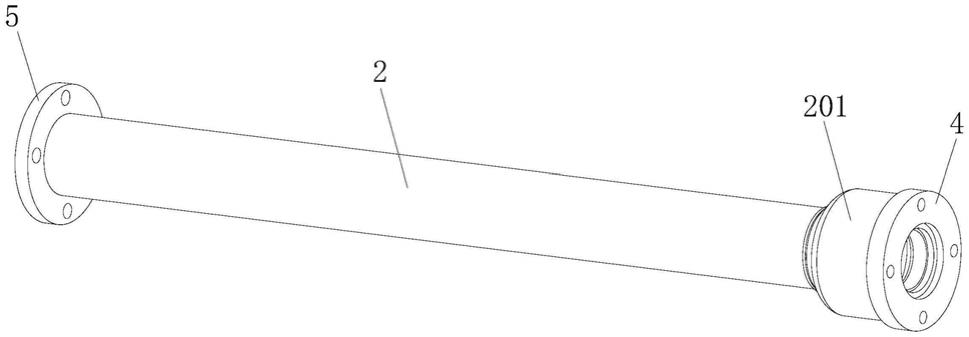
31.图1是本技术实施例一中真空管的立体结构示意图。
32.图2是本技术实施例一中真空管的轴向剖视示意图。
33.图3是本技术实施例一中两个真空管对接后的轴向剖视示意图。
34.图4是本技术实施例一中两个真空管对接后的立体结构示意图。
35.图5是本技术实施例一提供的两个另一结构的真空管对接后的轴向剖视示意图;
36.图6是本技术实施例二中真空管的轴向剖视示意图。
37.图7是本技术实施例三中真空管的立体结构示意图。
38.图8是本技术实施例三中真空管的轴向剖视示意图。
39.图9是本技术实施例三中两个真空管对接后的轴向剖视示意图。
40.图10是本技术实施例三中两个真空管对接后的立体结构示意图。
41.图11是本技术实施例四中真空管的轴向剖视示意图。
42.图12是本技术实施例五中两个真空管对接后的轴向剖视示意图。
43.图13是图12的a-a向剖视图。
44.图14是图12的b-b向剖视图。
45.图15是本技术实施例六两个真空管对接后的轴向剖视示意图。
46.附图标记说明:
47.1-内管,2-外管,3-真空隔热腔,4-第一管接头,5-第二管接头,6-螺栓,7-弹性支撑环,8-螺母,9-密封垫圈,10-抽气阀;
48.101-第一折环,102-第二折环,201-第一扩口部,202-第二扩口部,401-螺纹孔,501-螺纹通孔,402-外螺纹套筒,502-内螺纹套筒。
具体实施方式
49.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术实施例的附图,对本技术实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于所描述的本技术的实施例,本领域技术人员在无需创造性劳动的前提下所获得的所有其它实施例,都属于本技术保护的范围。可以理解,在不冲突的情况下,本文所描述的各个实施例的一些技术手段可相互替换或结合。
50.在本技术说明书和权利要求书的描述中,若存在术语“第一”、“第二”等,仅用于区分所描述的对象,不具有任何顺序或技术含义。由此,限定有“第一”、“第二”等的对象可以明示或者隐含地包括一个或者多个该对象。并且,“一个”或者“一”等类似词语,不表示数量限制,而是表示存在至少一个,“多个”表示不少于两个。本技术所说的“多个”,表示不少于两个。
51.在本技术说明书和权利要求书的描述中,若存在术语“连接”、“安装”、“固定”等,如无特别说明,均应做广义理解。例如,“连接”可以是分体连接,也可以是一体地连接;可以是直接相连,也可以是通过中间媒介间接相连;可以是不可拆卸地连接,也可以是可拆地连接。对于本领域的技术人员而言,可以根据具体情况理解前述术语在本技术中的具体含义。
52.在本技术说明书和权利要求书的描述中,若存在术语“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于清楚且简化地描述本申
请,而不是指示或暗示所指的元件必须具有特定的方向、以特定的方位构造和操作,这些方向性术语是相对的概念,用于相对于的描述和澄清,可根据附图中部件所放置的方位的变化而相应地发生变化。例如,若图中装置被翻转,被描述为在其他元件“下方”的元件将被定位在其他元件的“上方”。
53.在本技术说明书和权利要求书的描述中,若存在术语“依次”、“顺次”,例如短语“依次排布的a、b、c”,仅指示元件a、b、c的排列顺序,并不排除在a和b之间和/或b和c之间布置其它元件的可能性。
54.在本技术说明书和权利要求书的描述中,若存在术语“被配置为”,取决于上下文,通常可以与“具有
…
能力”、“被设计为”、“用于”或“能够”互换。
55.现在,参照附图描述本技术的实施例。
56.<实施例一>
57.图1至图4示出了本技术这种真空管的第一个实施例,该真空管具有在其长度方向上相对布置的第一端和第二端,其中第一端为图2中真空管的右端,第二端为图2中真空管的左端。该真空管包括内管1、外管2、形成于内管和外管之间的真空隔热腔3。内管1具有位于前述第一端处的第三端和前述第二端处的第四端。外管2设于内管1外围,其具有位于前述第一端处的第五端和位于前述第二端处的第六端。在本实施例中,内管1的前述第三端也即图2中内管的右端,内管1的前述第四端也即图2中内管的左端,外管2的前述第五端也即图2中外管的右端,外管2的前述第六端也即图2中外管的左端。内管1的管壁上一体设置有两个第一折环101,这两个第一折环101均为环绕于该内管1的轴线外围的径向外凸结构。内管1的一部分管壁径向外凸而形成前述第一折环101。其中,“折环”为“弯折的环”的简称。在一些实施例中,可通过对内管管壁施以机械力(如挤压)而获得前述第一折环。
58.在本技术的描述中,所谓“端”,比如“第一端”、“第二端”、“第三端”、“第四端”、“第五端”、“第六端”中的“端”,并不局限于真空管或内管或外管的端面,其也包括靠近端面的非端面部分。一般来说,自管体的端面向内延伸的20%长度段都属于管体的端部。
59.在本技术的描述中,所谓“中间管段”、“主管段”,具有相同的含义,二者均是指管体的非端部管段。
60.可以理解,相比于内管1的平直管段部分,外凸的折环101具有更好的轴向变形能力。
61.内管1温度升高时,其管壁上的第一折环101收缩以吸收内管1在长度方向上的膨胀变形,从而防止内管的膨胀应力集中在内管和外管的连接处导致该真空管弯曲变形甚至真空隔热腔3漏气。内管1温度降低时,其管壁上的第一折环101伸展以补偿内管1在长度方向上的收缩变形,同样避免内管的收缩应力集中在内管和外管的连接处导致真空管弯曲变形甚至真空隔热腔3漏气。
62.这种外凸结构的第一折环101不存在明显伸入内管管道的部分,故而既不会减小内管1的流通面积,也不会增加内管1的流阻。不过,相比于内管1的平直部分,径向外凸的第一折环101会更加靠近外管2的内壁,从而增加了内管1特别是内管上第一折环101与外管2接触导热的风险。
63.鉴于此,本实施例将上述两个第一折环101均设置于内管1的第三端。即,吸收和补偿内管1轴向变形的两个第一折环均设置于内管1在图2中的右端,而非内管1的主管段(或
称中间管段)上。
64.本实施例将吸收和补偿变形且径向外凸的各个第一折环101全部设置于内管1的端部,而非内管1的主管段上,所以只需要对应地加大外管2的端部内径,以保证其与内侧第一折环101相互隔开即可,无需特别增大外管2主管段的管径,外管2的主管段管径只需略大于内管1的主管段管径,便能较好地保证该真空管主管段上的内管1与外管2的隔离性。
65.由此,本实施例在外管2的第五端的管壁上设置了径向外扩的第一扩口部201,上述两个第一折环101全部收容于该第一扩口部201的内部、并与该第一扩口部201隔离布置。第一扩口部201为外管2的组成部分,其与外管本体可以是一体式结构,也可以是分体地连接于(如焊接)外管本体上的结构。
66.将第一折环101设置在外管端部的第一扩口部201位置,在解决真空管尤其是内管轴向伸缩问题的同时,内管主管段与外管主管段之间不需要设置过大的间隙来容纳折环。外管主管段内径可以较小的设置,单位长度用料的简略计算公式,p=0.25*π*d2*h,其中d是外管主管段内径,h是外管主管段径向厚度,在厚度不变的前提下,单位长度用料p可以有较大比例的减小。并且,由于外管主管段内径减小,曲率增大,其抵抗径向压力的能力提升,因此外管主管段的径向厚度h也可以进一步减小,从而进一步减少外管主体的单位长度用料。
67.如图2并参考图1、图3和图4所示,为了便于多根真空管之间的对接,本实施例在该真空管的第一端设置了与内管1的第三端以及外管2的第五端固定连接的第一管接头4,在该真空管的第二端设置了与内管1的第四端以及外管2的第六端固定连接的第二管接头5。第一管接头4和第二管接头5均为环形结构,二者相互适配。所谓相互适配,是指:第一管接头4能够与另一根真空管上的第二管接头5直接或借助常规连接件(如螺栓)对接。
68.本实施例中,为了防止第一管接头4的结构或位置减小了内管1特别是内管第三端的流通面积,第一管接头4的所有部分都布置于内管1的第三端的外围。
69.可以理解,在内管1尺寸不变的情况下,第一折环101的外径越大,或称高度越大,能够补偿内管变形的能力越强。由此,本实施例将两个第一折环101外径均设计为大于外管2的中间管段的内径。第一折环101较大的外径设计,使其吸收和补偿轴向变形的能力进一步提升,从而可设置较少数量的第一折环101,少量且集中布置的第一折环101更便于该真空管的生产制作,有助于缩短第一扩口部201的长度。
70.本实施例中,该真空罐两端相互匹配的上述第一管接头4和第二管接头5为法兰板。其中,作为第一管接头4的法兰板,其轴向外端面开设有在该真空管的长度方向上向内延伸的螺纹孔401。作为第二管接头5的法兰板,其上贯通开设有在该真空管的长度方向上延伸的通孔501。其中,螺纹孔401为盲孔,通孔501可以是螺纹孔,也可以是光滑孔。在实际应用时,如图3,左、右两个真空管借助分别锁入左侧真空管的第一管接头4和右侧真空管的第二管接头5的螺栓6固定连接。
71.第一管接头4和第二管接头5也可以采用其他结构,例如图5所示的这种结构:第一管接头4包括轴向向外伸出的外螺纹套筒402,第二管接头5包括可旋转的且与前述外螺纹套筒相适配的内螺纹套筒502。在图5中,通过转动右侧真空管上的内螺纹套筒502,使该内螺纹套筒502咬入左侧真空管的外螺纹套筒402,实现左、右两个真空管的固定连接。
72.为方便管与管的连接,通常会在管的端部集成管接头。而管接头的外径一般都会
大于管本体的外径,故而会在管端部形成明显的膨大结构,如图1。本实施例充分利用原本就存在的膨大结构附近的空间,巧妙地将真空管的第一折环101集中设置在前述膨大结构附近,并在该膨大部位对外管2作扩口处理,不会明显地增加真空管的尺寸、成本及制作难度。
73.此外,在管-管对接后,在对接处也会形成明显的膨大对接部,如图3和图4。所以在实际应用中,人们通常会在应用场景中(如地下)预留好用于容纳前述膨大对接部的空间。虽然本实施例真空管的外管在折环位置进行了扩口处理,不过在安装时无需为该扩口部分专门设置容纳空间,方便了真空管在应用场景中的安装。
74.另外,将第一折环101集中布置在真空管尤其是内管的端部,并于对应的外管2端部设置扩口结构,也使得真空管的生产制作更加切实可行。
75.如果内管1和外管2只在两端位置固定,当该真空管长度较大且管内充满流体时,内管1在自身重力和内部流体重力的作用下易向下弯曲变形。内管1的前述弯曲变形不但会导致整个真空管的变形,而且容易造成内管1与外管2大面积贴靠,降低真空管的保温能力。由此,本实施例在真空隔热腔3中设置了支撑于外管2和内管1之间的多个弹性支撑环7。弹性支撑环7优选导热系数低的塑料材质。
76.<实施例二>
77.图6示出了本技术真空管的第二个实施例,其具有与实施例一基本相同的结构,区别仅在于:本实施例二只设置有一个第一折环102。
78.<实施例三>
79.图7至图10示出了本技术真空管的第三个实施例,其也具有与实施例一基本相同的结构,主要区别在于:本实施例三除了在内管1的第三端设置了两个第一折环101之外,还在内管1的另一端也即第四端还设置了两个第二折环102。
80.第二折环102具有与第一折环101相同的结构,也是一体形成于内管1的管壁上、且环绕于内管1的轴线外围的径向外凸结构。
81.当真空管长度较大时,在内管2上仅设置一个或两个折环将难以全部吸收/补偿内管的伸缩变形。故而本实施例在内管1管壁上设置了四个折环——两个第一折环101和两个第二折环102。如果将这四个折环全部设置在内管1的同一端,需要对应地较多地增加外管扩口部的长度,这不仅增加了真空管的制作难度,而且并没有充分利用真空管另一端的空间。故而,本实施例将这四个折环分别设置在真空管的两端。
82.对应地,本实施例在外管2的第六端设置了第二扩口部202。外管2第六端的第二扩口部202将上述两个第二折环102全部收容于其内部,并且第二折环102与该第二扩口部202隔离布置。该真空管上的第一折环101与第二折环102对称,第一扩口部102与第二扩口部202对称,故可结合上述实施例一的描述来理解该真空管尤其是该真空管第二端的详细结构,在此不作赘述。
83.本实施例四与上述实施例一的第二个区别在于:第一管接头4上的螺纹孔被替换成了不带螺纹的光滑通孔。利用相互配合的螺栓6和螺母8将两个真空管上的法兰板固定连接,如图9和图10。
84.<实施例四>
85.图11示出了本技术真空管的第四个实施例,其具有与实施例三基本相同的结构,
区别仅在于:第一折环101和第二折环102分别设置仅一个。
86.<实施例五>
87.图12至图14示出了本技术真空管的第五个实施例,其具有与实施例一基本相同的结构,区别在于:
88.本实施例真空管两端的第一管接头4和第二管接头5采用了与图5相同的结构:第一管接头4包括轴向向外伸出的外螺纹套筒402,第二管接头5包括可旋转的且与前述外螺纹套筒相适配的内螺纹套筒502。在图12中,通过转动右侧真空管上的内螺纹套筒502,使该内螺纹套筒502螺纹紧固于左侧真空管的外螺纹套筒402上,实现左、右两个真空管的固定连接。
89.并且,为了方便内螺纹套筒502与外螺纹套筒402的旋转对接,本实施例将第一管接头4和内螺纹套筒502的外周面均设置成便于扳手等安装工具固定的多边形外周面,具体为八边形外周面,如图13和图14。
90.此外,本实施例的真空管上一共配置了三个第一折环101。
91.<实施例六>
92.如图15所示,本实施例六中的真空管具有与实施例五基本相同的结构,主要区别在于:
93.本实施例在外管2上安装了与真空隔热腔3流体连接的抽气阀10。该抽气阀10允许真空隔热腔3中的气体向外排出,但阻止周围环境中的气体经该抽气阀10进入真空隔热腔3。如此,可在真空隔热腔3的真空度下降而使得该真空管保温性能明显降低时,通过与抽气阀10连接的抽真空设备对真空隔热腔3抽真空。
94.在搬运时,真空管外管不可避免会与地面发生拖动和转动,安装在外管上的抽气阀10易触碰地面而损坏。鉴于此,本实施例将上述抽气阀10具体安装在第一扩口部201的轴向内侧端,即第一扩口部201在轴向方向上靠近外管中心部分的一端。在搬运时,第一扩口部201的最大径向部分与最小径向部分之间容易形成与地面隔开的抬起空间,抽气阀10恰好布置在该抬起空间内,减小了在使用过程中抽气阀因与地面接触而损坏的可能。
95.以上仅是本技术的示范性实施方式,而非用于限制本技术的保护范围,本技术的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1