一种耐高温料盘形位尺寸的自动化测量和评判方法及系统与流程
1.本发明涉及工业自动化控制技术领域,涉及一种反复使用后的耐高温料盘是否能被继续使用的测量和评判方法及系统,具体涉及一种耐高温料盘形位尺寸的自动化测量和评判方法及系统。
背景技术:
2.在自动化生产线中,包括自动化的输送装置1000、镐齿毛坯的加工中心、热处理工序和装配工序,以及上料搬运机器人和装配机器人;输送装置1000包括闭环形的输送链1100和耐高温料盘1,输送链1100上设置有水平朝上的输送链定位面1110,输送链定位面1110上设置有竖直朝上的输送链定位销1120;耐高温料盘1底面四个角上有四个朝下的突台,突台上有水平朝下的下突台平面15,下突台平面15上设置有朝上通透的定位孔13,耐高温料盘1放置在输送链定位面1110上,输送链定位销1120插入定位孔13,使得耐高温料盘1在输送链1100上定位,随着输送链1100向前行走,经过各个功能区段;耐高温料盘1能被方便地取下,通过料盘机器人夹持住耐高温料盘1左右两侧的搬运夹持孔14来实现;耐高温料盘1的上表面11上设置多个置料孔12;镐齿自上向下包括三段,最上面一段是齿尖,中间一段是突肩,最下面一段是柄部,上料搬运机器人的机械手从上向下笼罩齿尖,夹持住突肩,把镐齿放入置料孔12,柄部的外圆柱面与置料孔12精密配合;装满镐齿的耐高温料盘1随着输送链1100运行,经过热处理区段;热处理区段包括一个加热隧道2100和一个冷却隧道2200,耐高温料盘1先后经过加热隧道2100和冷却隧道2200完成热处理工艺,然后运输到装配区段3000,组装机器人的机械手从上向下笼罩齿尖,夹持住突肩,把镐齿取下,使镐齿的柄部与产品装配体上相应的孔配合,完成装配;然后耐高温料盘1进入检测区域,由人工检测其外形轮廓的关键尺寸是否还符合使用要求。
3.所述的前方是指输送链1100水平运行的方向,相反的方向是后方,左右方向是与前后方向相垂直的水平方向。
4.耐高温料盘1具有一定的耐高温性能,在高温下表面很难氧化,也轻易不变形,尽管一次加热和冷却变形不大,可以忽略不计,但是长期反复地加热和冷却,微小变形经过长期积累到一定的程度,就可能不再符合使用要求,需要检测和评判,选出合格的继续使用,轻微变形的返修校正后使用,不合格的作废处理、返回铸造厂重新铸造成耐高温料盘。
5.耐高温料盘1变形的表现形式有:1.四个下突台平面15不在同一个平面上,即下平面的平面度偏差过大。
6.2.上表面11的平面度偏差过大。下平面的平面度和上表面11的平面度表现了耐高温料盘1的弯曲或/和扭曲程度,偏差过大则上面有的置料孔12位置高于预期的位置,或者其中心线与预期位置的中心线有角度偏差,导致组装机器人的机械手夹持不正,导致不能将镐齿顺利与产品装配体上相应的孔配合。
7.3.定位孔13的圆度偏差。定位孔13变成椭圆或者发生其它形式的变形,则料盘机器人不能顺利从输送链定位销1120上拔出来,重新放上去时定位孔13与输送链定位销1120
不能顺利配合。
8.4.定位孔13之间的位置度偏差。该偏差过大则多个定位孔13不能同时与输送链定位销1120顺利配合。
9.5.置料孔12的圆度偏差。置料孔12变成椭圆或者发生其它形式的变形,其尺寸偏离预期数值,则上料搬运机器人不能顺利把镐齿放入置料孔12;镐齿卡在置料孔12中,组装机器人不能顺利把镐齿拔出置料孔12,即使能拔出,也可能会导致镐齿在机械手中滑动错位,夹持方向、位置改变,导致下一步镐齿的柄部与产品装配体上相应的孔不能顺利配合。
10.6.置料孔12相对于定位孔13的位置度偏差。耐高温料盘1是依靠定位孔13精确定位的,该偏差过大则置料孔12偏离了预期位置,上料搬运机器人不能顺利把镐齿放入相应的置料孔12,组装机器人夹持镐齿歪斜,导致下一步镐齿的柄部与产品装配体上相应的孔不能顺利配合。
11.耐高温料盘1出现以上形式的变形后,导致各种故障发生,需要中断生产,排除故障才能继续,延误了生产时间,降低了生产效率。
12.以上所述的人工检测其外形轮廓的关键尺寸,是指由人工拿着游标卡尺测量各处的圆孔直径、平面度误差等。
13.人工检测耐高温料盘1的精确度差,使用同样的游标卡尺工人推拉游标的力度不同,得到的读数也不同;同样的游标位置,不同的工人读取的数字也有较小的差异;人工检测也很难保证每次都测量相同的位置,最终统计数据时,基准尺寸不统一,不能相互对照比较。测量尺寸不精确则造成对耐高温料盘1的误判,不合格的又流入到生产系统;置料孔12偏大的造成镐齿定位不精确,导致产品装配精度低;置料孔12偏小的、上平面或下平面的平面度误差较大的造成镐齿不能顺利装入置料孔12,产生故障,排除故障耽误生产,降低生产效率;人工一边测量尺寸一边记录,完成后还要录入计算机做各种计算,检测的工作效率较低,劳动强度较大,录入计算机时容易出现差错,主观性强,不同工人对同一个耐高温料盘可能会有不同的评判结果。
14.进行分析后可以确定哪些是可以继续使用的,哪些是需要作废的。
15.总之,人工测量生产效率低、测量精度差、主观性强;有时不适合继续使用的也混入生产线继续使用,生产中出现异常,经常需要停机排除异常或者故障,降低生产效率;有时适合继续使用的也被当作废品处理掉,重新铸造加工,造成资源浪费;当前的测量和评判模式很难与高效生产线相匹配,成为生产中的最大瓶颈。
技术实现要素:
16.本发明就是针对现有技术存在的上述不足,提供一种生产效率高、测量精度高、与高效生产线相匹配的耐高温料盘形位尺寸的自动化测量和评判方法及系统。
17.为实现上述目的,本发明提供如下技术方案:技术方案一,一种耐高温料盘形位尺寸的自动化测量方法,包括使用标识码扫描器读取耐高温料盘的耐高温标识码、通过耐高温标识码调取sql server数据库管理系统相应的档案数据、采集耐高温料盘的尺寸数据、保存耐高温料盘的档案数据至sql server数据库管理系统;所述的档案数据包括耐高温标识码和尺寸数据;
所述的尺寸数据包括耐高温料盘下平面的平面度数据、上平面的平面度数据、定位孔的直径数据、定位孔之间的位置关系数据、置料孔的直径数据和置料孔相对于定位孔的位置关系数据;采集下平面的平面度数据的步骤包括,把耐高温料盘置于检测台面上;设立一个三维数组botom(u,v,w),在四个下突台平面上分别选择一个测试点,四个测试点分别位于一个矩形的四个顶点上,三维数组botom(u,v,w)中的u代表第u列,u的取值范围是1至2的自然数;v代表第v行,v的取值范围是1至2的自然数;使用安装在检测台面下方的深度游标卡尺,它的深度杆向上伸出测量出下突台平面与检测台面之间的间距,测得的数值赋给w,单位是毫米;如果耐高温料盘的下平面有变形,则其中有两个或者三个下突台平面与检测台面相贴合,与检测台面没有贴合的下突台平面下方的深度游标卡尺,它的深度杆向上伸出,测量出下突台平面与检测台面之间的间距,与检测台面贴合的下突台平面下方的深度游标卡尺的深度杆不向上伸出,读数为零,间距为零;四个间距w数值的加和作为下平面的平面度数据;采集上平面的平面度数据的步骤包括,设立一个三维数组top(x,y,z),在上平面上选择九个测试点,九个测试点的位置分别是:四个角上各取一个测试点,四个角上的点连线成矩形,再取矩形四条边的四个中点,最后取矩形对角线交点,九个点排列为三行和三列的矩阵;三维数组top(x,y,z)中的x代表第x列,x的取值范围是1至3的自然数;y代表第y行,y的取值范围是1至3的自然数;使用长度自动测量系统自动测量测试点与检测台面之间的高度距离,单位是毫米,该高度距离值赋给z;九个数据值(z1,z2,
……
z9)的最大值减去最小值,作为上平面的平面度数据,即上平面的平面度数据=max(z1,z2,
……
z9)-min(z1,z2,
……
z9);采集定位孔的直径数据的步骤包括,设立一个五维数组locate(a,b,c,d,e);四个定位孔排列为两行和两列的矩阵;五维数组locate(a,b,c,d,e)中的a代表第a列,a的取值范围是1至2的自然数;b代表第b行,b的取值范围是1至2的自然数;使用长度自动测量系统沿着前后方向测量的定位孔的直径长度值赋给c,沿着相对前后方向逆时针旋转60度夹角测量的定位孔的直径长度值赋给d,沿着相对前后方向顺时针旋转60度夹角测量的定位孔的直径长度值赋给e,直径长度值的单位是毫米;采集定位孔之间的位置关系数据的步骤包括,设立一个二维数组betwlocate(f,g);其中的f代表第f个定位孔孔距数据,四个定位孔两两相互组合测量最近距离,前、后、左、右、左前-右后和右前-左后共六条定位孔距离线的定位孔孔距数据,分别记为第1、2、3、4、5和6条定位孔距离线,即f的取值为1至6的自然数;g则代表第f个定位孔孔距数据的数值,单位是毫米;采集置料孔的直径数据的步骤包括,设立一个五维数组spare(j,k,l,m,n);本实施例二十个置料孔排列为四行、五列的矩阵;五维数组spare(j,k,l,m,n)中的j代表第j列,j的取值范围是1至5的自然数;k代表第k行,k的取值范围是1至4的自然数;使用长度自动测量系统沿着前后方向测量的置料孔的直径长度值赋给l,沿着相对前后方向逆时针旋转60度夹角测量的置料孔的直径长度值赋给m,沿着相对前后方向顺时针旋转60度夹角测量的置料孔的直径长度值赋给n,直径长度值的单位是毫米;采集置料孔相对于定位孔的位置关系数据的步骤包括,设立一个四维数组
betwspare(j,k,p,q),其中的j、k与采集置料孔的直径数据的步骤中的j、k含义相同,p代表测试的置料孔与右前角上定位孔之间的最小距离,q代表测试的置料孔与右后角上定位孔之间的最小距离,即各条置料孔位置线的长度,单位是毫米;所述的档案数据还包括耐高温料盘的测量次数序列号nc,用于对测量次数记数,新耐高温料盘的测量次数序列号nc为零,第一次测量则该序列号nc加1后再赋值给nc,nc变为1,每测量一次则该序列号就加1;所述的每测量一次是指测量上面所述的“耐高温料盘下平面的平面度数据、上平面的平面度数据、定位孔的直径数据、定位孔之间的位置关系数据、置料孔的直径数据和置料孔相对于定位孔的位置关系数据”得到所有这些数据;测量次数序列号nc能给用户提供有参考价值的耐高温料盘的使用寿命期参考指标。
18.所述的档案数据还包括其它数据,所述的其它数据包括本次测量的日期数据、本次测量的时间数据、历史测量数据及其测量日期、历史校正数据及其校正日期、使用的材质、热处理工艺等等。
19.所述的耐高温标识码通过电腐蚀打标技术雕刻在耐高温料盘表面。电腐蚀打标技术是以电化学过程为基础,模板上的文字和图形通过电压正负极的作用,带正电荷的打标液离子移动到负极,并与负极表面所产生的碱性物质作用形成黑色耐高温、不溶解物,沉积于工件表面,即使返复经过加热隧道和冷却隧道也不会褪色。
20.所述的耐高温标识码是指条形码或者二维码,所述的二维码包括矩形二维码和圆形二维码,所述的圆形二维码包括射线型圆形二维码和环线型圆形二维码。
21.通过以上耐高温料盘形位尺寸的自动化测量方法达到测量和保存耐高温料盘关键尺寸的目的。完成后还要通过以下的评判方法对耐高温料盘的使用性能进行评判。
22.技术方案二,一种耐高温料盘形位尺寸的自动化评判方法,包括使用标识码扫描器读取耐高温料盘的耐高温标识码、通过耐高温标识码调取sql server数据库管理系统相应的档案数据、对耐高温料盘使用性能的中间评判过程、最终评判过程和保存评判结果数据至sql server数据库管理系统;所述的耐高温标识码同技术方案一中的耐高温标识码;所述的档案数据包括耐高温标识码和尺寸数据,所述的尺寸数据同技术方案一中的尺寸数据;另外还包括中间评判标准、中间评判结果、最终评判标准和最终评判结果;所述的中间评判标准包括:下平面的平面度评判标准、上平面的平面度评判标准、定位孔直径评判标准、定位孔之间的位置关系评判标准、置料孔直径的评判标准、置料孔相对于定位孔的位置关系评判标准和最终评判标准;所述的中间评判过程包括,把尺寸数据与中间评判标准进行比对,与符合要求的标准项相配匹,并得出相应的中间评判结果;所述的中间评判结果分为下平面的平面度评判结果、上平面的平面度评判结果、定位孔直径评判结果、定位孔之间的位置关系评判结果、置料孔直径的评判结果和置料孔相对于定位孔的位置关系评判结果;所述的中间评判结果包括:合格、返修校正后使用和作废;所述的下平面的平面度评判标准包括:下平面度标准一、下平面度标准二和下平面度标准三;对于主参数是630至1000毫米的下平面,其下平面的平面度评判标准具体为:
下平面度标准一:下平面的平面度数据≤80μm;这时的评判结果为:合格;下平面度标准二:下平面的平面度数据的取值在80<下平面的平面度数据≤600μm;这时的评判结果为:返修校正后使用;下平面度标准三:下平面的平面度数据>600μm;这时的评判结果为:作废;中间评判过程包括,把下平面的平面度数据610与下平面的平面度评判标准进行比对,与符合要求的标准项相配匹,并得出相应的下平面的平面度评判结果;下平面的平面度评判结果包括:合格、返修校正后使用和作废;所述的上平面的平面度评判标准包括:上平面度标准一、上平面度标准二和上平面度标准三;对于主参数大于630且小于或等于1000毫米的上平面,其上平面的平面度评判标准具体为:上平面度标准一:上平面的平面度数据上平面的平面度数据≤80μm;这时的评判结果为:合格;上平面度标准二:上平面的平面度数据的取值范围为80<上平面的平面度数据≤600μm;这时的评判结果为:返修校正后使用;上平面度标准三:上平面的平面度数据>600μm;评判结果为:作废;中间评判过程还包括,把上平面的平面度数据与上平面的平面度评判标准进行比对,与符合要求的标准项相配匹,并得出相应的上平面的平面度评判结果;上平面的平面度评判结果包括:合格、返修校正后使用和作废;所述的定位孔直径评判标准包括:定位孔圆度标准一、定位孔圆度标准二和定位孔圆度标准三;定位孔变成椭圆形或者发生不规则变形,直径变小的可以扩孔至符合要求后使用,直径过大的不可以返修使用,作废处理;对于基准直径大于φ30且小于或等于φ50毫米的定位孔直径评判标准具体为:定位孔圆度标准一:某定位孔的三个直径长度c、d和e全部大于基准直径的1.001倍且全部不大于基准直径的1.0015倍;这时的评判结果为:合格;可以继续使用,镐齿的柄部能顺利地插入孔内,定位精度也满足使用要求;定位孔圆度标准二:某定位孔的三个直径长度c、d和e至少有一个小于基准直径的1.001倍且全部不大于基准直径的1.0015倍;这时的评判结果为:返修校正后使用;把定位孔扩大至每一个直径处都在1.001倍至1.0015倍之间,符合定位孔圆度标准一就可以继续使用;定位孔圆度标准三:某定位孔的三个直径长度c、d和e至少有一个大于基准直径的1.0015倍;这时的评判结果为:作废;某个方向的直径尺寸过大,则不能使镐齿准确定位,且没有修复价值;中间评判过程还包括,把定位孔的直径数据与定位孔直径评判标准进行比对,与符合要求的标准项相配匹,并得出相应的定位孔直径评判结果;定位孔直径评判结果包括:合格、返修校正后使用和作废;所述的定位孔之间的位置关系评判标准包括:定位孔位置评判标准一和定位孔位置评判标准二;定位孔位置评判标准一:对于大于600且小于或等于1100毫米的孔距基准尺寸,定
位孔孔距数据g在基准尺寸的正负0.01%范围内,本技术方案中的六个基准尺寸的数值分别是650毫米、1000毫米和1047.1毫米,其实测数值分别落入650
±
0.01%毫米、1000
±
0.01%毫米和1047.1
±
0.01%毫米的范围内就符合要求;符合定位孔位置评判标准一的评判结果为:合格;定位孔位置评判标准二为:不符合定位孔位置评判标准一;符合定位孔位置评判标准二的评判结果为:作废;中间评判过程还包括,把定位孔之间的位置关系数据与定位孔之间的位置关系评判标准进行比对,与符合要求的标准项相配匹,并得出相应的定位孔之间的位置关系评判结果;定位孔之间的位置关系评判结果包括:合格和作废;所述的置料孔直径的评判标准包括:置料孔圆度标准一、置料孔圆度标准二和置料孔圆度标准三;置料孔变成椭圆形或者发生不规则变形,直径变小的可以扩孔后使用,直径过大的不可以返修使用,作废处理;对于基准直径为大于φ50且小于或等于φ80毫米的置料孔直径评判标准具体为:置料孔圆度标准一:某置料孔的三个直径长度l、m和n全部大于基准直径的1.0007倍且全部不大于基准直径的1.0011倍,即大于70.049毫米且不大于70.077毫米;这时的评判结果为:合格;可以继续使用;置料孔圆度标准二:某置料孔的三个直径长度l、m和n至少有一个小于基准直径的1.0007倍且全部不大于基准直径的1.0011倍;这时的评判结果为:返修校正后使用;把定位孔扩大至符合定位孔圆度标准一就可以继续使用;置料孔圆度标准三:某置料孔的三个直径长度l、m和n至少有一个大于基准直径的1.0011倍;这时的评判结果为:作废;某个方向的直径尺寸过大,则不能使镐齿准确定位,也不能修复使用;中间评判过程还包括,把置料孔的直径数据与置料孔直径的评判标准进行比对,与符合要求的标准项相配匹,并得出相应的置料孔直径的评判结果;置料孔直径的评判结果包括:合格、返修校正后使用和作废;所述的置料孔相对于定位孔的位置关系评判标准包括:置料孔位置评判标准一和置料孔位置评判标准二;置料孔位置评判标准一为:置料孔孔距数据p或q的距离符合以下要求:当p或q的数值大于29且小于或等于100毫米时,在
±
0.1%的范围内即符合要求;当p或q的数值大于100且小于或等于250毫米时,在
±
0.07%的范围内即符合要求;当p或q的数值大于250且小于或等于600毫米时,在
±
0.03%的范围内即符合要求;当p或q的数值大于600且小于或等于1000毫米时,在
±
0.01%的范围内即符合要求;符合置料孔位置评判标准一的评判结果为:合格;可以继续使用;置料孔位置评判标准二为:不符合置料孔位置评判标准一;符合置料孔位置评判标准二的评判结果为:作废;中间评判过程还包括,把置料孔相对于定位孔的位置关系数据与置料孔相对于定位孔的位置关系评判标准进行比对,与符合要求的标准项相配匹,并得出相应的置料孔相
对于定位孔的位置关系评判结果;置料孔相对于定位孔的位置关系评判结果包括:合格和作废;最终评判标准包括:最终评判标准一、最终评判标准二和最终评判标准三;最终评判标准一是指:使用六项评判标准“下平面的平面度评判标准、上平面的平面度评判标准、定位孔直径评判标准、定位孔之间的位置关系评判标准、置料孔直径的评判标准和置料孔相对于定位孔的位置关系评判标准”对尺寸数据评判的结果全部为合格;最终评判标准二是指:使用六项评判标准评判的结果至少有一项为“返修校正后使用”,并且没有一项为“作废”,则最终的评判结果为“返修校正后使用”;最终评判标准三是指:使用六项评判标准评判的结果至少有一项为“作废”;符合最终评判标准一的最终评判结果是:1.合格;返回到镐齿毛坯的加工中心工段重新装镐齿毛坯;符合最终评判标准二的最终评判结果是:2.返修校正后使用;运向维修车间返修校正,合格后返回到镐齿毛坯的加工中心工段重新装镐齿毛坯;符合最终评判标准三的最终评判结果是:3.作废;运到铸造工厂重新铸造成耐高温料盘。
23.最终评判过程包括,把中间评判结果的集合与最终评判标准相匹配,得出最终评判结果。
24.所述的档案数据还包括耐高温料盘的评判次数序列号np,用于对评判次数记数,新耐高温料盘的评判次数序列号np为零,每得到一次最终评判结果则该序列号就增加1。
25.所述的档案数据还包括评判日期数据和评判时间数据。
26.以上技术方案一与技术方案二组合使用,先通过技术方案一采集数据,后通过技术方案二通过尺寸数据与评判标准比对对耐高温料盘的质量状况做出评判,就能达到耐高温料盘形位尺寸的自动化测量和评判的目的。这样很全面地掌握每一个耐高温料盘的每一个关键尺寸的变动情况,在生产新的耐高温料盘时可以分析测量和评判的结果,对于变形严重、变形频次高的部位采取相应的技术手段,以期望在以后生产的耐高温料盘中减轻相应部位的变形、降低变形频次、延长使用寿命。
27.但是,技术方案一与技术方案二组合使用也会多浪费较多的时间,比如当采集完毕下平面的平面度数据,凭这些数据足以判定该耐高温料盘作废时,还要继续采集完剩余的全部数据,还要凭剩余的全部数据继续评判该耐高温料盘的情况,这就延长了生产时间,降低了生产效率。在下面的技术方案三中,采集和评判穿插进行,就可以节省一部分生产时间。
28.技术方案三,一种耐高温料盘形位尺寸的自动化测量和评判方法,包括使用标识码扫描器读取耐高温料盘的耐高温标识码、通过耐高温标识码调取sql server数据库管理系统相应的档案数据、“采集与评判耐高温料盘的尺寸数据”、保存耐高温料盘的档案数据至sql server数据库管理系统和保存评判结果数据至sql server数据库管理系统;其中的“采集与评判耐高温料盘的尺寸数据”包括步骤:采集下平面的平面度数据;把下平面的平面度数据与下平面的平面度评判标准进行比对,得到下平面的平面度评判结果;
下平面的平面度评判结果包括:合格、返修校正后使用和作废;如果下平面的平面度评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3.作废”;采集上平面的平面度数据;把上平面的平面度数据与上平面的平面度评判标准进行比对,得到上平面的平面度评判结果;上平面的平面度评判结果包括:合格、返修校正后使用和作废;如果上平面的平面度评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3.作废”;采集定位孔的直径数据;定位孔的直径数据与定位孔直径评判标准进行比对,得出定位孔直径评判结果;定位孔直径评判结果包括:合格、返修校正后使用和作废;如果定位孔直径评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3.作废”;采集定位孔之间的位置关系数据;把定位孔之间的位置关系数据与定位孔之间的位置关系评判标准进行比对,得出定位孔之间的位置关系评判结果;定位孔之间的位置关系评判结果包括:合格和作废;如果定位孔之间的位置关系评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3.作废”;采集置料孔的直径数据;把置料孔的直径数据与三个置料孔直径的评判标准进行比对,得出置料孔直径的评判结果;置料孔直径的评判结果包括:合格、返修校正后使用和作废;如果置料孔直径的评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3. 作废”;采集置料孔相对于定位孔的位置关系数据;把置料孔相对于定位孔的位置关系数据与置料孔相对于定位孔的位置关系评判标准进行比对,得出置料孔相对于定位孔的位置关系评判结果;置料孔相对于定位孔的位置关系评判结果包括:合格和作废;如果置料孔相对于定位孔的位置关系评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3. 作废”;把中间评判结果的集合与最终评判标准相匹配,得出最终评判结果;最终评判标准包括:最终评判标准一、最终评判标准二和最终评判标准三;最终评判结果包括:1.合格;2.返修校正后使用;3. 作废。
29.根据该最终评判结果对耐高温料盘进行分类处置。
30.以上未清楚说明的技术特征请参阅技术方案一和技术方案二。
31.技术方案四,一种实施耐高温料盘形位尺寸的自动化测量方法的测量系统,包括
sql server数据库管理系统、plc可编程控制器、耐高温标识码读取模块和数据采集模块;耐高温标识码读取模块和数据采集模块分别与plc可编程控制器相联,sql server数据库管理系统与plc可编程控制器相联;plc可编程控制器发送指令,耐高温标识码读取模块使用标识码扫描器读取耐高温料盘的耐高温标识码,通过耐高温标识码调取sql server数据库管理系统相应的档案数据;plc可编程控制器发送指令,数据采集模块采集数据,并把采集到的数据保存到sql server数据库管理系统;所述的数据采集模块包括下平面的平面度数据采集模块、上平面的平面度数据采集模块、定位孔的直径数据采集模块、定位孔之间的位置关系数据采集模块、置料孔的直径数据采集模块和置料孔相对于定位孔的位置关系数据采集模块;所述的下平面的平面度数据采集模块用于采集下平面的平面度数据;所述的上平面的平面度数据采集模块用于采集上平面的平面度数据;所述的定位孔的直径数据采集模块用于采集定位孔的直径数据;所述的定位孔之间的位置关系数据采集模块用于采集定位孔之间的位置关系数据;所述的置料孔的直径数据采集模块用于采集置料孔的直径数据;所述的置料孔相对于定位孔的位置关系数据采集模块用于采集置料孔相对于定位孔的位置关系数据。
32.还包括测量次数序列号赋新值模块;测量次数序列号赋新值模块用于对测量次数记数,每测量一次则测量次数序列号nc就增加1;测量次数序列号nc能给用户提供有参考价值的耐高温料盘的使用寿命期。
33.还包括测量日期数据模块和测量时间数据模块;测量日期数据模块和测量时间数据模块用于获取测量的当前日期和时间,并保存到sql server数据库管理系统,这样便于日后对数据查询。
34.以上未清楚说明的技术特征请参阅技术方案一。
35.技术方案五,一种实施技术方案二中耐高温料盘形位尺寸的自动化评判方法的评判系统,包括sql server数据库管理系统、plc可编程控制器、耐高温标识码读取模块和评判标准模块;耐高温标识码读取模块和数据采集模块分别与plc可编程控制器相联,sql server数据库管理系统与plc可编程控制器相联;plc可编程控制器发送指令,耐高温标识码读取模块使用标识码扫描器读取耐高温料盘的耐高温标识码,通过耐高温标识码调取sql server数据库管理系统相应的档案数据;所述的档案数据包括尺寸数据;所述的尺寸数据包括技术方案一中提到的下平面的平面度数据、上平面的平面度数据、定位孔的直径数据、定位孔之间的位置关系数据、置料孔的直径数据和置料孔相对于定位孔的位置关系数据;所述的评判标准模块包括中间评判标准模块和最终评判标准模块;所述的中间评判标准模块包括下平面的平面度评判标准模块、上平面的平面度评判标准模块、定位孔直径评判标准模块、定位孔之间的位置关系评判标准模块、置料孔直径
的评判标准模块和置料孔相对于定位孔的位置关系评判标准模块;所述的下平面的平面度评判标准模块处理下平面的平面度数据并得出合格、返修校正后使用或作废的中间评判结果;所述的上平面的平面度评判标准模块处理上平面的平面度数据并得出合格、返修校正后使用或作废的中间评判结果;所述的定位孔直径评判标准模块处理定位孔的直径数据并得出合格、返修校正后使用或作废的中间评判结果;所述的定位孔之间的位置关系评判标准模块处理定位孔之间的位置关系数据并得出合格或作废的中间评判结果;所述的置料孔直径的评判标准模块处理置料孔的直径数据并得出合格、返修校正后使用或作废的中间评判结果;所述的置料孔相对于定位孔的位置关系评判标准模块处理置料孔相对于定位孔的位置关系数据并得出合格或作废的中间评判结果;所述的最终评判标准模块处理中间评判结果得出合格、返修校正后使用或作废的最终评判结果。
36.以上未清楚说明的技术特征请参阅技术方案一和技术方案二。
37.本发明的有益效果是:自动化和智能化测量与评判耐高温料盘的形位尺寸,测量精度高、测量标准统一、测量结果客观,大幅提升了生产效率;对测量数据进行统计分析,对铸造新的耐高温料盘能提供有价值的参考意见。
附图说明
38.图1是实施例1中耐高温料盘形位尺寸的自动化测量方法的流程图;图2是实施例2中耐高温料盘形位尺寸的自动化评判方法的流程图;图3是实施例4中耐高温料盘形位尺寸的自动化测量系统的结构框图;图4是实施例5中耐高温料盘形位尺寸的自动化评判系统的结构框图;图5是本发明所配套使用的机械结构的三维结构示意图;图6是实施例1中耐高温料盘1和检测台2相对位置关系示意图;图7是实施例1中耐高温料盘1的俯视图;图8是深度游标卡尺23测量下突台平面15与检测台面21之间间距的示意图;图9是长度自动测量系统自动测量置料孔12的直径的三维结构示意图;图10是长度自动测量系统自动测量置料孔12与右后角上定位孔13之间的最小距离的三维结构示意图;图11是长度自动测量系统自动测量上表面平面度测试点111与检测台面21之间的距离的三维结构示意图,图中所示的是长度游标卡尺7000测量不同的上表面平面度测试点111时的多个摆放位置。
39.图中:1-耐高温料盘;11-上表面;111-上表面平面度测试点;12-置料孔;121-置料孔直径线;122-置料孔位置线;13-定位孔;131-定位孔直径线;132-定位孔距离线;14-搬运夹持孔;15-下突台平面;16-耐高温标识码;2-检测台;21-检测台面;22-检测台定位销;23-深度
游标卡尺;231-深度杆;232-深度尺定尺;233-深度尺电器盒;234-深度尺气缸;24-深度杆避让孔;3-sql server数据库管理系统;4-plc可编程控制器;5-耐高温标识码读取模块;61-下平面的平面度数据采集模块;62-上平面的平面度数据采集模块;63-定位孔13的直径数据采集模块;64-定位孔13之间的位置关系数据采集模块;65-置料孔12的直径数据采集模块;66-置料孔12相对于定位孔13的位置关系数据采集模块;610-下平面的平面度数据;620-上平面的平面度数据;630-定位孔13的直径数据;640-定位孔13之间的位置关系数据;650-置料孔12的直径数据;660-置料孔12相对于定位孔13的位置关系数据;7-测量次数序列号赋新值模块;81-测量日期数据模块;82-测量时间数据模块;91-下平面的平面度评判标准模块;92-上平面的平面度评判标准模块;93-定位孔13直径评判标准模块;94-定位孔13之间的位置关系评判标准模块;95-置料孔12直径的评判标准模块;96-置料孔12相对于定位孔13的位置关系评判标准模块;97-最终评判标准模块;70-评判次数序列号赋新值模块;810-评判日期数据模块;820-评判时间数据模块。
40.0000-装镐齿区段;1000-输送装置;1100-输送链;1110-输送链定位面;1120-输送链定位销;1130-销下托板;2100-加热隧道;2200-冷却隧道;3000-装配区段;4000-转运组件;5000-标识码扫描器;6000-测量机器人;7000-长度游标卡尺;7100-第一长度定尺;7110-第一卡爪;7120-第三卡爪;7130-长度尺深度定爪;7200-第二长度定尺;7210-第二卡爪;7220-第四卡爪;7230-长度尺深度杆;7300-长度尺气缸;8100-合格品输送机;8200-返修品输送机;8300-作废品输送机。
具体实施方式
41.下面将结合实施例及附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
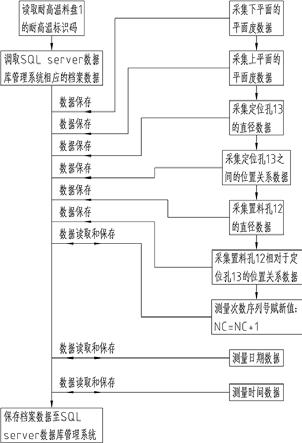
42.实施例1,一种耐高温料盘形位尺寸的自动化测量方法,包括使用标识码扫描器5000读取耐高温料盘1的耐高温标识码16、通过耐高温标识码16调取sql server数据库管理系统相应的档案数据、采集耐高温料盘1的尺寸数据、保存耐高温料盘1的档案数据至sql server数据库管理系统;所述的档案数据包括耐高温标识码16和尺寸数据;耐高温标识码16与该加工厂内的耐高温料盘1一一对应,一个耐高温标识码16对应于唯一的、特定的一个耐高温料盘1;所述的尺寸数据包括耐高温料盘1下平面的平面度数据610、上平面的平面度数据620、定位孔13的直径数据630、定位孔13之间的位置关系数据640、置料孔12的直径数据650和置料孔12相对于定位孔13的位置关系数据660;采集下平面的平面度数据610的步骤包括,把耐高温料盘1置于检测台面21上;设立一个三维数组botom(u,v,w),在四个下突台平面15上分别选择一个测试点,四个测试点分别位于一个矩形的四个顶点上,三维数组botom(u,v,w)中的u代表第u列,u的取值范围是1至2的自然数;v代表第v行,v的取值范围是1至2的自然数;使用安装在检测台面21下方的深度游标卡尺23,它的深度杆231向上伸出测量出下突台平面15与检测台面21之间的间距,
测得的数值赋给w,单位是毫米;如果耐高温料盘1的下平面有变形,则其中有两个或者三个下突台平面15与检测台面21相贴合,与检测台面21没有贴合的下突台平面15下方的深度游标卡尺23向上伸出,测量出下突台平面15与检测台面21之间的间距,与检测台面21贴合的下突台平面15下方的深度游标卡尺23不向上伸出,读数为零,间距为零;四个间距w数值的加和作为下平面的平面度数据610;所述的深度游标卡尺23是指智能游标卡尺;授权公告号为cn204514217u的中国专利,专利名称为智能游标卡尺,其构成为计算机、游标卡尺本体和单片机系统,所述单片机系统集成在游标卡尺本体的游标上,所述单片机系统通过无线方式与计算机连接。所述单片机系统包括显示屏,信号灯,电源接口和模式按钮;一个单片机安装在游标内部,单片机连接显示屏,信号灯,电源接口和模式按钮。该专利产品将测量数据直接导入计算机并自动生成报告,减少人为输入的失误,实行数字化管理,减少技术人员的劳动量,提高效率,减少纸张的浪费,节能环保,无污染;缩短产品报告时间,便于及时与客户沟通,减少不良品的概率。该专利可以推广到三坐标等测量仪器。本实施例在该智能游标卡尺的基础上修改为深度游标卡尺23,修改后的深度游标卡尺23包括电控系统、深度游标卡尺本体和第一单片机系统,深度游标卡尺本体包括深度尺动尺、深度尺定尺232和深度尺气缸234,所述的深度尺定尺232固定安装在检测台面21下面,所述的深度尺动尺包括深度杆231,所述的深度尺气缸234的缸体和深度尺定尺232固定联接,所述的深度尺气缸234的缸杆末端和深度尺动尺固定联接,所述的在深度杆231正上方的检测台面21对应位置上设有深度杆避让孔24;所述第一单片机系统集成在深度游标卡尺本体上,所述第一单片机系统通过有线或者无线方式与电控系统连接;所述的深度尺气缸234驱动深度尺动尺向上平移,所述的深度杆231通过深度杆避让孔24向上伸出,直到压在下突台平面15上,遇到阻力而停止,所述的深度杆231伸到检测台面21以上的距离就是要获取的下突台平面15与检测台面21之间的间距,所述的深度游标卡尺本体识别该间距数值,并通过第一单片机系统传输给电控系统;采集上平面的平面度数据620的步骤包括,设立一个三维数组top(x,y,z),在上平面上选择九个测试点,九个测试点的位置分别是:四个角上各取一个测试点,四个角上的点连线成矩形,再取矩形四条边的四个中点,最后取矩形对角线交点,九个点排列为三行和三列的矩阵;九个测试点的位置如图7中的上表面平面度测试点111所示;三维数组top(x,y,z)中的x代表第x列,x的取值范围是1至3的自然数;y代表第y行,y的取值范围是1至3的自然数;使用长度自动测量系统自动测量上表面平面度测试点111与检测台面21之间的高度距离,单位是毫米,该高度距离值赋给z;九个数据值(z1,z2,
……
z9)的最大值减去最小值,作为上平面的平面度数据620,即上平面的平面度数据620=max(z1,z2,
……
z9)-min(z1,z2,
……
z9) ,单位是毫米;采集定位孔13的直径数据630的步骤包括,设立一个五维数组locate(a,b,c,d,e);四个定位孔13排列为两行和两列的矩阵;五维数组locate(a,b,c,d,e)中的a代表第a列,a的取值范围是1至2的自然数;b代表第b行,b的取值范围是1至2的自然数;使用长度自动测量系统沿着前后方向测量的定位孔13的直径长度值赋给c,沿着相对前后方向逆时针旋转60度夹角测量的定位孔13的直径长度值赋给d,沿着相对前后方向顺时针旋转60度夹角测量的定位孔13的直径长度值赋给e,直径长度值的单位是毫米;采集定位孔13之间的位置关系数据640的步骤包括,设立一个二维数组
betwlocate(f,g);其中的f代表第f个定位孔孔距数据,四个定位孔13两两相互组合测量最近距离,即图7中所示的定位孔距离线132的长度,前、后、左、右、左前-右后和右前-左后共六条定位孔距离线132的定位孔孔距数据,分别记为第1、2、3、4、5和6条定位孔距离线132,即f的取值为1至6的自然数;使用长度自动测量系统自动测量得到的定位孔距离线132的六个长度分别赋给g,g则代表第f个定位孔孔距数据的数值,单位是毫米;采集置料孔12的直径数据650的步骤包括,设立一个五维数组spare(j,k,l,m,n);本实施例二十个置料孔12排列为四行、五列的矩阵;五维数组spare(j,k,l,m,n)中的j代表第j列,j的取值范围是1至5的自然数;k代表第k行,k的取值范围是1至4的自然数;使用长度自动测量系统沿着前后方向测量的置料孔12的直径长度值赋给l,沿着相对前后方向逆时针旋转60度夹角测量的置料孔12的直径长度值赋给m,沿着相对前后方向顺时针旋转60度夹角测量的置料孔12的直径长度值赋给n,直径长度值的单位是毫米;采集置料孔12相对于定位孔13的位置关系数据660的步骤包括,设立一个四维数组betwspare(j,k,p,q),其中的j、k与采集置料孔12的直径数据650的步骤中的j、k含义相同,使用长度自动测量系统自动化测量得到的置料孔12与右前角上定位孔13之间的最小距离值赋给p,自动化测量得到的置料孔12与右后角上定位孔13之间的最小距离值赋给q,即如图7中所示置料孔位置线122的长度,单位是毫米;所述的长度自动测量系统包括测量机器人6000和长度游标卡尺7000;所述的长度游标卡尺7000是指授权公告号为cn204514217u的智能游标卡尺;本实施例在该智能游标卡尺的基础上修改为长度游标卡尺7000,修改后的长度游标卡尺7000包括电控系统、长度游标卡尺本体和第二单片机系统,长度游标卡尺本体包括第一长度定尺7100、第二长度定尺7200和长度尺气缸7300;所述的第二长度定尺7200和测量机器人6000的机械臂末端固定联接;所述的第一长度定尺7100包括第一卡爪7110、第三卡爪7120和长度尺深度定爪7130;所述的第二长度定尺7200包括第二卡爪7210、第四卡爪7220和长度尺深度杆7230;所述长度尺气缸7300的缸体和第一长度定尺7100固定联接,所述长度尺气缸7300的缸杆和第二长度定尺7200固定联接;所述的第一卡爪7110和第二卡爪7210组成一对相匹配的测试卡爪,用于检测内孔直径,如图9所示是测量置料孔12直径的实施例,测量机器人6000带动长度游标卡尺7000移动,使第一卡爪7110和第二卡爪7210伸入到置料孔12内,使第二卡爪7210靠紧测量置料孔12直径的前端,长度尺气缸7300驱动第一长度定尺7100移动,使第一卡爪7110靠紧测量置料孔12直径的后端,第一卡爪7110遇到阻力而停止,此时长度游标卡尺本体获取的值数是置料孔12前后方向的直径,履给变量l;同样地,测量机器人6000带动长度游标卡尺7000移动,测量相对前后方向逆时针旋转60度和顺时针旋转60度的直径的数值,分别履给m和n;所述的第一卡爪7110和第二卡爪7210组成的一对测试卡爪也用于检测定位孔13的直径,与检测置料孔12的直径步骤相同,不再重述;所述的第三卡爪7120和第四卡爪7220组成一对相匹配的测试卡爪,用于检测两个孔之间的距离,如图10所示测量置料孔12和右后角上定位孔13的距离,测量机器人6000带动长度游标卡尺7000移动,使第三卡爪7120伸入到置料孔12内,第四卡爪7220伸入到定位孔13内,第四卡爪7220靠紧定位孔13内靠近置料孔12的一侧,长度尺气缸7300驱动第一长度定尺7100移动,使第三卡爪7120靠紧置料孔12内靠近定位孔13的一侧,遇到阻力后停止,
此时长度游标卡尺本体获取的值数是置料孔12与右后角上定位孔13之间的最小距离值,赋给q;其它的两个孔之间间距的测量步骤与上述步骤相同,不再重复描述;所述的长度尺深度定爪7130和长度尺深度杆7230组成一对相匹配的测试卡爪,用于检测上表面平面度测试点111与检测台面21之间的距离,如图11所示,测量机器人带动长度游标卡尺7000移动,使长度尺深度杆7230朝下,末端靠紧检测台面21,长度尺深度杆7230可以在耐高温料盘1外围,也可以长度尺深度杆7230穿过置料孔12后靠紧检测台面21,然后长度尺气缸7300驱动第一长度定尺7100移动,使长度尺深度定爪7130压紧上表面平面度测试点111,遇到阻力后停止,此时长度游标卡尺本体获取的数值是上表面平面度测试点111与检测台面21之间的高度距离数值z;所获取的数据通过第二单片机系统传输给电控系统。
43.所述的档案数据还包括耐高温料盘1的测量次数序列号nc,用于对测量次数记数,新耐高温料盘1的测量次数序列号nc为零,第一次测量则该序列号nc加1后再赋值给nc,nc变为1,每测量一次则该序列号就加1;所述的每测量一次是指测量上面所述的“耐高温料盘1下平面的平面度数据610、上平面的平面度数据620、定位孔13的直径数据630、定位孔13之间的位置关系数据640、置料孔12的直径数据650和置料孔12相对于定位孔13的位置关系数据”得到所有这些数据;测量次数序列号nc能给用户提供有参考价值的耐高温料盘1的使用寿命期参考指标。
44.所述的档案数据还包括其它数据,所述的其它数据包括本次测量的日期数据、本次测量的时间数据、历史测量数据及其测量日期、历史校正数据及其校正日期、使用的材质、热处理工艺等等。
45.所述的耐高温标识码16通过电腐蚀打标技术雕刻在耐高温料盘1表面。电腐蚀打标技术是以电化学过程为基础,模板上的文字和图形通过电压正负极的作用,带正电荷的打标液离子移动到负极,并与负极表面所产生的碱性物质作用形成黑色耐高温、不溶解物,沉积于工件表面,即使返复经过加热隧道和冷却隧道也不会褪色。
46.所述的耐高温标识码16是指条形码或者二维码,所述的二维码包括矩形二维码和圆形二维码,所述的圆形二维码包括射线型圆形二维码和环线型圆形二维码。本实施例还包括转运组件4000,转运组件4000负责把待检测和评判的耐高温料盘1从输送装置1000上自动转运到检测台面21上,并使检测台定位销22与定位孔13配合。
47.实施例2,一种耐高温料盘形位尺寸的自动化评判方法,包括使用标识码扫描器5000读取耐高温料盘1的耐高温标识码16、通过耐高温标识码16调取sql server数据库管理系统相应的档案数据、对耐高温料盘1使用性能的中间评判过程、最终评判过程和保存评判结果数据至sql server数据库管理系统;所述的耐高温标识码16同实施例1中的耐高温标识码;所述的档案数据包括耐高温标识码16和尺寸数据,所述的尺寸数据同实施例1中的尺寸数据;另外还包括中间评判标准、中间评判结果、最终评判标准、最终评判结果和评判次数序列号np;所述的中间评判标准包括:下平面的平面度评判标准、上平面的平面度评判标准、定位孔13直径评判标准、定位孔13之间的位置关系评判标准、置料孔12直径的评判标准和置料孔12相对于定位孔13的位置关系评判标准;中间评判过程包括,把尺寸数据与评判标准进行比对,与符合要求的标准项相配
匹,并得出相应的中间评判结果;中间评判结果包括:合格、返修校正后使用和作废;所述的下平面的平面度评判标准包括:下平面度标准一、下平面度标准二和下平面度标准三;本实施例中使用的耐高温料盘1长度为950毫米,宽度为800毫米,所述的长度和宽度是主参数,所述的主参数是指化学工业出版社出版、成大先主编的第五版《机械设计手册》第1卷,第2篇,第3章,5:形状和位置公差的公差值或数系表及应用举例,表2-3-21中的主参数;下平面度标准一为:下平面的平面度数据610不低于8级精度,即下平面的平面度数据≤80μm;这时的评判结果为:合格;下平面度标准二为:下平面的平面度数据610高于8级精度且不低于12级精度,即80<下平面的平面度数据≤600μm;这时的评判结果为:返修校正后使用;下平面度标准三为:下平面的平面度数据610低于12级精度,即下平面的平面度数据>600μm;这时的评判结果为:作废;中间评判过程包括,把下平面的平面度数据610与下平面的平面度评判标准进行比对,与符合要求的标准项相配匹,并得出相应的下平面的平面度评判结果;下平面的平面度评判结果包括:合格、返修校正后使用和作废;所述的上平面的平面度评判标准包括:上平面度标准一、上平面度标准二和上平面度标准三;上平面度标准一为:上平面的平面度数据620不低于8级精度,即上平面的平面度数据620≤80μm;这时的评判结果为:合格;上平面度标准二为:上平面的平面度数据620高于8级精度且不低于12级精度,即80<上平面的平面度数据620≤600μm;这时的评判结果为:返修校正后使用;上平面度标准三为:上平面的平面度数据620低于12级精度,即上平面的平面度数据620>600μm;评判结果为:作废;中间评判过程还包括,把上平面的平面度数据620与上平面的平面度评判标准进行比对,与符合要求的标准项相配匹,并得出相应的上平面的平面度评判结果;上平面的平面度评判结果包括:合格、返修校正后使用和作废;所述的定位孔13直径评判标准包括:定位孔圆度标准一、定位孔圆度标准二和定位孔圆度标准三;定位孔13变成椭圆形或者发生不规则变形,直径变小的可以扩孔至符合要求后使用,直径过大的不可以返修使用,耐高温料盘作废处理;本实施例中定位孔13的基准直径为φ40毫米;对于基准直径为φ40的定位孔13直径评判标准具体为:定位孔圆度标准一:某定位孔的三个直径长度c、d和e全部大于基准直径的1.001倍且全部不大于基准直径的1.0015倍,即在40.04毫米和40.06毫米之间;这时的评判结果为:合格;可以继续使用,镐齿的柄部能顺利地插入孔内,定位精度也满足使用要求;定位孔圆度标准二:某定位孔的三个直径长度c、d和e至少有一个小于基准直径的1.001倍且全部不大于基准直径的1.0015倍;这时的评判结果为:返修校正后使用;把定位孔扩大至每一个直径处都在1.001倍至1.0015倍之间,符合定位孔圆度标准一就可以继续使用;
定位孔圆度标准三:某定位孔的三个直径长度c、d和e至少有一个大于基准直径的1.0015倍;这时的评判结果为:作废;某个方向的直径尺寸过大,则不能使镐齿准确定位,且没有修复价值;中间评判过程还包括,把定位孔13的直径数据630与定位孔13直径评判标准进行比对,与符合要求的标准项相配匹,并得出相应的定位孔直径评判结果;定位孔直径评判结果包括:合格、返修校正后使用和作废;所述的定位孔13之间的位置关系评判标准包括:定位孔位置评判标准一和定位孔位置评判标准二;定位孔位置评判标准一:对于600至1100毫米的孔距基准尺寸,定位孔孔距数据g在基准尺寸的正负0.01%范围内,本实施例中的六个基准尺寸的数值分别是650毫米、1000毫米和1047.1毫米,其实测数值分别落入650
±
0.01%毫米、1000
±
0.01%毫米和1047.1
±
0.01%毫米的范围内就符合要求;符合定位孔位置评判标准一的评判结果为:合格;定位孔位置评判标准二为:不符合定位孔位置评判标准一;符合定位孔位置评判标准二的评判结果为:作废;中间评判过程还包括,把定位孔13之间的位置关系数据640与定位孔13之间的位置关系评判标准进行比对,与符合要求的标准项相配匹,并得出相应的定位孔之间的位置关系评判结果;定位孔之间的位置关系评判结果包括:合格和作废;所述的置料孔12直径的评判标准包括:置料孔圆度标准一、置料孔圆度标准二和置料孔圆度标准三;置料孔12变成椭圆形或者发生不规则变形,直径变小的可以扩孔后使用,直径过大的不可以返修使用,作废处理;本实施例中置料孔12的基准直径为φ70毫米;对于基准直径为φ70的置料孔12直径评判标准具体为:置料孔圆度标准一:某置料孔的三个直径长度l、m和n全部大于基准直径的1.0007倍且全部不大于基准直径的1.0011倍,即大于70.049毫米且不大于70.077毫米;这时的评判结果为:合格;可以继续使用;置料孔圆度标准二:某置料孔的三个直径长度l、m和n至少有一个小于基准直径的1.0007倍且全部不大于基准直径的1.0011倍;这时的评判结果为:返修校正后使用;把定位孔扩大至符合定位孔圆度标准一就可以继续使用;置料孔圆度标准三:某置料孔的三个直径长度l、m和n至少有一个大于基准直径的1.0011倍;这时的评判结果为:作废;某个方向的直径尺寸过大,则不能使镐齿准确定位,也不能修复使用;中间评判过程还包括,把置料孔12的直径数据650与置料孔12直径的评判标准进行比对,与符合要求的标准项相配匹,并得出相应的置料孔直径的评判结果;置料孔直径的评判结果包括:合格、返修校正后使用和作废;所述的置料孔12相对于定位孔13的位置关系评判标准包括:置料孔位置评判标准一和置料孔位置评判标准二;置料孔位置评判标准一为:置料孔孔距数据p或q的距离符合以下要求:当p或q的数值在大于29且小于或等于100毫米范围内时,在
±
0.1%的范围内即符合要求;比如p或q是80毫米,即其取值范围是80
±
0.1%毫米,在79.992和80.008毫米之间符
合要求;当p或q的数值大于100且小于或等于250毫米时,在
±
0.07%的范围内即符合要求;当p或q的数值大于250且小于或等于600毫米时,在
±
0.03%的范围内即符合要求;当p或q的数值大于600且小于或等于1000毫米时,在
±
0.01%的范围内即符合要求;符合置料孔位置评判标准一的评判结果为:合格;可以继续使用;置料孔位置评判标准二为:不符合置料孔位置评判标准一;符合置料孔位置评判标准二的评判结果为:作废;中间评判过程还包括,把置料孔12相对于定位孔13的位置关系数据与置料孔12相对于定位孔13的位置关系评判标准进行比对,与符合要求的标准项相配匹,并得出相应的置料孔相对于定位孔的位置关系评判结果;置料孔相对于定位孔的位置关系评判结果包括:合格和作废;最终评判标准包括:最终评判标准一、最终评判标准二和最终评判标准三;最终评判标准一是指:使用六项评判标准“下平面的平面度评判标准、上平面的平面度评判标准、定位孔直径评判标准、定位孔之间的位置关系评判标准、置料孔直径的评判标准和置料孔相对于定位孔的位置关系评判标准”对尺寸数据评判的结果全部为合格;最终评判标准二是指:使用六项评判标准评判的结果至少有一项为“返修校正后使用”,并且没有一项为“作废”,则最终的评判结果为“返修校正后使用”;最终评判标准三是指:使用六项评判标准评判的结果至少有一项为“作废”;符合最终评判标准一的最终评判结果是:1.合格;返回到镐齿毛坯的加工中心工段重新装镐齿毛坯;符合最终评判标准二的最终评判结果是:2.返修校正后使用;运向维修车间返修校正,合格后返回到镐齿毛坯的加工中心工段重新装镐齿毛坯;符合最终评判标准三的最终评判结果是:3.作废;运到铸造工厂重新铸造成耐高温料盘。
48.最终评判过程包括,把中间评判结果的集合与最终评判标准相匹配,得出最终评判结果。根据该最终评判结果对耐高温料盘1进行分类处置。所述的分类处置是指由转运组件4000把检测和评判完成的耐高温料盘1转运到相应的分类处置输送机;所述的分类处置输送机包括合格品输送机8100、返修品输送机8200和作废品输送机8300;其中合格的耐高温料盘1转运到合格品输送机8100上,返修校正后使用的转运到返修品输送机8200上,作废的转运到作废品输送机8300上。
49.所述的档案数据还包括耐高温料盘1的评判次数序列号np,用于对评判次数记数,新耐高温料盘1的评判次数序列号np为零,每得到一次最终评判结果则该序列号就增加1。
50.所述的档案数据还包括评判日期数据和评判时间数据。
51.以上实施例1与实施例2组合使用,先通过实施例1采集数据,后通过实施例2对耐高温料盘1的质量状况做出评判,就能达到耐高温料盘形位尺寸的自动化测量和评判的目的。这样很全面地掌握每一个耐高温料盘1的每一个关键尺寸的变动情况,在生产新的耐高温料盘1时可以分析测量和评判的结果,对于变形严重、变形频次高的部位采取相应的技术手段,以期望在以后生产的耐高温料盘1中减轻相应部位的变形、降低变形频次、延长使用
寿命。
52.但是,实施例1与实施例2组合使用也会多浪费较多的时间,比如当采集完毕下平面的平面度数据,凭这些数据足以判定该耐高温料盘1作废时,还要继续采集完剩余的全部数据,还要凭剩余的全部数据继续评判该耐高温料盘1的情况,这就延长了生产时间,降低了生产效率。在下面的实施例3中,采集和评判穿插进行,就可以节省一部分生产时间。
53.实施例3,一种耐高温料盘形位尺寸的自动化测量和评判方法,包括使用标识码扫描器5000读取耐高温料盘1的耐高温标识码16、通过耐高温标识码16调取sql server数据库管理系统相应的档案数据、“采集与评判耐高温料盘1的尺寸数据”、保存耐高温料盘1的档案数据至sql server数据库管理系统和保存评判结果数据至sql server数据库管理系统;其中的“采集与评判耐高温料盘1的尺寸数据”包括步骤:采集下平面的平面度数据610;把下平面的平面度数据610与下平面的平面度评判标准进行比对;下平面的平面度评判结果包括:合格、返修校正后使用和作废;如果下平面的平面度评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3.作废”;采集上平面的平面度数据620;把上平面的平面度数据620与上平面的平面度评判标准进行比对;得出上平面的平面度评判结果,上平面的平面度评判结果包括:合格、返修校正后使用和作废;如果上平面的平面度评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3.作废”;采集定位孔13的直径数据630;定位孔13的直径数据630与定位孔13直径评判标准进行比对;得出定位孔直径评判结果,定位孔直径评判结果包括:合格、返修校正后使用和作废;如果定位孔直径评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3.作废”;采集定位孔13之间的位置关系数据640;把定位孔13之间的位置关系数据640与定位孔13之间的位置关系评判标准进行比对;得出定位孔之间的位置关系评判结果,定位孔之间的位置关系评判结果包括:合格和作废;如果定位孔之间的位置关系评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3.作废”;采集置料孔12的直径数据650;把置料孔12的直径数据650与三个置料孔12直径的评判标准进行比对;得出置料孔直径的评判结果,置料孔直径的评判结果包括:合格、返修校正后使用和作废;
如果置料孔直径的评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3.作废”;采集置料孔12相对于定位孔13的位置关系数据;把置料孔12相对于定位孔13的位置关系数据与置料孔12相对于定位孔13的位置关系评判标准进行比对;得出置料孔相对于定位孔的位置关系评判结果,置料孔相对于定位孔的位置关系评判结果包括:合格和作废;如果置料孔相对于定位孔的位置关系评判结果是“作废”,那么跳转到“得出最终评判结果:”部分的“3.作废”;把中间评判结果的集合与最终评判标准相匹配,得出最终评判结果;最终评判标准包括:最终评判标准一、最终评判标准二和最终评判标准三;最终评判结果包括:1.合格;2.返修校正后使用;3. 作废。
54.根据该最终评判结果对耐高温料盘进行分类处置。
55.以上未清楚说明的技术特征请参阅实施例1和实施例2。
56.根据该最终评判结果对耐高温料盘1进行分类处置。所述的分类处置是指由转运组件4000把检测和评判完成的耐高温料盘1转运到相应的分类处置输送机;所述的分类处置输送机包括合格品输送机8100、返修品输送机8200和作废品输送机8300;其中合格的耐高温料盘1转运到合格品输送机8100上,返修校正后使用的转运到返修品输送机8200上,作废的转运到作废品输送机8300上。
57.实施例4,一种实施实施例1中耐高温料盘形位尺寸的自动化测量方法的测量系统,包括sql server数据库管理系统3、plc可编程控制器4、耐高温标识码读取模块5和数据采集模块;耐高温标识码读取模块5和数据采集模块分别与plc可编程控制器4相联,sql server数据库管理系统3与plc可编程控制器4相联;plc可编程控制器4发送指令,耐高温标识码读取模块5使用标识码扫描器5000读取耐高温料盘1的耐高温标识码16,通过耐高温标识码16调取sql server数据库管理系统相应的档案数据;plc可编程控制器4发送指令,数据采集模块采集数据,并把采集到的数据保存到sql server数据库管理系统3;所述的数据采集模块包括下平面的平面度数据采集模块61、上平面的平面度数据采集模块62、定位孔13的直径数据采集模块63、定位孔13之间的位置关系数据采集模块64、置料孔12的直径数据采集模块65和置料孔12相对于定位孔13的位置关系数据采集模块66;所述的下平面的平面度数据采集模块61用于采集下平面的平面度数据610;所述的上平面的平面度数据采集模块62用于采集上平面的平面度数据620;所述的定位孔13的直径数据采集模块63用于采集定位孔13的直径数据630;所述的定位孔13之间的位置关系数据采集模块64用于采集定位孔13之间的位置关系数据640;所述的置料孔12的直径数据采集模块65用于采集置料孔12的直径数据650;所述的置料孔12相对于定位孔13的位置关系数据采集模块66用于采集置料孔12相对于定位孔13的位置关系数据660。
58.还包括测量次数序列号赋新值模块7;测量次数序列号赋新值模块7用于对测量次数记数,每测量一次则测量次数序列号nc就增加1;测量次数序列号nc能给用户提供有参考价值的耐高温料盘1的使用寿命期参考指标。
59.还包括测量日期数据模块81和测量时间数据模块82;测量日期数据模块81和测量时间数据模块82用于获取测量的当前日期和时间,并保存到sql server数据库管理系统3,这样便于日后对数据查询。
60.实施例5,一种实施实施例2中耐高温料盘形位尺寸的自动化评判方法的评判系统,包括sql server数据库管理系统3、plc可编程控制器4、耐高温标识码读取模块5和评判标准模块;耐高温标识码读取模块5和数据采集模块分别与plc可编程控制器4相联,sql server数据库管理系统3与plc可编程控制器4相联;plc可编程控制器4发送指令,耐高温标识码读取模块5使用标识码扫描器5000读取耐高温料盘1的耐高温标识码16,通过耐高温标识码16调取sql server数据库管理系统相应的档案数据;所述的档案数据包括尺寸数据;所述的尺寸数据包括实施例1中提到的下平面的平面度数据610、上平面的平面度数据620、定位孔13的直径数据630、定位孔13之间的位置关系数据640、置料孔12的直径数据650和置料孔12相对于定位孔13的位置关系数据660;所述的评判标准模块包括中间评判标准模块和最终评判标准模块97;所述的中间评判标准模块包括下平面的平面度评判标准模块91、上平面的平面度评判标准模块92、定位孔13直径评判标准模块93、定位孔13之间的位置关系评判标准模块94、置料孔12直径的评判标准模块95和置料孔12相对于定位孔13的位置关系评判标准模块96;所述的下平面的平面度评判标准模块91处理下平面的平面度数据610并得出合格、返修校正后使用或作废的中间评判结果;所述的上平面的平面度评判标准模块92处理上平面的平面度数据620并得出合格、返修校正后使用或作废的中间评判结果;所述的定位孔13直径评判标准模块93处理定位孔13的直径数据630并得出合格、返修校正后使用或作废的中间评判结果;所述的定位孔13之间的位置关系评判标准模块94处理定位孔13之间的位置关系数据640并得出合格或作废的中间评判结果;所述的置料孔12直径的评判标准模块95处理置料孔12的直径数据650并得出合格、返修校正后使用或作废的中间评判结果;所述的置料孔12相对于定位孔13的位置关系评判标准模块96处理置料孔12相对于定位孔13的位置关系数据660并得出合格或作废的中间评判结果;所述的最终评判标准模块97处理中间评判结果得出合格、返修校正后使用或作废的最终评判结果。
61.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围
之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1