带有测头收张结构的双传感器孔径测量装置的制作方法
[0001]
本实用新型涉及孔径测量技术领域,尤其是一种带有测头收张结构的双传感器孔径测量装置。
背景技术:
[0002]
发动机缸体在生产过程中,需要对一些缸体上的孔径进行测量,例如曲轴孔等。为了能够更准确的评价孔径的尺寸误差和形状误差,同时也为了能够快速完成测量,一般并排成对设置两个传感器测量测头同时进行某个孔径的测量。
[0003]
现有技术中,由于发动机缸体曲轴孔孔径小,采用两个并排设置的笔式传感器无法伸入孔径小的曲轴孔内进行孔径测量。而采用两个并排设置的微型传感器,虽然能够伸入小孔径曲轴孔内,但是不具备测头收张功能,测头容易在进入曲轴孔测量时划伤曲轴孔内壁,影响产品的正常使用效果。
技术实现要素:
[0004]
本申请人针对上述现有生产技术中的缺点,提供一种结构合理的带有测头收张结构的双传感器孔径测量装置,能够适用于小尺寸的孔径测量工作;同时,测头具有收张功能,能够在非测量状态下收缩,避免测头与工件接触产生划痕,另一方面减少测头磨损量,避免测头收到工件切力,提高了测头的使用寿命。
[0005]
本实用新型所采用的技术方案如下:
[0006]
带有测头收张结构的双传感器孔径测量装置,包括规体,所述规体中心沿长度方向设有滑杆安装腔,滑杆安装腔内设有能够沿着规体长度方向滑动的滑杆,所述滑杆上通过连接件可拆卸的连接多个压块,多个压块沿着圆周方向均匀分布;所述规体一端连接连接套,连接套中心设有前后贯通的气缸安装腔,气缸安装腔内通过螺纹连接推动气缸的缸体,推动气缸的驱动端通过连接件连接滑杆端部;
[0007]
所述规体表面设有多个测头安装腔,多个测头安装腔沿着圆周方向均匀分布,每个测头安装腔内沿长度方向设有第一传感器和第二传感器;所述第一传感器背向第二传感器一端通过连接件可拆卸的连接规体,第一传感器面向第二传感器一端通过连接件可拆卸的连接第一测头安装座一端,第一测头安装座上通过螺纹连接径向设置的第一测头,所述第二传感器背向第一传感器一端通过连接件可拆卸的连接规体,第二传感器面向第一传感器一端通过连接件可拆卸的连接第二测头安装座,第二测头安装座上通过螺纹连接径向设置的第二测头,所述第二测头安装座面向第一测头安装座一端位于第一测头安装座外圈并接触第一测头安装座外表面,第二测头安装座内圈设有锁紧槽,多个压块能够分别对应伸入多个测头安装腔中的锁紧槽中,实现对第二测头安装座的径向锁紧。
[0008]
进一步的,规体另一端外表面通过螺纹连接多个径向设置的顶紧螺栓,多个顶紧螺栓沿着圆周方向均匀分布,多个顶紧螺栓端部共同顶紧夹持清洁头一端外表面,清洁头另一端通过连接螺栓可拆卸的连接导向头,清洁头和导向头之间设有吹气通道,规体上连
接进气接头,进气接头一端和吹气通道连通。
[0009]
进一步的,清洁头外表面沿圆周方向设有一圈顶紧槽,多个顶紧螺栓端部共同伸入顶紧槽中顶紧清洁头。
[0010]
进一步的,清洁头和导向头之间设有隔圈,隔圈套装在导向头的杆体部上。
[0011]
进一步的,吹气通道外边缘设有一圈吹气出口,吹气出口的宽度尺寸小于吹气通道的宽度尺寸。
[0012]
进一步的,吹气出口倾斜设置。
[0013]
进一步的,锁紧槽的槽口端通过销轴转动连接轴承,轴承和压块滚动接触。
[0014]
本实用新型的有益效果如下:
[0015]
本实用新型结构紧凑、合理,操作方便,在狭小空间内同时布置双传感器测头,形成双截面背靠背布置结构,能够同时测量较多个位置的孔径尺寸,提高了孔径测量效率;能够自动测量设备,节省了测量节拍,提高了效率;具有测头收张功能,测头在非测量状态下收缩,能够避免测头与工件接触产生划痕;同时,也减少可测头与工件频繁接触,降低了测头的磨损,提高了测头的使用寿命;设置有气吹结构,气吹结构能够清除工件加工切削物等,保证测量精度。
附图说明
[0016]
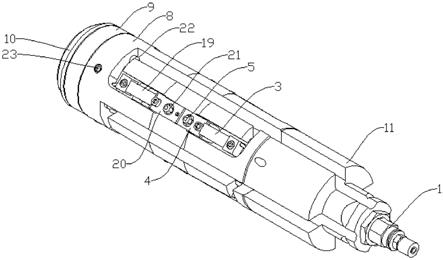
图1为本实用新型立体图。
[0017]
图2为本实用新型的主视半剖图。
[0018]
图3为图2中a处放大图。
[0019]
其中:1、推动气缸;2、滑杆;3、第一传感器;4、第一测头安装座;5、第一测头;6、轴承;7、压块;8、规体;9、清洁头;10、导向头;11、连接套;12、隔圈;13、吹气通道;14、吹气出口;15、连接螺栓;16、锁紧螺栓;17、顶紧槽;18、测头安装腔;19、第二传感器;20、第二测头安装座;21、第二测头;22、进气接头;23、顶紧螺栓;24、锁紧槽。
具体实施方式
[0020]
下面结合附图,说明本实用新型的具体实施方式。
[0021]
如图1和图2所示,本实用新型主要包括规体8,规体8中心沿长度方向设有滑杆安装腔,滑杆安装腔内设有能够沿着规体8长度方向滑动的滑杆2。
[0022]
如图2所示,规体8一端连接连接套11,连接套11中心设有前后贯通的气缸安装腔,气缸安装腔内通过螺纹连接推动气缸1的缸体,推动气缸1的驱动端通过连接件连接滑杆2端部。滑杆2上通过连接件可拆卸的连接多个压块7,多个压块7沿着圆周方向均匀分布。
[0023]
如图2所示的实施例中,推动气缸1采用针形气缸。针形气缸能够安装在狭小空间内,针形气缸工作时推动滑杆2沿着滑杆安装腔前后移动。
[0024]
如图1~3所示,规体8另一端外表面通过螺纹连接多个径向设置的顶紧螺栓23,多个顶紧螺栓23沿着圆周方向均匀分布,多个顶紧螺栓23端部共同顶紧夹持清洁头9一端外表面。
[0025]
为了保证顶紧螺栓23能够更可靠的顶紧清洁头9,如图3所示,清洁头9外表面沿圆周方向设有一圈顶紧槽17,多个顶紧螺栓23端部共同伸入顶紧槽17中顶紧清洁头9。
[0026]
如图3所示,清洁头9另一端通过连接螺栓15可拆卸的连接导向头10。清洁头9和导向头10之间设有吹气通道13,如图1所示,规体8上连接进气接头22,进气接头22一端和吹气通道13连通。在测量时,通过进气接头22向吹气通道13内通入带压气体,然后带压气体由吹气通道13流出吹扫被侧部件的内部。
[0027]
为了保证吹气通道13的畅通,如图3所示,清洁头9和导向头10之间设有隔圈12,隔圈12套装在导向头10的杆体部上,保证吹气通道13始终畅通。
[0028]
如图3所示,吹气通道13外边缘设有一圈吹气出口14,吹气出口14的宽度尺寸小于吹气通道13的宽度尺寸,带压气体从吹气通道13进入吹气出口14后,由于宽度尺寸的变化而加速通过吹气出口14,提高了吹气清洁效果。吹气出口14倾斜设置,避免气流吹动的灰尘杂质反向进入吹气出口14中。
[0029]
如图2所示,规体8表面设有多个测头安装腔18,多个测头安装腔18沿着圆周方向均匀分布。每个测头安装腔18内沿长度方向设有第一传感器3和第二传感器19,第一传感器3和第二传感器19为微型传感器。
[0030]
如图2所示,第一传感器3背向第二传感器19一端通过连接件可拆卸的连接规体8,第一传感器3面向第二传感器19一端通过连接件可拆卸的连接第一测头安装座4一端,第一测头安装座4上通过螺纹连接径向设置的第一测头5。第二传感器19背向第一传感器3一端通过连接件可拆卸的连接规体8,第二传感器19面向第一传感器3一端通过连接件可拆卸的连接第二测头安装座20,第二测头安装座20上通过螺纹连接径向设置的第二测头21。第二测头安装座20面向第一测头安装座4一端位于第一测头安装座4外圈并接触第一测头安装座4外表面。第二测头安装座20内圈设有锁紧槽24,多个压块7能够分别对应伸入多个测头安装腔18中的锁紧槽24中,实现对第二测头安装座20的径向锁紧。
[0031]
为了减少压块7和第二测头安装座20之间的磨损,让压块7轴向移动更顺畅。如图3所示,锁紧槽24的槽口端通过销轴转动连接轴承6,轴承6和压块7滚动接触。
[0032]
本实用新型的工作原理是:在进行测量时,推动气缸1处于初始位置,压块7位于锁紧槽24中,第一测头安装座4和第二测头安装座20均位于测头安装腔18中。此时,第一测头5和第二测头21处于收缩状态,避免进入工件测量时划伤工件表面。当规体8伸入到测量位置后,推动气缸1通气推动滑杆2运动,滑杆2带动压块7脱离锁紧槽24,第一测头安装座4和第二测头安装座20得到径向释放,第一测头5和第二测头21接触工件进行测量。本实用新型还设置有气吹结构,气吹结构能够清除工件加工切削物等,保证测量精度。
[0033]
以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1