一种用于电池盒的双工位气密性检测系统的制作方法
1.本实用新型涉及工业自动化设备技术领域,具体为一种用于电池盒的双工位气密性检测系统。
背景技术:
2.电源系统是新能源汽车的心脏,是动力之源,关系到车辆运营里程长短及安全与否的核心部件,新能源汽车的安全可靠性备受行业瞩目,是整车安全的重要保障之一。因此,新能源汽车电池盒都需要进行气密性检测,鉴于研究产品本身的特殊性,就整个电池盒腔体而言,产品内部的容积是非常大的,测试的难度远高于常规产品。
3.目前,为了提高测量的准确性,大多数工厂会采用仿工况形式检测电池盒的气密性,这种方式需要的测量节拍长,其中充气和上料时间就占用了49%的节拍,严重影响了产品检测效率,不适用于检测量大的产品,此外,为了达到足够的检测效率,就需要购置更多的检测设备和控制系统,极大地增加了产线的投资成本。
4.因此,期待一种新的用于电池盒的气密性检测系统以解决上述问题。
技术实现要素:
5.本实用新型的目的在于提供一种用于电池盒的双工位气密性检测系统,其通过plc控制模块分别控制所述外接气源和检漏装置,以对双工位交替进行充气和气密性检测,有效地优化了测试节拍,提高了检测效率,同时还从根本上降低了设备投资,降低了生产成本。
6.为实现本实用新型以上至少一个目的,本实用新型提供一种用于电池盒的双工位气密性检测系统,其特征在于,包括:检测工位,所述检测工位包括第一检测工位和第二检测工位,所述第一检测工位和所述第二检测工位用于固定密封待检测产品;外接气源,所述外接气源分别与所述第一检测工位和所述第二检测工位相连,用以向所述第一检测工位和所述第二检测工位上的待检测产品充气;检漏装置,所述检漏装置用于对所述待检测产品进行气密性检测;以及,工控机,所述工控机内设有plc控制模块,所述plc控制模块分别与所述检测工位、所述外接气源以及所述检漏装置电连接,用以控制所述外接气源和所述检漏装置,以对所述第一检测工位和所述第二检测工位交替地进行充气和气密性检测。
7.根据本实用新型一实施例,所述双工位气密性检测系统还包括气压传感器,所述气压传感器用于检测所述待检测产品内的气压是否达到预设阈值;当所述待检测产品内的气压达到预设阈值时,所述气压传感器发送信号给所述plc控制模块,所述plc控制模块控制所述检漏装置对所述待检测产品进行气密性检测。
8.根据本实用新型一实施例,所述检漏装置包括流量传感器和气密检漏仪,所述流量传感器设置于所述检测工位上,用于检测所述待检测产品内的气体流量,并将流量变化数据传输给所述气密检漏仪,所述气密检漏仪根据流量变化数据判断产品的气密性是否合格。
9.根据本实用新型一实施例,所述检测工位包括基座和自动封堵工装,所述自动封堵工装设置于所述基座上,当所述待检测产品送到所述自动封堵工装上的预定位置时,所述自动封堵工装将所述待检测产品夹紧密封。
10.根据本实用新型一实施例,所述检测工位上还设有封堵传感器,所述封堵传感器检测到所述待检测产品被所述自动封堵工装夹紧密封后,传输信号给所述plc控制模块,所述plc控制模块控制所述外接气源向所述检测工位充气。
11.根据本实用新型一实施例,所述双工位气密性检测系统还包括指示灯,当所述气密检漏仪检测到产品的密封性不合格时,所述气密检漏仪发送信号给所述plc控制模块,所述plc控制模块控制所述指示灯亮灯报警。
12.根据本实用新型一实施例,所述检测工位还包括第三检测工位,当所述气密检漏仪检测到产品的气密性不合格时,产品流转到所述第三工位以进行漏点检测。
13.根据本实用新型一实施例,所述外接气源的充气管道上设置有截止阀,所述截止阀与所述plc控制模块电连接,所述plc控制模块通过控制所述截止阀以控制所述外接气源向所述第一检测工位或所述第二检测工位充气。
14.根据本实用新型一实施例,所述外接气源为稳压气源。
15.根据本实用新型一实施例,所述双工位气密性检测系统还包括检控箱,所述检漏装置、所述工控机和所述指示灯集成于所述检控箱内。
16.通过对随后的描述的理解,本实用新型进一步的目的和优势将得以充分体现。
17.本实用新型的这些和其它目的、特点和优势,通过下述的详细说明,得以充分体现。
附图说明
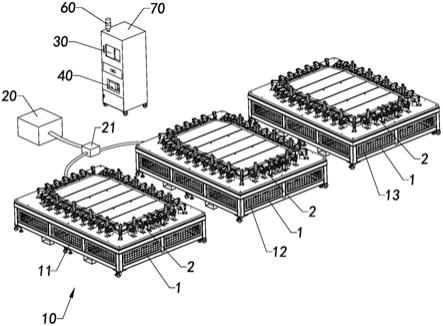
18.图1示出了所述双工位气密性检测系统的示意图。
19.图2示出了本实用新型所述plc控制模块的电气控制示意图。
20.图中:
21.1-基座;2-自动封堵工装;10-检测工位;11-第一检测工位;12-第二检测工位;13-第三检测工位;14-封堵传感器;20-外接气源;21-截止阀;30-检漏装置;31-流量传感器;32-气密检漏仪;40-工控机;100-plc控制模块;50-气压传感器;60-指示灯;70-检控箱。
具体实施方式
22.以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
23.本领域技术人员应理解的是,在本实用新型的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
24.如图1所示,根据本技术实施例的用于电池盒的双工位气密性检测系统被阐明。其
中,所述双工位气密性检测系统包括:检测工位10,所述检测工位10包括第一检测工位11和第二检测工位12,所述第一检测工位11和所述第二检测工位12用于固定密封待检测产品;外接气源20,所述外接气源20分别与所述第一检测工位11和所述第二检测工位12相连,用以向所述第一检测工位11和所述第二检测工位12上的待检测产品充气;检漏装置30,所述检漏装置30用于对所述待检测产品进行气密性检测;以及,工控机40,所述工控机40内设有plc控制模块100,所述plc控制模块100分别与所述检测工位10、所述外接气源20以及所述检漏装置30电连接,用以控制所述外接气源20和所述检漏装置30,以对所述第一检测工位11和所述第二检测工位12交替地进行充气和气密性检测。
25.具体地,所述检测工位10包括基座1和自动封堵工装2,所述自动封堵工装2设置于所述基座1上,当所述待检测产品送到所述自动封堵工装2上的预定位置时,所述自动封堵工装2将所述待检测产品夹紧密封。
26.更具体地,所述检测工位10上还设有封堵传感器14,所述封堵传感器14检测到所述待检测产品被所述自动封堵工装2夹紧密封后,传输信号给所述plc控制模块100,所述plc控制模块100控制所述外接气源20向所述检测工位10充气。优选地,所述外接气源20实施为稳压气源,也就是说,该稳定的压力与充气压力相同,有利于产品气密性检测的准确性。
27.特别地,所述外接气源20的充气管道上设置有截止阀21,所述截止阀21与所述plc控制模块100电连接,所述plc控制模块100通过控制所述截止阀21以控制所述外接气源20向所述第一检测工位11或所述第二检测工位12充气,换句话说,通过控制所述截止阀21能够实现对所述第一检测工位11和所述第二检测工位12的交替充气。
28.进一步地,所述双工位气密性检测系统还包括气压传感器50,所述气压传感器50用于检测所述待检测产品内的气压是否达到预设阈值;当所述待检测产品内的气压达到预设阈值时,所述气压传感器50发送信号给所述plc控制模块100,所述plc控制模块100控制所述检漏装置30对所述待检测产品进行气密性检测。
29.具体地,所述检漏装置30包括流量传感器31和气密检漏仪32,所述流量传感器31设置于所述检测工位10上,用于检测所述待检测产品内的气体流量,并将流量变化数据传输给所述气密检漏仪32,所述气密检漏仪32根据流量变化数据判断产品的气密性是否合格。在本技术示例中,通过对流量的监测以确认产品的气密性是否合格,也可通过其他方式如监测产品中气压的变化来判断,在此不作具体限定。
30.更进一步地,所述双工位气密性检测系统还包括指示灯60和第三检测工位13,当所述气密检漏仪32检测到产品的密封性不合格时,所述气密检漏仪32发送信号给所述plc控制模块100,所述plc控制模块100控制所述指示灯亮灯报警,此时将不合格产品流转到所述第三工位13以进行漏点检测,其中,所述第三工位13的结构与所述第一工位11和所述第二工位12相同。
31.优选地,所述双工位气密性检测系统还包括检控箱70,所述检漏装置30、所述工控机40和所述指示灯60集成于所述检控箱内。
32.当所述双工位气密性检测系统工作时,产品经由传送机构送到所述第一检测工位11的预定位置夹紧密封,所述封堵传感器14发送信号给所述plc控制模块100,以控制稳定压力的所述外接气源20向所述第一检测工位11充气,所述气压传感器50监控产品达到充气
气压后等待测试,同时,所述plc控制模块100控制所述检漏装置30对所述第二检测工位12进行稳压、测量、排气测试;所述第二检测工位12测试结束后,所述plc控制模块100切换信号控制所述检漏装置30对所述第一检测工位11进行稳压、测量、排气测试,同时,对所述第二检测工位12进行下料和新的待检测产品上料,所述自动封堵工装2将待检测产品夹紧密封,所述封堵传感器14发送信号给所述plc控制模块100,稳定压力的所述外接气源20向所述第二检测工位12充气,所述气压传感器50监控产品达到充气气压后等待测试,以此循环以实现对双工位交替地进行充气和气密检测。此系统测试过程中若产品测试合格流转到下一工序;若产品检测不合格,所述指示灯报警,产品流转到第三检测工位检测漏点。
33.应理解地,已知上料时间和充气时间占整个检测节拍的49%,通过上述对双工位交替地进行充气和气密检测,即在所述第一检测工位11气密性检测的同时在所述第二检测工位12上进行产品的上料和充气,那么相较于常规气密检测系统产品,所述双工位气密性检测系统的检测节拍降低了49%,有效地优化了检测节拍,提高了检测效率,同时还从根本上降低了设备投资,降低了生产成本。
34.本领域的技术人员应理解,上述描述所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的目的已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1