一种应用于齿科加工的全自动传送检验装置的制作方法
1.本实用新型涉及齿科加工检验技术领域,具体涉及一种应用于齿科加工的全自动传送检验装置。
背景技术:
2.在齿科加工完成后,通常需要对加工结果进行人工检测,确认齿科加工是否达标。现有的检测方式是由生产人员将加工完成的产品放到一个固定的检测位置,通过检测的结果来判定是否为合格品。这种方式的人力及时间成本较高,对操作人员的依赖性较大,人工完成的步骤较为繁琐,且人工操作容易造成产品不必要的损坏和污染,导致相应成本的增加。
3.在实际使用中我们需要一种速度快且稳定的方式来检测加工完成的齿科产品,因此我们有必要针对现有技术的不足而提供一种应用于齿科加工的全自动传送检验装置。
技术实现要素:
4.发明目的:为了克服现有技术中的不足,本实用新型提出一种应用于齿科加工的全自动传送检验装置,通过布置于传送带上的定位与检测装置实现齿科加工产品的全自动传送检验,有效提高产品的检测质量和效率,节省人力及时间成本,同时保证检测精度。
5.技术方案:为了实现上述目的,本实用新型的一种应用于齿科加工的全自动传送检验装置,包括用于运输托盘的输送台,所述输送台的检测位设置定位站与检测站;
6.所述定位站包括接近传感器和阻挡机构,所述检测站包括支撑架和检测相机,所述检测相机通过支撑架固定在输送台的上方,通过接近传感器与阻挡机构的配合实现产品在检测位的挡停控制,进而通过检测相机检测检测位处的产品是否合格。
7.进一步地,所述输送台上的产品通过托盘实现装载运输,以实现一次性批量运输和检测,有效提高检测效率。
8.进一步地,所述定位站还包括延伸至托盘上方的检测传感器,当阻挡机构实现托盘定位后,通过检测传感器可检测托盘上有无产品,若没有则可以直接通过,避免浪费资源去检测空盘,有产品则继续进行检测,进一步提高检测效率。
9.进一步地,所述输送台的上料位也设置定位站,用于实现托盘在上料位的挡停控制。
10.进一步地,所述输送台包括底部支架、两侧挡板、传送带和驱动电机,两侧挡板之间设置若干辊筒组件,所述传送带套设在辊筒组件上,所述驱动电机与辊筒组件驱动连接。
11.进一步地,所述输送台的下料位也设置定位站,用于实现产品在下料位的挡停控制。
12.进一步地,所述输送台的下料位还设置转运机器人和暂存台,当阻挡机构实现下料位的挡停控制后,通过转运机器人将下料位处的产品抓取至暂存台上。
13.有益效果:本实用新型提出的一种应用于齿科加工的全自动传送检验装置,通过
输送台配合自动定位检测装置实现产品的高效传输和快速定位检测,大大提高了齿科加工产品的检测效率,节约人力及时间成本,同时有效保证产品的定位检测精度,提高检测质量和效率,减少人工检测的依赖性和不确定性,降低生产成本。
附图说明
14.下面结合附图对本实用新型作进一步描写和阐述。
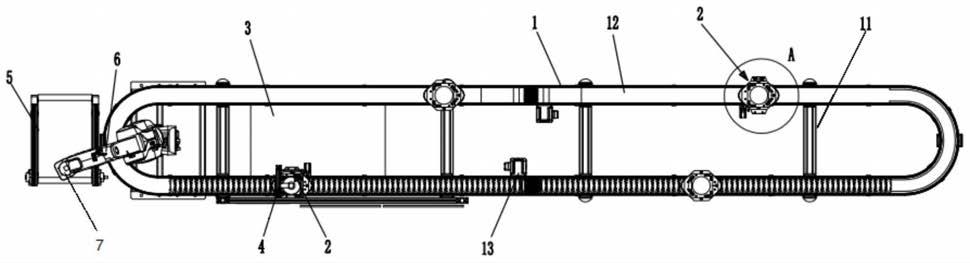
15.图1是本实用新型优选实施例的结构示意图。
16.图2是图1中a区域的放大图。
17.图3是本实用新型优选实施例中检测站的结构示意图。
18.附图标记:1、输送台;11、支架;12、传送带;13、驱动电机;2、定位站;21、检测传感器;22、接近传感器;23、阻挡气缸;3、电气控制柜;4、检测站;41、支撑架;42、检测相机;43、环形光源;44、保护罩;5、暂存台;6、工业机器人;7、视觉相机。
具体实施方式
19.下面将结合附图对本实用新型的优选实施方式进行描述,以更加清楚、完整地阐述本实用新型的技术方案。
20.如图1所示为一种应用于齿科加工的全自动传送检验装置的优选实施方式,包括呈环形设置的输送台1,输送台1的上料位、检测位、下料位均设置定位站2,输送台1的检测位还设置检测站4,其中输送台1用于运输装载产品的托盘,定位站2用于实现输送台1上的托盘定位,检测站4用于检测托盘上的产品是否合格。
21.进一步地,输送台1的下料位还设置暂存台5和工业机器人6,完成检测后通过工业机器人6将托盘上的产品抓取至暂存台5上,达到设定数量后,再由其它自动化装置将暂存台5上的产品运走。
22.如图2所示,定位站2包括检测传感器21、接近传感器22和阻挡气缸23,阻挡气缸23的活塞杆连接挡板,通过接近传感器22和阻挡气缸23的配合实现输送台1上托盘的挡停控制,进而通过检测传感器21来检测托盘上有无产品。
23.如图3所示,检测站4包括支撑架41、检测相机42,检测相机42通过支撑架41固定在检测位的上方,当阻挡机构实现挡停控制后,利用检测相机42对托盘上的产品进行图像采集,用于检测产品上有无缺陷(是否达标)。
24.进一步地,检测相机42上套有环形光源43,环形光源43外侧设置半封闭式保护罩44,保护罩44的横截面呈“口”形,将环形光源43包裹在内,避免外界光源照射在产品上,对牙科产品的检测产生光干扰的影响。
25.作为本实用新型的一种技术优化方案,输送台1包括支架11、两侧挡板、传送带12和驱动电机13,支架11用于固定挡板,两侧挡板之间设置辊筒组件,传送带12套设在辊筒组件上,驱动电机13通过辊筒组件带动传送带12的旋转,实现托盘的水平运输,有效提高了产品的检测效率。
26.作为本实用新型的一种技术优化方案,工业机器人6的爪手上设置视觉相机7,通过视觉相机7将采集的图像信号输出至主控计算机进行图像算法分析,处理结果反馈至工业机器人6,控制工业机器人6的抓取定位。
27.作为本实用新型的一种技术优化方案,输送台1的下方设置有用于给各电气部件供电的电气控制柜3,且电气控制柜3内设置plc,用于控制各电气部件的工作状态。
28.本实用新型的具体实施方式如下:
29.当托盘到上料位时,接近传感器22感应到托盘,发送信号给电气控制柜3里的plc,再由plc输出信号控制阻挡气缸23伸出,将托盘阻挡在上料位,与此同时,由检测传感器21检测托盘上有无产品,若无产品则由外部的自动化装置将加工完成的产品放置到该托盘上。
30.完成上料后阻挡气缸23打开,托盘随着流水线流到检测位后,同样通过接近传感器22和阻挡气缸23的配合将托盘阻挡在检测位,当检测有无传感器21检测到托盘上有产品后,由plc发出信号让检测相机42进行拍照检测。
31.完成检测后阻挡气缸23打开,托盘移动到下料位并由定位站2阻挡,当检测有无传感器21检测到托盘上有产品后,由plc发出信号让工业机器人6进行产品转运,转运过程中由定位相机7确定产品的位置和信息,再由工业机器人6抓取产品并将产品放置到相应的产品暂存区域(根据检测结果进行分区),当产品装满暂存区域后,发送信号将装满的产品运走,由此根据检测结果剔除了不良产品,实现了自动分拣下料。
32.上述具体实施方式仅仅对本实用新型的优选实施方式进行描述,而并非对本实用新型的保护范围进行限定。在不脱离本实用新型设计构思和精神范畴的前提下,本领域的普通技术人员根据本实用新型所提供的文字描述、附图对本实用新型的技术方案所作出的各种变形、替代和改进,均应属于本实用新型的保护范畴。本实用新型的保护范围由权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1