双极板氦气检漏测试装置及其测试方法与流程
1.本发明的实施例涉及一种检漏测试装置及其测试方法,特别涉及一种双极板氦气检漏测试装置及其测试方法。
背景技术:
2.双极板作为燃料电池内部的主要构成部分,在氢能源的动力系统中,燃料电池的电力是通过氢气与氧气的化学反应得到的,作为燃料的氢气,是一种无色,无味,易燃易爆的小分子气体,极易发生泄漏,这就要求每一块的双极板都有良好的气密性。目前双极板的主要泄漏测试方法为空气法,但受限于空气检漏的测试精度较低,且其测试节拍较慢,已经越来越无法满足日益提高的测试标准及节拍。
3.但由于双极板结构较为复杂,且其本身并没有密封的腔体,必须依靠外部工装使其形成腔体对其进行泄漏测试,为了获得更高的测试准确性,必须要求密封工装自身具备良好的密封性,因此氦气检漏时双极板的密封工装已经成为一个重点和难点。
4.因双极板氦气泄漏测试其原理一般为真空箱法泄漏测试,但鉴于双极板尺寸较大,因此现有的测试工装会有一个相较于双极板自身容腔大10—20倍左右的一个真空箱,因测试时需要对真空箱进行抽真空处理,因此现有的测试方法不仅测试时间较长、测试精度低也浪费了大量的能源,采用现有技术中的真空箱抽真空时的功率消耗较大。
技术实现要素:
5.本发明的实施方式的目的在于提供一种功率消耗较小的双极板氦气检漏测试装置,来解决现有技术中的真空箱抽真空时的功率消耗较大的技术问题。
6.为了实现上述目的,本发明的实施方式设计了一种双极板氦气检漏测试装置,其特征在于,包括:
7.上底板半腔部件;在所述的双极板氦气检漏测试装置上方设置所述的上底板半腔部件;
8.底板半腔部件,在所述的上底板半腔部件的上方,通过密封结构与所述的上底板半腔部件之间形成真空缓冲腔体;
9.快换工装,在所述的真空缓冲腔体内设置所述的快换工装;所述的真空缓冲腔体与所述的快换工装之间连通;在所述的快换工装的上方通过定位装置固定双极板;双极板贴合在所述的快换工装上,并与所述的快换工装之间密封,通过设置在所述底板半腔部件下方的连通口,进行检漏测试。
10.进一步,所述的上底板半腔部件,还包括:
11.上底板,在所述的上底板半腔部件的上部设置上底板,在所述的上底板的下方开设第一空腔;
12.顶部快换工装,在所述的第一空腔内固定所述的顶部快换工装,在所述的第一空腔与所述的顶部快换工装之间构成所述的真空缓冲腔体的上腔体。
13.进一步,所述的底板半腔部件,还包括:
14.下底板,在所述的底板半腔部件的下部设置所述的下底板;在所述的下底板上开设第二空腔;
15.底部快换工装,在所述的第二空腔内固定所述的底部快换工装;在所述的底部快换工装与所述的下底板之间缝隙中嵌入所述的第一密封圈;
16.在所述的下底板的底部上开设抽真空孔;所述抽真空孔延伸至所述的下底板与所述的底部快换工装之间设置的第二腔体中。
17.进一步,在所述的底部快换工装上方,沿着双极板的外轮廓设置第三空腔,所述的双极板嵌入到所述的第三空腔中,在所述的双极板与所述的第三空腔之间嵌入第二密封圈。
18.进一步,所述的抽真空孔通过真空缓冲腔体和设置在所述下底板上的极板抽真空及冲氦口连通。
19.进一步,所述的极板抽真空及冲氦口从下至上延伸至顶部快换工装的表面;所述的极板抽真空及冲氦口正对双极板上需要测试的位置。
20.进一步,在所述的顶部快换工装的上方在双极板的四周设置极板定位块;所述的极板定位块用于限制所述的双极板在所述的顶部快换工装上的位置。
21.进一步,在所述的双极板氦气检漏测试装置的上方固定连接件,用于连接伺服压机。
22.在本发明中还提供了一种双极板氦气检漏测试装置的测试方法,包括以下步骤:
23.步骤s10:测试前准备:将所述的双极板氦气检漏测试装置通过连接件连接在伺服压机,并预设压力值;并将所述的双极板氦气检漏测试装置上的极板抽真空及冲氦口分别与测氢测试仪器、测水测试仪器、测氧测试仪器连接连接;进入步骤20;
24.步骤20:启动机器;将步骤s10中的伺服压机、测氢测试仪器、测水测试仪器、测氧测试仪器分别开启,并设置测试参数,设置参数完成后,进入步骤s30;
25.步骤s30:第一次密封:首先,在底部快换工装上放入双极板,所述伺服压机带动顶部快换工装下降,并先接触安装在下底板上的第一密封圈,在所述伺服压机的压合力的作用下,第一密封圈发生弹性变形,从而使第一空腔和第二空腔构成真空缓冲腔体,形成密闭的真空腔体;进入步骤s40;
26.步骤s40:第二次密封:随着所述伺服压机的压合力的继续增大,顶部快换工装的下移,并与第二密封圈接触,并在所述伺服压机的压力力的作用下,设置在双极板正反两面的密封圈都会发生弹性变形,所述的底部快换工装和所述的双极板以及顶部快换工装会在所述伺服压机的压合力的作用下,形成测试氢、测试水、测试氧的模拟待测腔体;进入步骤s50;
27.步骤s50:泄漏测试:所述的测氢测试仪器、测水测试仪器、测氧测试仪器分别通过极板抽真空及冲氦口,对步骤s40中的所述测试氢、测试水、测试氧的模拟待测腔体进行抽真空,待真空达到预设值以后,充入氦气,对所述测试氢、测试水、测试氧的模拟待测腔体进行泄漏测试,记录上传数据,则进入步骤s60;
28.步骤s60,循环测试:所述伺服压机向上移动,停止后,取出双极板;测试完成后,进入步骤s30。
29.进一步,所述的双极板氦气检漏测试装置的测试方法中的所述的测试氢、测试水、测试氧的模拟待测腔体的真空度均不相等。
30.本发明的实施方式同现有技术相比,在本发明中采用了真空缓冲腔体结构,形成真空缓冲腔体,同时,依靠密封结构,将双极板密封在真空缓冲腔体中,并且利用快换工装安装双极板,形成真空缓冲腔体结构的测试结构,从而使得双极板能够在灵活装卸的情况下,也能够对于双极板进行测试,从而实现用真空缓冲腔体结构对双极板测试进行密封,解决了现有的测试方法不仅测试时间较长、测试精度低也浪费了大量的能源,采用现有技术中的真空箱抽真空时的功率消耗较大的技术问题。
附图说明
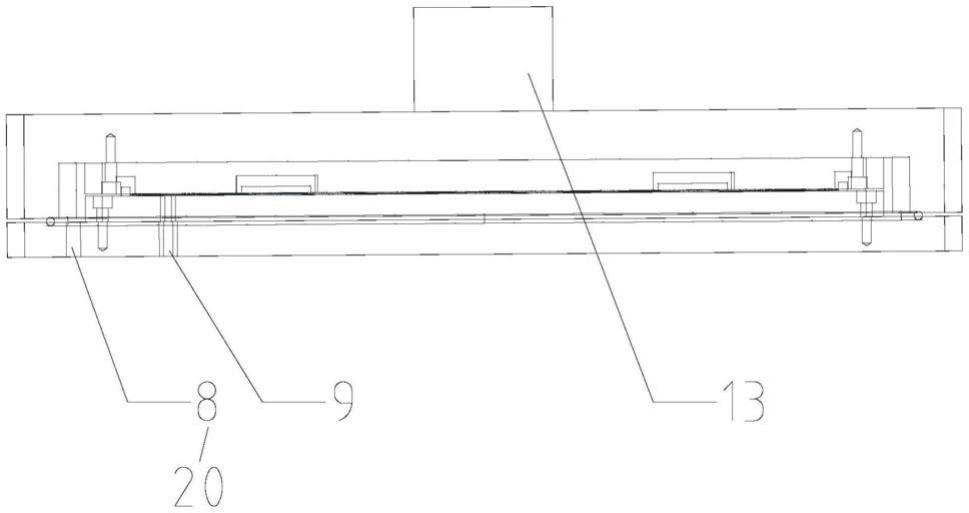
31.图1为本发明第一实施例的侧面结构示意图;
32.图2为本发明第一实施例的上底板半腔部件的示意图;
33.图3为本发明第一实施例的底板半腔部件的示意图;
34.图4为本发明第二实施例中的流程图。
具体实施方式
35.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的各实施方式进行详细的阐述。然而,本领域的普通技术人员可以理解,在本发明各实施方式中,为了使读者更好地理解本技术而提出了许多技术细节。但是,即使没有这些技术细节和基于以下各实施方式的种种变化和修改,也可以实现本技术各权利要求所要求保护的技术方案。
36.本发明的第一实施方式中涉及了一种双极板氦气检漏测试装置,如图1、图2、图3所示,包括:
37.在本实施例中的双极板氦气检漏测试装置上方设置上底板半腔部件10
38.在上底板半腔部件10的上方,通过密封结构与上底板半腔部件10之间形成真空缓冲腔体;真空缓冲腔体具有密闭的作用,相当于现有技术中的真空箱的箱体的作用。
39.在上底板半腔部件10的上方,通过密封结构与上底板半腔部件20之间形成真空缓冲腔体;
40.在真空缓冲腔体内设置快换工装30;真空缓冲腔体与快换工装30之间连通;为抽取真空,提供通道,在快换工装30的上方通过定位装置固定双极板40;双极板40贴合在快换工装30上,并与快换工装30之间密封,通过设置在底板半腔部件20下方的连通口,进行检漏测试。
41.在上述的实施例中,利用真空缓冲腔体将双极板密封在真空缓冲腔体中,并且利用快换工装30安装双极板40,形成真空缓冲腔体结构的测试结构,其中快换工装30,包括顶部快换工装7和底部快换工装;从而使得双极板40能够在灵活装卸的情况下,也能够对于双极板40进行测试,从而实现用真空缓冲腔体结构对双极板40进行密封,解决了现有的测试方法不仅测试时间较长、测试精度低也浪费了大量的能源,采用现有技术中的真空箱抽真空时的功率消耗较大的技术问题。
42.为了进一步说明上述的第一实施例,如图1、图2、图3所示,上底板半腔部件10,还
包括:
43.在上底板半腔部件10的上部设置上底板6,在上底板6的下方开设第一空腔61;
44.在第一空腔61内固定顶部快换工装7,在第一空腔61与顶部快换工装7之间构成真空缓冲腔体的上腔体。这样的结构就形成了真空缓冲腔体的上腔体结构。
45.同样的道理,如图1、图2、图3所示,底板半腔部件20,还包括:
46.在底板半腔部件20的下部设置下底板1;在下底板1上开设第二空腔11;
47.在第二空腔21内固定底部快换工装2;在底部快换工装2与下底板1之间缝隙中嵌入第一密封圈5;
48.在下底板1的底部上开设抽真空孔8;抽真空孔8延伸至下底板1与底部快换工装2之间设置的第二腔体11中。底板半腔部件20和上底板半腔部件10两个腔体部件,能够在底板半腔部件20和上底板半腔部件10合并在一起时,形成真空缓冲腔体结构。
49.为了进一步说明上述的第一实施例,如图1、图2、图3所示,在底部快换工装2上方,沿着双极板40的外轮廓设置第三空腔21,双极板40嵌入到第三空腔21中,在双极板40与第三空腔21之间嵌入第二密封圈3。第二密封圈3用于底板半腔部件20和上底板半腔部件10合并在一起时的密封。
50.为了进一步说明上述的第一实施例,如图1、图2、图3所示,抽真空孔8通过真空缓冲腔体和设置在下底板1上的极板抽真空及冲氦口9连通;这样就形成了抽真空孔8和极板抽真空及冲氦口9之间的连通结构,保证了抽真空孔8能够将真空缓冲腔体结构中的空气全部抽掉。
51.为了进一步说明上述的第一实施例,如图1、图2、图3所示,极板抽真空及冲氦口9从下至上延伸至顶部快换工装7的表面;极板抽真空及冲氦口9正对双极板40上需要测试的位置。
52.为了进一步说明上述的第一实施例,如图1、图2、图3所示,顶部快换工装7的上方在双极板40的四周设置极板定位块4;极板定位块4用于限制双极板40在顶部快换工装7上的位置。
53.为了进一步说明上述的第一实施例,如图1、图2、图3所示,在双极板氦气检漏测试装置的上方固定连接件13,用于连接伺服压机。
54.在本发明的第二实施例中,还提供了一种双极板氦气检漏测试装置的测试方法,如图4所示,包括以下步骤:
55.步骤s10:测试前准备:将双极板氦气检漏测试装置通过连接件13连接在伺服压机,并预设压力值;并将双极板氦气检漏测试装置上的极板抽真空及冲氦口9分别与测氢测试仪器、测水测试仪器、测氧测试仪器连接连接;进入步骤20;
56.步骤20:启动机器;将步骤s10中的伺服压机、测氢测试仪器、测水测试仪器、测氧测试仪器分别开启,并设置测试参数,设置参数完成后,进入步骤s30;
57.步骤s30:第一次密封,首先,在底部快换工装2上放入双极板40,伺服压机带动顶部快换工装7下降,并先接触安装在下底板1上的第一密封圈5,在伺服压机的压合力的作用下,第一密封圈5发生弹性变形,从而使第一空腔61和第二空腔11构成真空缓冲腔体,形成密闭的真空腔体;进入步骤s40;
58.步骤s40:第二次密封:随着伺服压机的压合力的继续增大,顶部快换工装7的下
移,并与第二密封圈3接触,并在伺服压机的压力力的作用下,设置在双极板40正反两面的密封圈41都会发生弹性变形,底部快换工装2和双极板40以及顶部快换工装7会在伺服压机的压合力的作用下,形成测试氢、测试水、测试氧的模拟待测腔体42;进入步骤s50;
59.步骤s50:泄漏测试:测氢测试仪器、测水测试仪器、测氧测试仪器分别通过极板抽真空及冲氦口9,对步骤s40中的所述测试氢、测试水、测试氧的模拟待测腔体42进行抽真空,待真空达到预设值以后,充入氦气,对所述测试氢、测试水、测试氧的模拟待测腔体42进行泄漏测试,记录上传数据,则进入步骤s60;
60.步骤s60,循环测试:伺服压机向上移动,停止后,取出双极板;测试完成后,进入步骤s30。
61.测试氢、测试水、测试氧的模拟待测腔体42的真空度均不相等。
62.本领域的普通技术人员可以理解,上述各实施方式是实现本发明的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本发明的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1