一种布料破损检测装置的制作方法
1.本发明涉及布料检测技术领域,尤其涉及一种布料破损检测装置。
背景技术:
2.面料进厂后要进行质量检验,符合生产要求的才能投产使用;控制面料破损是影响成品质量重要的一环;通过对进厂面料进行破损检测可有效地提高服装的正品率。现有面料破损检测一般都是通过人工观察布料进行检测,需要大量的工作人员花费时间和精力进行检测,大大降低了布料破损的检测效率,由于长时间用眼导致眼睛疲劳,检测的精度也无法保证;当检测人员检测出布料存在破损的情况时,还需要对布料进行标记,这样的操作也会增加布料破损检测所需的时间。因此,设计一种能自动检测面料破损并进行标记的布料破损检测装置成为了急需解决的技术问题。
技术实现要素:
3.本发明为解决上述问题,提供了一种布料破损检测装置。
4.本实用新型的技术方案,一种布料破损检测装置,包括传送台面、传送机构、照射光源、被测面料以及plc控制器;所述传送机构固定设置在传送台面上,所述传送台面设有传感器槽,所述传感器槽呈直线状且与被测面料相垂直,该传感器槽内设有若干光线强度传感器;所述照射光源固定设置在传送台面上方且照射方向正对传送台面,该照射光源与传感器槽的位置相对应;所述被测面料连接传送机构,该被测面料从照射光源与传感器槽之间穿过;所述plc控制器信号连接传送机构、照射光源以及光线强度传感器。
5.采用上述结构后,通过传送机构使被测面料经过传送台面并从照射光源与传感器槽之间穿过,由于照射光源直射被测面料,传感器槽内的若干光线强度传感器检测到由被测面料遮挡后的光照强度;当被测面料存在破洞的部分经过传感器槽时,破洞处的光线强度传感器检测到的光照强度发生变化,由plc控制器记录当前被测面料已传送长度。照射光源与光线强度传感器配合不仅解决了人工检测需要花费大量精力的问题,同时也提高了检测精度,保证了最终的成品质量;连接的plc控制器也能配合光线强度传感器自动记录被测面料存在破洞的位置,进一步节约了人工记录的时间。
6.作为本实用新型的进一步改进,所述传送机构包括驱动电机、送料辊轴以及出料辊轴,所述送料辊轴、出料辊轴分别位于传送台面与传感器槽平行的两侧,该送料辊轴与出料辊轴分别与一个驱动电机进行配合联动。
7.采用上述结构后,通过在传送台面上与传感器槽平行的两侧设置送料辊轴、出料辊轴,使被测面料能平整地经过光线强度传感器,不会因为褶皱导致破洞没被检测到而影响成品质量;驱动电机同时驱动送料辊轴与出料辊轴配合避免出现转速不同的问题。
8.作为本实用新型的进一步改进,所述传送台面固定设有记号装置,该记号装置设置在靠近出料辊轴的一端;所述记号装置包括电磁阀、电动伸缩杆以及记号笔头,所述电磁阀连接电动伸缩杆,所述电动伸缩杆连接记号笔头;所述plc控制器信号连接电磁阀。
9.采用上述结构后,当被测面料存在破洞时,电磁阀驱动电动伸缩杆伸长,记号笔头接触被测面料边缘产生记号,方便进行下一步处理时找到破洞所在的位置;通过plc控制器对记号装置进行控制,配合传送机构,当破洞处到达出料辊轴时plc控制器启动电磁阀,实现了记号装置与光线强度传感器的延时配合。
10.作为本实用新型的进一步改进,所述传送台面上方设有遮光罩,该遮光罩内侧设有哑光面料,所述照射光源位于遮光罩内侧。
11.采用上述结构后,通过设置遮光罩能避免照射光源以外的其他光源对检测产生影响,内侧设置哑光面料避免反射光的影响,提高检测结果的精度。
12.作为本实用新型的进一步改进,所述传送台面连接设有静电吸附器,所述plc控制器信号连接静电吸附器。
13.采用上述结构后,当检测部分面积较小的被测面料时,无法通过传送机构保证被测面料的平整度,通过开启静电吸附器,静电吸附被测面料保证处于一个平整状态。
附图说明
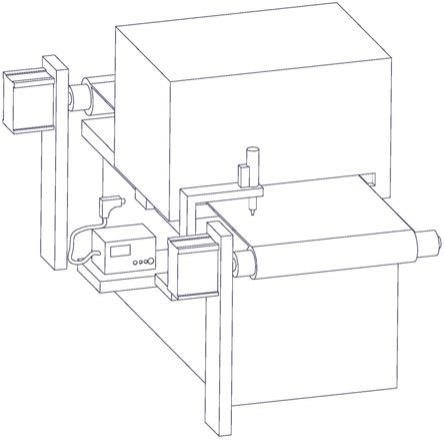
14.图1所示为本实用新型示意图。
15.图2所示为本实用新型除遮光罩示意图。
16.图3所示为本实用新型除被测面料示意图。
17.图4所示为本实用新型遮光罩内部示意图。
[0018]1‑
传送台面,2
‑
传送机构,3
‑
照射光源,4
‑
被测面料,5
‑
传感器槽,6
‑
光线强度传感器,7
‑
驱动电机,8
‑
送料辊轴,9
‑
出料辊轴,10
‑
记号装置,11
‑
电磁阀,12
‑
电动伸缩杆,13
‑ꢀ
记号笔头,14
‑
遮光罩,15
‑
哑光面料,16
‑
静电吸附器。
具体实施方式
[0019]
如图1
‑
图4所示一种布料破损检测装置,包括传送台面1、传送机构2、照射光源 3、被测面料4以及plc控制器;所述传送机构2固定设置在传送台面1上,所述传送台面 1设有传感器槽5,所述传感器槽5呈直线状且与被测面料4相垂直,该传感器槽5内设有若干光线强度传感器6;所述照射光源3固定设置在传送台面1上方且照射方向正对传送台面1,该照射光源3与传感器槽5的位置相对应;所述被测面料4连接传送机构2,该被测面料4从照射光源3与传感器槽5之间穿过;所述plc控制器信号连接传送机构2、照射光源3以及光线强度传感器6。
[0020]
通过传送机构2使被测面料4经过传送台面1并从照射光源3与传感器槽5之间穿过,由于照射光源3直射被测面料4,传感器槽5内的若干光线强度传感器6检测到由被测面料4遮挡后的光照强度;当被测面料4存在破洞的部分经过传感器槽5时,破洞处的光线强度传感器6检测到的光照强度发生变化,由plc控制器记录当前被测面料4已传送长度。照射光源3与光线强度传感器6配合不仅解决了人工检测需要花费大量精力的问题,同时也提高了检测精度,保证了最终的成品质量;连接的plc控制器也能配合光线强度传感器6自动记录被测面料4存在破洞的位置,进一步节约了人工记录的时间。
[0021]
所述传送机构2包括驱动电机7、送料辊轴8以及出料辊轴9,所述送料辊轴8、出料辊轴9分别位于传送台面1与传感器槽5平行的两侧,该送料辊轴8与出料辊轴9分别与一个
驱动电机7进行配合联动。
[0022]
通过在传送台面1上与传感器槽5平行的两侧设置送料辊轴8、出料辊轴9,使被测面料4能平整地经过光线强度传感器6,不会因为褶皱导致破洞没被检测到而影响成品质量;驱动电机7同时驱动送料辊轴8与出料辊轴9配合避免出现转速不同的问题。
[0023]
所述传送台面1固定设有记号装置10,该记号装置10设置在靠近出料辊轴9的一端;所述记号装置10包括电磁阀11、电动伸缩杆12以及记号笔头13,所述电磁阀11连接电动伸缩杆12,所述电动伸缩杆12连接记号笔头13;所述plc控制器信号连接电磁阀 11。
[0024]
当被测面料4存在破洞时,电磁阀11驱动电动伸缩杆12伸长,记号笔头13接触被测面料4边缘产生记号,方便进行下一步处理时找到破洞所在的位置;通过plc控制器对记号装置10进行控制,配合传送机构2,当破洞处到达出料辊轴9时plc控制器启动电磁阀11,实现了记号装置10与光线强度传感器6的延时配合。
[0025]
所述传送台面1上方设有遮光罩14,该遮光罩14内侧设有哑光面料15,所述照射光源3位于遮光罩14内侧。
[0026]
通过设置遮光罩14能避免照射光源3以外的其他光源对检测产生影响,内侧设置哑光面料15避免反射光的影响,提高检测结果的精度。
[0027]
所述传送台面1连接设有静电吸附器16,所述plc控制器信号连接静电吸附器16。
[0028]
当检测部分面积较小的被测面料4时,无法通过传送机构2保证被测面料4的平整度,通过开启静电吸附器16,静电吸附被测面料4保证处于一个平整状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1