一种发生器活门气密性安检自动程序控制方法与流程
[0001]
本发明属于乙炔发生器技术领域,具体涉及一种发生器活门气密性安检自动程序控制方法。
背景技术:
[0002]
乙炔发生器是pvc装置中的三大反应器之一,年产10万吨pvc装置共设有4台发生器,发生器的加电石、排渣、反应控制均采用远程dcs手动操作或单回路控制;dcs操作人员根据转化需要的乙炔流量、发生器的完好情况,确定发生器的启停,根据发生器的温度、压力,远程控制发生器给料机的工作振动频率、加入量;需指挥外操完成发生器排渣、水封液位控制等;还负责电石料仓的监控、清净系统运行的监控等工作;乙炔dcs操作人员控制操作强度较大,对操作技能和责任心要求较高,在这种高度紧张的状态下,一旦出现判断失误或疏忽,极容易导致发生安全事故;例如:乙炔气柜抽瘪事故、发生器储斗爆炸事故等;为减轻dcs操作人员的操作控制强度,提高乙炔发生器的自动化控制水平,避免发生操作人员疏忽或判断失误导致的安全事故,提升电石输送、储存及乙炔发生过程的安全自动化水平,需对乙炔发生器自动程序控制技术进行攻关、开发,达到实现乙炔发生器加料、反应控制全自动化程序控制,同时提升乙炔发生装置安全自动化水平。
[0003]
乙炔发生器在上下料使用多次后,其活门的气密性将产生下降,长期检测维护,则或产生重大事故的隐患,目前的乙炔发生器在使用过程中,缺少可助于人员进行自动安检乙炔发生器的活门的机构和方法。
技术实现要素:
[0004]
本发明的目的在于提供一种发生器活门气密性安检自动程序控制方法,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:一种发生器活门气密性安检自动程序控制方法,包括乙炔发生器、高压气泵、气压传感器、输气管和电动阀,所述乙炔发生器一侧固定装配有高压气泵,所述高压气泵的排气端通过法兰连接有输气管,所述输气管一端与乙炔发生器安装连接,所述输气管上通过法兰装配有电动阀,乙炔发生器一侧顶部安装有气压传感器。
[0006]
进一步地,所述具体包括一下方法:
[0007]
步骤一:人员相继将高压气泵、气压传感器和输气管对乙炔发生器一侧进行装配,并通过电动阀对输气管的流通进行控制,并相继将高压气泵、气压传感器和电动阀与dcs控制系统进行电连接;
[0008]
步骤二:在乙炔发生器使用中,当发生器的上活门或下活门开启次数达到30-40次时,由程序要求实施活门气密性安检,且设定每30-40斗进行活门泄漏检测;
[0009]
步骤三:由dcs控制系统控制高压气2对乙炔发生器内部输送高压气体,且初步充压压力初步设在20-25kpa,并以当前压力保持40-50s;
[0010]
步骤四:步骤三冲压完成后,由气压传感器对乙炔发生器内部的气压进行检测,且压力下降幅度≧5kpa,视为活门泄漏,如果不严密,则不能通过安检,此台发生器运料程序不允许启动;
[0011]
步骤五:由人员对步骤四安检出现问题的乙炔发生器进行人工复检,并进行维护修缮,随后重复步骤二、三的安检程序,且合格后回归正常使用。
[0012]
进一步地,所述乙炔发生器的上活门或下活门开启处均装配泄漏警报器。
[0013]
进一步地,所述乙炔发生器内部温度控制回路维持不变,新增发生器液位高限与补水阀联锁,当发生器液位高限时,联锁切断发生器补水阀,保证发生器液位。
[0014]
进一步地,所述乙炔发生器上装配温度传感器。
[0015]
与现有技术相比,本发明的有益效果是:当发生器上活门或下活门开启次数达到设定值时(下料达到40次),程序要求实施活门气密性安检,初步设定每40斗进行活门泄漏检测,充压压力初步设在20kpa,40秒后,如果压力下降幅度≧5kpa,视为活门泄漏,参数在使用过程中在进行优化调整,即通过dcs程序动作,完成安检,判断上下活门是否严密,如果不严密,则不能通过安检,此台发生器运料程序不允许启动。
附图说明
[0016]
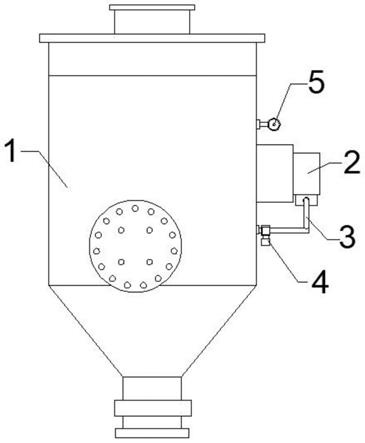
图1为本发明一种发生器活门气密性安检自动程序控制方法的整体结构示意图。
[0017]
图2为本发明一种发生器活门气密性安检自动程序控制方法的第二切割盘结构示意图。
[0018]
图中:1、乙炔发生器;2、高压气泵;3、输气管;4、电动阀;5、气压传感器。
具体实施方式
[0019]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0020]
实施例1
[0021]
如图1-2所示,一种发生器活门气密性安检自动程序控制方法,包括乙炔发生器1、高压气泵2、气压传感器5、输气管3和电动阀4,所述乙炔发生器1一侧固定装配有高压气泵2,所述高压气泵2的排气端通过法兰连接有输气管3,所述输气管3一端与乙炔发生器1安装连接,所述输气管3上通过法兰装配有电动阀4,乙炔发生器1一侧顶部安装有气压传感器5。
[0022]
其中,所述具体包括一下方法:
[0023]
步骤一:人员相继将高压气泵2、气压传感器5和输气管3对乙炔发生器1一侧进行装配,并通过电动阀4对输气管3的流通进行控制,并相继将高压气泵2、气压传感器5和电动阀4与dcs控制系统进行电连接;
[0024]
步骤二:在乙炔发生器1使用中,当发生器的上活门或下活门开启次数达到30次时,由程序要求实施活门气密性安检,且设定每30斗进行活门泄漏检测;
[0025]
步骤三:由dcs控制系统控制高压气泵2对乙炔发生器1内部输送高压气体,且初步充压压力初步设在20kpa,并以当前压力保持40s;
[0026]
步骤四:步骤三冲压完成后,由气压传感器5对乙炔发生器1内部的气压进行检测,且压力下降幅度≧5kpa,视为活门泄漏,如果不严密,则不能通过安检,此台发生器运料程序不允许启动;
[0027]
步骤五:由人员对步骤四安检出现问题的乙炔发生器1进行人工复检,并进行维护修缮,随后重复步骤二、三的安检程序,且合格后回归正常使用。
[0028]
其中,所述乙炔发生器1的上活门或下活门开启处均装配泄漏警报器。
[0029]
本实施例中如图1所示,通过装配泄漏警报器助于人员及早得知乙炔发生器1的上活门或下活门是否产生泄漏。
[0030]
其中,所述乙炔发生器1内部温度控制回路维持不变,新增发生器液位高限与补水阀联锁,当发生器液位高限时,联锁切断发生器补水阀,保证发生器液位。
[0031]
其中,所述乙炔发生器1上装配温度传感器。
[0032]
本实施例中如图1所示,通过装配温度传感器助于人员得知乙炔发生器1内部的温度值。
[0033]
实施例2
[0034]
如图1-2所示,一种发生器活门气密性安检自动程序控制方法,包括乙炔发生器1、高压气泵2、气压传感器5、输气管3和电动阀4,所述乙炔发生器1一侧固定装配有高压气泵2,所述高压气泵2的排气端通过法兰连接有输气管3,所述输气管3一端与乙炔发生器1安装连接,所述输气管3上通过法兰装配有电动阀4,乙炔发生器1一侧顶部安装有气压传感器5。
[0035]
其中,所述具体包括一下方法:
[0036]
步骤一:人员相继将高压气泵2、气压传感器5和输气管3对乙炔发生器1一侧进行装配,并通过电动阀4对输气管3的流通进行控制,并相继将高压气泵2、气压传感器5和电动阀4与dcs控制系统进行电连接;
[0037]
步骤二:在乙炔发生器1使用中,当发生器的上活门或下活门开启次数达到35次时,由程序要求实施活门气密性安检,且设定每35斗进行活门泄漏检测;
[0038]
步骤三:由dcs控制系统控制高压气泵2对乙炔发生器1内部输送高压气体,且初步充压压力初步设在22kpa,并以当前压力保持30s;
[0039]
步骤四:步骤三冲压完成后,由气压传感器5对乙炔发生器1内部的气压进行检测,且压力下降幅度≧5kpa,视为活门泄漏,如果不严密,则不能通过安检,此台发生器运料程序不允许启动;
[0040]
步骤五:由人员对步骤四安检出现问题的乙炔发生器1进行人工复检,并进行维护修缮,随后重复步骤二、三的安检程序,且合格后回归正常使用。
[0041]
其中,所述乙炔发生器1的上活门或下活门开启处均装配泄漏警报器。
[0042]
本实施例中如图1所示,通过装配泄漏警报器助于人员及早得知乙炔发生器1的上活门或下活门是否产生泄漏。
[0043]
其中,所述乙炔发生器1内部温度控制回路维持不变,新增发生器液位高限与补水阀联锁,当发生器液位高限时,联锁切断发生器补水阀,保证发生器液位。
[0044]
其中,所述乙炔发生器1上装配温度传感器。
[0045]
本实施例中如图1所示,通过装配温度传感器助于人员得知乙炔发生器1内部的温度值。
[0046]
实施例3
[0047]
如图1-2所示,一种发生器活门气密性安检自动程序控制方法,包括乙炔发生器1、高压气泵2、气压传感器5、输气管3和电动阀4,所述乙炔发生器1一侧固定装配有高压气泵2,所述高压气泵2的排气端通过法兰连接有输气管3,所述输气管3一端与乙炔发生器1安装连接,所述输气管3上通过法兰装配有电动阀4,乙炔发生器1一侧顶部安装有气压传感器5。
[0048]
其中,所述具体包括一下方法:
[0049]
步骤一:人员相继将高压气泵2、气压传感器5和输气管3对乙炔发生器1一侧进行装配,并通过电动阀4对输气管3的流通进行控制,并相继将高压气泵2、气压传感器5和电动阀4与dcs控制系统进行电连接;
[0050]
步骤二:在乙炔发生器1使用中,当发生器的上活门或下活门开启次数达到40次时,由程序要求实施活门气密性安检,且设定每40斗进行活门泄漏检测;
[0051]
步骤三:由dcs控制系统控制高压气泵2对乙炔发生器1内部输送高压气体,且初步充压压力初步设在25kpa,并以当前压力保持50s;
[0052]
步骤四:步骤三冲压完成后,由气压传感器5对乙炔发生器1内部的气压进行检测,且压力下降幅度≧5kpa,视为活门泄漏,如果不严密,则不能通过安检,此台发生器运料程序不允许启动;
[0053]
步骤五:由人员对步骤四安检出现问题的乙炔发生器1进行人工复检,并进行维护修缮,随后重复步骤二、三的安检程序,且合格后回归正常使用。
[0054]
其中,所述乙炔发生器1的上活门或下活门开启处均装配泄漏警报器。
[0055]
本实施例中如图1所示,通过装配泄漏警报器助于人员及早得知乙炔发生器1的上活门或下活门是否产生泄漏。
[0056]
其中,所述乙炔发生器1内部温度控制回路维持不变,新增发生器液位高限与补水阀联锁,当发生器液位高限时,联锁切断发生器补水阀,保证发生器液位。
[0057]
其中,所述乙炔发生器1上装配温度传感器。
[0058]
本实施例中如图1所示,通过装配温度传感器助于人员得知乙炔发生器1内部的温度值。
[0059]
本发明的工作原理及使用流程:当发生器上活门或下活门开启次数达到设定值时(下料达到40次),程序要求实施活门气密性安检。初步设定每40斗进行活门泄漏检测,充压压力初步设在20kpa,40秒后,如果压力下降幅度≧5kpa,视为活门泄漏,参数在使用过程中在进行优化调整。即通过dcs程序动作,完成安检,判断上下活门是否严密,如果不严密,则不能通过安检,此台发生器运料程序不允许启动。
[0060]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1