一种高强度耐磨损抗压高频直缝焊钢管的制作方法
1.本发明涉及钢管技术领域,具体而言,为一种高强度耐磨损抗压高频直缝焊钢管。
背景技术:
2.焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,焊接钢管采用的坯料是钢板或带钢,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。广泛应用于陆地及海底的石油、天然气、石油化工、采矿、电力、基建工程、钢结构和供水等领域。
3.公开号为cn109848650b的一种b型套筒的加工方法的专利文献中,公开了b型套筒的加工方法,包括以下步骤:1)选取板材;2)加工板材,在板材上表面的中部开设带状的凹槽,在板材上表面的两端开有平行于凹槽的l型缺口;3)加工直缝埋弧焊钢管,将板材加工成直缝埋弧焊钢管,所述凹槽和l型缺口沿直缝埋弧焊钢管的轴向分布,且凹槽和l型缺口位于直缝埋弧焊钢管的内表面,所述直缝埋弧焊钢管的内径与待维修钢管的外径相适配;4)直缝埋弧焊钢管的内表面加工环形凹槽,通过扩径装置在直缝埋弧焊钢管内表面加工出环形凹槽;5)切割,对加工有环形凹槽的直缝埋弧焊钢管进行切割,得到半圆形套筒,所述半圆形套筒内表面含有一个环形凹槽的一半,半圆形套筒沿轴向的其中一个直边的内表面为l型缺口,另一个直边的内表面为凹槽的一半,形成l型缺口;6)加工半圆形套筒,在半圆形套筒两直边的边缘分别加工焊接坡口和钝边,两个半圆形套筒配合使用形成b型套筒。然而,现有的焊接钢管多为单层结构,其焊缝处较为脆弱造成抗压性差,焊钢管在运输工程中进行铺设使用时,焊钢管的焊缝受到挤压后容易造成焊接破裂,导致焊钢管内部输送物质从焊缝处外泄引起事故;而且,现有的单层焊接钢管在长期使用过程中受输送流体的水锤效应冲击,焊接钢管焊缝处容易受影响而破裂,严重时钢管直接受水锤效应损坏,影响了焊接钢管的使用寿命。
4.因此,我们推出一种高强度耐磨损抗压高频直缝焊钢管。
技术实现要素:
5.本发明的目的在于提供一种高强度耐磨损抗压高频直缝焊钢管,旨在解决上述背景技术中,现有的焊接钢管多为单层结构,其焊缝处较为脆弱造成抗压性差,焊钢管在运输工程中进行铺设使用时,焊钢管的焊缝受到挤压后容易造成焊接破裂,导致焊钢管内部输送物质从焊缝处外泄引起事故的问题,以及现有的单层焊接钢管在长期使用过程中受输送流体的水锤效应冲击损坏,影响焊接钢管使用寿命的问题。
6.为实现上述目的,本发明提供如下技术方案:一种高强度耐磨损抗压高频直缝焊钢管,包括焊钢管本体和涂覆于焊钢管本体内壁上的防腐涂层,防腐涂层的厚度至少为2mm,焊钢管本体的外壁上设置有外防护套,外防护套的外壁上均匀间隔固定套接有抗压加强环,抗压加强环间的外防护套外壁上均匀设置有磨砂凸起;焊钢管本体包括主管体和开设于主管体一端侧壁上限位槽,限位槽外侧的主管体外壁上均匀间隔设置有定位卡槽,定
位卡槽设置于限位槽同一端的主管体的末端边沿处,且定位卡槽远离主管体端头侧壁一端开设有连通孔,定位卡槽通过连通孔与限位槽相连通,主管体另一端的侧壁上固定连接有凸起卡板,凸起卡板的末端外壁上对应定位卡槽处分别固定连接有金属卡条,金属卡条用于封固主管体的焊接缝,金属卡条的末端设置有弧形引导部,且弧形引导部相邻处的金属卡条外壁上设置有固定座,固定座的侧壁上均匀设置有防滑细丝。
7.进一步地,连通孔端口内壁与限位槽远离其端口一侧的内壁相平齐,且凸起卡板紧密插接于限位槽内时,金属卡条穿绕连通孔后反扣于定位卡槽内,金属卡条末端的弧形引导部贴合主管体端头外壁,金属卡条和弧形引导部外壁均与定位卡槽端口相平齐。
8.进一步地,金属卡条扣合于定位卡槽内时,防滑细丝末端从金属卡条两侧延伸至定位卡槽端口外部,防滑细丝末端弯曲对接熔焊成封固球,封固球设置于主管体和金属卡条缝隙处的外壁上。
9.进一步地,主管体的外壁上固定套接有开口隔套,开口隔套的开口对齐主管体的焊接缝隙,开口隔套开口间的主管体外壁上设置有树脂密封板,树脂密封板的外壁上设置有封合弧形板,封合弧形板外壁与开口隔套相平齐,且封合弧形板两侧边沿处均匀设置有安装孔,安装孔的内腔安装有定位钉,定位钉末端贯穿树脂密封板并延伸至主管体侧壁内。
10.进一步地,树脂密封板是由环氧树脂熔融后涂刷在主管体焊接缝处外壁上凝固制成,树脂密封板全面封盖主管体焊接缝和定位卡槽,且树脂密封板的厚度不得小于5mm。
11.进一步地,主管体的内壁上均匀设置有安装槽,安装槽的底板处设置有密封容器腔,密封容器腔靠近安装槽端口一侧设置有活塞杆,活塞杆的末端固定连接有安装板,安装板的外壁上设置有受冲击板,受冲击板延伸至安装槽端口外部,且受冲击板上均匀设置有蜂窝孔。
12.进一步地,外防护套包括固定套接于主管体外壁上的陶瓷套筒和设置于陶瓷套筒外壁上的保温层,保温层的外壁上活动套接有合金套筒,合金套筒和保温层的侧壁间设置有环形槽,环形槽的内腔活动卡合有钢制滚珠,且合金套筒的外壁上包裹设置有氧化铝膜。
13.本发明提供另一种技术方案:一种高强度耐磨损抗压高频直缝焊钢管的加工方法,包括以下步骤:s1:将用于制备焊钢管的钢板置于770-790℃环境下进行淬火,冷却至室温后将该钢板使用辊式弯曲机进行弯曲,引导钢板的两端进行闭合;s2:钢板的两端接近闭合时,凸起卡板外壁上的金属卡条延伸至主管体另一端侧壁上的限位槽内,接着引导凸起卡板插接进入限位槽,凸起卡板密封插接限位槽后,金属卡条受弧形引导部引导从连通孔穿出;s3:接着对闭合的主管体缝隙进行焊接,金属卡条穿出连通孔后对其进行反向捶打,使金属卡条扣合在定位卡槽内,并提前将防滑细丝从金属卡条两侧的缝隙间抽出,随后对金属卡条和主管体进行焊接;s4:金属卡条焊接完成后将抽出的防滑细丝末端扭曲成团,将扭曲成团的防滑细丝熔焊成封固球,使封固球固定连接于主管体和金属卡条缝隙处的外壁上,接着在主管体外壁上设置开口隔套,完成树脂密封板和封合弧形板的安装;s5:开口隔套、树脂密封板和封合弧形板安装完成后,将外防护套固套于开口隔套的外壁上,完成焊钢管的制备。
14.进一步地,开口隔套的安装包括以下步骤:s401:在主管体远离焊接缝一侧的外壁上均匀涂覆热熔胶,将开口隔套套接于主管体的外壁上,旋转调节开口隔套开口对齐主管体焊接缝,接着稳定按压开口隔套使其与主管体固连;s402:开口隔套固定后对主管体两端进行封盖,使得开口隔套端口处形成内陷槽,在开口隔套处的主管体焊接缝外壁上涂刷环氧树脂,使其厚度不小于5mm后等待冷却,环氧树脂凝固后形成树脂密封板;s403:在封合弧形板两端边沿处打好安装孔,接着将封合弧形板贴合于树脂密封板外壁上,在安装孔内安装定位钉贯穿树脂密封板,定位钉连接主管体和封合弧形板,随后撤去主管体端头的封盖。
15.进一步地,外防护套的安装包括以下步骤:s501:在开口隔套和封合弧形板外壁上涂覆热熔胶后,将陶瓷套筒固定套接于开口隔套外壁上,待热熔胶冷却后在陶瓷套筒外壁上同理套接保温层;s502:在保温层外壁上的环形槽内边填充钢制滚珠,边将合金套筒套接于保温层外壁上,使其内壁上的环形槽扣合封锁钢制滚珠;s503:合金套筒设置完成后将氧化铝膜贴合包裹于合金套筒外壁上,并在氧化铝膜的外壁上均匀间隔固定套接抗压加强环。
16.与现有技术相比,本发明的有益效果如下:1.本发明提出的一种高强度耐磨损抗压高频直缝焊钢管,现有技术中的直缝焊钢管,钢管焊缝端头形成l型缺口扣合直接相互焊接,焊缝缺乏抗压防护,而本发明通过凸起卡板外壁上的金属卡条延伸至主管体另一端侧壁上的限位槽内,接着引导凸起卡板插接进入限位槽,凸起卡板密封插接限位槽后,金属卡条受弧形引导部引导从连通孔穿出;接着对闭合的主管体缝隙进行焊接,金属卡条穿出连通孔后对其进行反向捶打,使金属卡条扣合在定位卡槽内,并提前将防滑细丝从金属卡条两侧的缝隙间抽出,随后对金属卡条和主管体进行焊接;金属卡条焊接完成后将抽出的防滑细丝末端扭曲成团,将扭曲成团的防滑细丝熔焊成封固球,使封固球固定连接于主管体和金属卡条缝隙处的外壁上,通过凸起卡板插接限位槽,并利用金属卡条反扣焊接主管体,辅以封固球封固金属卡条,充分保证了主管体焊缝连接处的稳固性,避免主管体焊缝受挤压易破裂造成事故的问题,安全可靠。
17.2.本发明提出的一种高强度耐磨损抗压高频直缝焊钢管,现有技术中的直缝焊钢管,管体为单层,焊缝缺乏防护,而本发明在主管体的外壁上固定套接开口隔套,开口隔套的开口对齐主管体的焊接缝隙,开口隔套开口间的主管体外壁上设置树脂密封板,树脂密封板的外壁上设置封合弧形板,封合弧形板两侧边沿处均匀设置安装孔,安装孔的内腔安装定位钉,定位钉末端贯穿树脂密封板并延伸至主管体侧壁内,将开口隔套套接于主管体的外壁上,旋转调节开口隔套开口对齐主管体焊接缝,接着在开口隔套端口处的主管体焊缝外壁上设置树脂密封板,并在树脂密封板外壁上设置封合弧形板,利用定位钉固定封合弧形板后,对封合弧形板和开口隔套端口进行焊接,利用树脂密封板和封合弧形板对主管体焊缝进行防护,避免主管体焊缝处直接受挤压破损影响其密封性,同时对主管体焊缝处进行限位,防止主管体焊缝处受管线内部流体压力挤破,保证主管体焊缝焊接的稳定。
18.3.本发明提出的一种高强度耐磨损抗压高频直缝焊钢管,现有技术中的直缝焊钢
管,管体内壁光滑,快速水流冲击时易发生水锤效应,而本发明在主管体的内壁上均匀设置安装槽,安装槽的底板处设置密封容器腔,密封容器腔靠近安装槽端口一侧设置活塞杆,活塞杆的末端固定连接安装板,安装板的外壁上设置受冲击板,受冲击板延伸至安装槽端口外部,且受冲击板上均匀设置蜂窝孔,主管体内部输送流体流速过快时,输送流体冲击受冲击板,流体从受冲击板的蜂窝孔中进行分散,避免流体直接集中冲击受冲击板,受冲击板受流体推动安装板移动活塞杆,活塞杆受推动向密封容器腔内侧移动,利用活塞杆的移动吸收缓冲流体,防止主管体内部流体流速过快时撞击主管体内壁造成水锤效应,有效避免水锤对主管体造成的损坏,延长其使用寿命。
附图说明
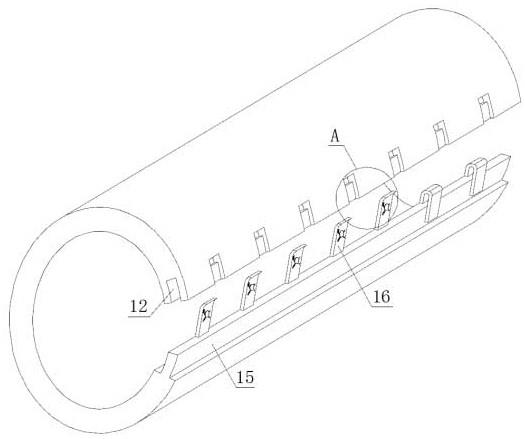
19.图1为本发明高强度耐磨损抗压高频直缝焊钢管的整体结构示意图;图2为本发明高强度耐磨损抗压高频直缝焊钢管的主管体焊缝闭合状态结构示意图;图3为本发明高强度耐磨损抗压高频直缝焊钢管的主管体焊缝开启状态结构示意图;图4为本发明高强度耐磨损抗压高频直缝焊钢管的图3中a处放大结构示意图;图5为本发明高强度耐磨损抗压高频直缝焊钢管的开口隔套安装结构示意图;图6为本发明高强度耐磨损抗压高频直缝焊钢管的主管体截面图;图7为本发明高强度耐磨损抗压高频直缝焊钢管的图6中b处放大结构示意图;图8为本发明高强度耐磨损抗压高频直缝焊钢管的外防护套局部截面图。
20.图中:1、焊钢管本体;11、主管体;111、安装槽;112、密封容器腔;113、活塞杆;114、安装板;115、受冲击板;116、蜂窝孔;12、限位槽;13、定位卡槽;14、连通孔;15、凸起卡板;16、金属卡条;17、弧形引导部;18、固定座;19、防滑细丝;110、封固球;2、防腐涂层;3、外防护套;31、陶瓷套筒;32、保温层;33、合金套筒;34、环形槽;35、钢制滚珠;36、氧化铝膜;4、抗压加强环;5、磨砂凸起;6、开口隔套;7、树脂密封板;8、封合弧形板;9、安装孔;10、定位钉。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.为了解决现有的单层焊接钢管焊缝处脆弱造成抗压性差,焊钢管在运输工程中进行铺设使用时,焊钢管的焊缝受到挤压后容易造成焊接破裂,导致焊钢管内部输送物质从焊缝处外泄引起事故的问题,请参阅图1-图4,提供以下优选技术方案:一种高强度耐磨损抗压高频直缝焊钢管,包括焊钢管本体1和涂覆于焊钢管本体1内壁上的防腐涂层2,防腐涂层2的厚度至少为2mm,焊钢管本体1的外壁上设置有外防护套3,外防护套3的外壁上均匀间隔固定套接有抗压加强环4,抗压加强环4间的外防护套3外壁上均匀设置有磨砂凸起5;焊钢管本体1包括主管体11和开设于主管体11一端侧壁上限位槽12,限位槽12外侧的主管体11外壁上均匀间隔设置有定位卡槽13,定位卡槽13设置于限位
槽12同一端的主管体11的末端边沿处,且定位卡槽13远离主管体11端头侧壁一端开设有连通孔14,定位卡槽13通过连通孔14与限位槽12相连通,主管体11另一端的侧壁上固定连接有凸起卡板15,凸起卡板15的末端外壁上对应定位卡槽13处分别固定连接有金属卡条16,金属卡条16用于封固主管体11的焊接缝,金属卡条16的末端设置有弧形引导部17,且弧形引导部17相邻处的金属卡条16外壁上设置有固定座18,固定座18的侧壁上均匀设置有防滑细丝19。
23.连通孔14端口内壁与限位槽12远离其端口一侧的内壁相平齐,且凸起卡板15紧密插接于限位槽12内时,金属卡条16穿绕连通孔14后反扣于定位卡槽13内,金属卡条16末端的弧形引导部17贴合主管体11端头外壁,金属卡条16和弧形引导部17外壁均与定位卡槽13端口相平齐。
24.金属卡条16扣合于定位卡槽13内时,防滑细丝19末端从金属卡条16两侧延伸至定位卡槽13端口外部,防滑细丝19末端弯曲对接熔焊成封固球110,封固球110设置于主管体11和金属卡条16缝隙处的外壁上。
25.具体的,凸起卡板15外壁上的金属卡条16延伸至主管体11另一端侧壁上的限位槽12内,接着引导凸起卡板15插接进入限位槽12,凸起卡板15密封插接限位槽12后,金属卡条16受弧形引导部17引导从连通孔14穿出;接着对闭合的主管体11缝隙进行焊接,金属卡条16穿出连通孔14后对其进行反向捶打,使金属卡条16扣合在定位卡槽13内,并提前将防滑细丝19从金属卡条16两侧的缝隙间抽出,随后对金属卡条16和主管体11进行焊接;金属卡条16焊接完成后将抽出的防滑细丝19末端扭曲成团,将扭曲成团的防滑细丝19熔焊成封固球110,使封固球110固定连接于主管体11和金属卡条16缝隙处的外壁上,通过凸起卡板15插接限位槽12,并利用金属卡条16反扣焊接主管体11,辅以封固球110封固金属卡条16,充分保证了主管体11焊缝连接处的稳固性,避免主管体11焊缝受挤压易破裂造成事故的问题,安全可靠。
26.为了加强主管体11焊缝焊接稳定性,如图3和图5所示,提供以下优选技术方案:主管体11的外壁上固定套接有开口隔套6,开口隔套6的开口对齐主管体11的焊接缝隙,开口隔套6开口间的主管体11外壁上设置有树脂密封板7,树脂密封板7的外壁上设置有封合弧形板8,封合弧形板8外壁与开口隔套6相平齐,且封合弧形板8两侧边沿处均匀设置有安装孔9,安装孔9的内腔安装有定位钉10,定位钉10末端贯穿树脂密封板7并延伸至主管体11侧壁内。
27.树脂密封板7是由环氧树脂熔融后涂刷在主管体11焊接缝处外壁上凝固制成,树脂密封板7全面封盖主管体11焊接缝和定位卡槽13,且树脂密封板7的厚度不得小于5mm。
28.具体的,将开口隔套6套接于主管体11的外壁上,旋转调节开口隔套6开口对齐主管体11焊接缝,接着在开口隔套6端口处的主管体11焊缝外壁上设置树脂密封板7,并在树脂密封板7外壁上设置封合弧形板8,利用定位钉10固定封合弧形板8后,对封合弧形板8和开口隔套6端口进行焊接,利用树脂密封板7和封合弧形板8对主管体11焊缝进行防护,避免主管体11焊缝处直接受挤压破损影响其密封性,同时对主管体11焊缝处进行限位,防止主管体11焊缝处受管线内部流体压力挤破,保证主管体11焊缝焊接的稳定。
29.为了解决现有的单层焊接钢管在长期使用过程中受输送流体的水锤效应冲击损坏,影响焊接钢管使用寿命的问题,请参阅图6-图8,提供以下优选技术方案:
主管体11的内壁上均匀设置有安装槽111,安装槽111的底板处设置有密封容器腔112,密封容器腔112靠近安装槽111端口一侧设置有活塞杆113,活塞杆113的末端固定连接有安装板114,安装板114的外壁上设置有受冲击板115,受冲击板115延伸至安装槽111端口外部,且受冲击板115上均匀设置有蜂窝孔116。
30.外防护套3包括固定套接于主管体11外壁上的陶瓷套筒31和设置于陶瓷套筒31外壁上的保温层32,保温层32的外壁上活动套接有合金套筒33,合金套筒33和保温层32的侧壁间设置有环形槽34,环形槽34的内腔活动卡合有钢制滚珠35,且合金套筒33的外壁上包裹设置有氧化铝膜36。
31.具体的,主管体11内部输送流体流速过快时,输送流体冲击受冲击板115,流体从受冲击板115的蜂窝孔116中进行分散,避免流体直接集中冲击受冲击板115,受冲击板115受流体推动安装板114移动活塞杆113,活塞杆113受推动向密封容器腔112内侧移动,利用活塞杆113的移动吸收缓冲流体,防止主管体11内部流体流速过快时撞击主管体11内壁造成水锤效应,有效避免水锤对主管体11造成的损坏,延长其使用寿命。
32.为了更好地展示高强度耐磨损抗压高频直缝焊钢管,本实施例提出一种高强度耐磨损抗压高频直缝焊钢管的加工方法,包括以下步骤:s1:将用于制备焊钢管的钢板置于770-790℃环境下进行淬火,冷却至室温后将该钢板使用辊式弯曲机进行弯曲,引导钢板的两端进行闭合;s2:钢板的两端接近闭合时,凸起卡板15外壁上的金属卡条16延伸至主管体11另一端侧壁上的限位槽12内,接着引导凸起卡板15插接进入限位槽12,凸起卡板15密封插接限位槽12后,金属卡条16受弧形引导部17引导从连通孔14穿出;s3:接着对闭合的主管体11缝隙进行焊接,金属卡条16穿出连通孔14后对其进行反向捶打,使金属卡条16扣合在定位卡槽13内,并提前将防滑细丝19从金属卡条16两侧的缝隙间抽出,随后对金属卡条16和主管体11进行焊接;s4:金属卡条16焊接完成后将抽出的防滑细丝19末端扭曲成团,将扭曲成团的防滑细丝19熔焊成封固球110,使封固球110固定连接于主管体11和金属卡条16缝隙处的外壁上,接着在主管体11外壁上设置开口隔套6,完成树脂密封板7和封合弧形板8的安装;s5:开口隔套6、树脂密封板7和封合弧形板8安装完成后,将外防护套3固套于开口隔套6的外壁上,完成焊钢管的制备。
33.开口隔套6的安装包括以下步骤:s401:在主管体11远离焊接缝一侧的外壁上均匀涂覆热熔胶,将开口隔套6套接于主管体11的外壁上,旋转调节开口隔套6开口对齐主管体11焊接缝,接着稳定按压开口隔套6使其与主管体11固连;s402:开口隔套6固定后对主管体11两端进行封盖,使得开口隔套6端口处形成内陷槽,在开口隔套6处的主管体11焊接缝外壁上涂刷环氧树脂,使其厚度不小于5mm后等待冷却,环氧树脂凝固后形成树脂密封板7;s403:在封合弧形板8两端边沿处打好安装孔9,接着将封合弧形板8贴合于树脂密封板7外壁上,在安装孔9内安装定位钉10贯穿树脂密封板7,定位钉10连接主管体11和封合弧形板8,随后撤去主管体11端头的封盖。
34.外防护套3的安装包括以下步骤:
s501:在开口隔套6和封合弧形板8外壁上涂覆热熔胶后,将陶瓷套筒31固定套接于开口隔套6外壁上,待热熔胶冷却后在陶瓷套筒31外壁上同理套接保温层32;s502:在保温层32外壁上的环形槽34内边填充钢制滚珠35,边将合金套筒33套接于保温层32外壁上,使其内壁上的环形槽34扣合封锁钢制滚珠35;s503:合金套筒33设置完成后将氧化铝膜36贴合包裹于合金套筒33外壁上,并在氧化铝膜36的外壁上均匀间隔固定套接抗压加强环4。
35.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
36.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1