一种中空回射器基体
1.本实用新型属于回射器技术领域,具体涉及一种中空回射器基体。
背景技术:
2.中空回射器应用于精密测量领域,包括远距离精密测距、测速、遥感测量等,回射器可以使入射的平行光反射回去,并且根据入射角的大小调节反射光线反射角度,目前市场上的许多光线反射装置大多精度不够,不能满足高精度的要求,使得反射误差较大,从而在设置入射角的时候比较麻烦。
3.有一种角隅棱镜,棱镜内部有三个相互垂直的反射面,测距光束在空气这一种介质中被三个相互垂直的面反射回到测量仪器,中途没有玻璃的反射和折射过程,测距激光能量未被棱镜衰减,同时由于角隅棱镜的常数与棱镜体积大小没有关系,也不存在因玻璃和空气折射率不一致而导致的自身常数误差。
4.中空回射器工作原理就是实现任何一路光在入瞳直径范围内从任何一个角度入射都能原路返回,而其关键指标就是角精度,及角精度的精度越高其原路返回的精准度和性能就越好。
5.在同样入射情况下,入瞳直径越大,即通光口径越大,越便于捕捉目标,增大反射光的能量,中空回射器能够接纳的入射光范围越大,应用范围就越广,但如何在保证精度的情况下增大入瞳量,以提高反射精度,是技术人员需要进一步研究的。专利cn109856716a公开了一种中空回射器的加工、整形和调制方法,然而,该专利公开的中空回射器的通光口径受限,仍需进一步提高。
技术实现要素:
6.本实用新型的目的就是为了解决上述问题而提供一种中空回射器基体。
7.本实用新型的目的通过以下技术方案实现:
8.一种中空回射器基体,包括底座以及设于所述底座上部的反射部;
9.所述反射部为上部挖去缺口的正六棱柱结构,所述反射部的缺口由三个依次相交的反射面组成,包括第一反射面、第二反射面及第三反射面;
10.所述第一反射面、第二反射面及第三反射面均与所述正六棱柱的轴向呈45
°
角,是通过从所述正六棱柱的第一、第三和第五个侧棱的同高度的顶点加工出的平面。
11.相比目前的中空回射器,本实用新型反射部采用上部挖去缺口的正六棱柱结构,反射部的缺口由三个依次相交的反射面组成,相比目前三个相互垂直的反射面的角隅棱镜,由于正六棱柱的结构,三个反射面是通过与轴向呈45
°
角车加工得到,去除正六棱柱的侧棱大部分部件,增大回射器的通光口径,保证在同样入射情况下,便于捕捉目标,增大了反射光的能量,同时三个反射面相交,实现外部任何一路光在入瞳直径范围内从任何一个角度入射都能原路返回,提高了反射光的光路返回精准度。
12.进一步地,所述第一反射面、第二反射面及第三反射面形状相同,均为四边形。
13.进一步地,所述第一反射面、第二反射面及第三反射面均为等边四边形,第一反射面、第二反射面及第三反射面两两相交,形成三维的反射面体系。
14.进一步地,所述正六棱柱的边长为28.1mm,所述第一反射面、第二反射面及第三反射面的边长为48.7mm。
15.进一步地,所述底座为圆柱形。
16.进一步地,所述圆柱形的直径为38.1mm。
17.进一步地,所述底座的中心设有螺纹安装孔。
18.进一步地,所述反射部与所述底座一体成型,稳定性和精度更好。
19.进一步地,所述第一反射面、第二反射面及第三反射面的表面镀有反射膜,所述反射膜的材料为金属或介质涂层,所述反射膜的厚度为30nm~100nm。
20.一种中空回射器基体的数控加工方法,采用五轴数控机床加工,包括以下步骤:
21.步骤1、装夹毛坯件的一端,用三爪卡盘夹持一端外圆,先钻中心孔,然后换车刀,车圆形底座;
22.步骤2、调头装夹零件的另一端,用三爪卡盘夹持车好的圆形底座,先车正六棱柱,依次从正六棱柱的第一、第三和第五个顶点用铣刀铣方形平面,方形平面角度与正六棱柱轴向呈45
°
;
23.步骤3、车平面。
24.与现有技术相比,本实用新型具有以下有益效果:采用空心正六棱柱结构,三个反射面通过与轴向呈45
°
角车加工得到,由于正六棱柱的独特结构,采用这种结构,可以消去更大部分的部件,增大反射面的占比,进而增大回射器通光口径,在同样入射情况下,能容易捕捉目标,增大了反射光的能量,实现外部任何一路光在入瞳直径范围内从任何一个角度入射都能原路返回,提高了反射光的光路返回精准度,且减轻了重量。
附图说明
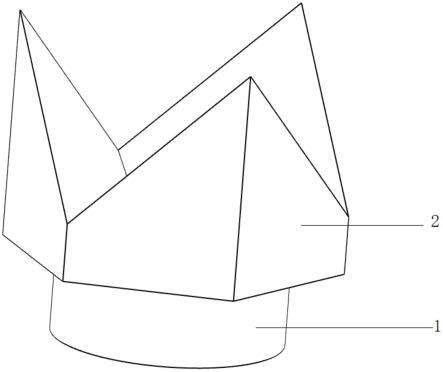
25.图1为本实用新型中空回射器基体的三维图;
26.图2为本实用新型中空回射器基体反射部各反射面的示意图;
27.图3为本实用新型中空回射器基体的底部视角的三维图;
28.图4为本实用新型中空回射器基体的上视图;
29.图中:1-底座;2-反射部;101-螺纹安装孔;201-第一反射面;202-第二反射面;203-第三反射面。
具体实施方式
30.下面结合附图和具体实施例对本实用新型进行详细说明。
31.如图1、4,一种中空回射器基体,包括底座1以及设于底座1上部的反射部2;反射部2为上部挖去缺口的正六棱柱结构,反射部2的缺口由三个依次相交的反射面组成,包括第一反射面201、第二反射面202及第三反射面203;第一反射面201、第二反射面202及第三反射面203均与正六棱柱的轴向呈45
°
角。
32.如图2,第一反射面201、第二反射面202及第三反射面203形状相同,均为等边四边形。正六棱柱的边长为28.1mm,第一反射面201、第二反射面202及第三反射面203的边长为
48.7mm,第一反射面201、第二反射面202及第三反射面203的表面镀有反射膜,反射膜的材料为金属或介质涂层,反射膜的厚度为30nm~100nm,底座1为圆柱形,直径为38.1mm,如图3,底座1的中心设有螺纹安装孔101。反射部2与底座1一体成型,由数控机床加工制得。
33.相比目前的中空回射器,本实用新型反射部2采用上部挖去缺口的正六棱柱结构,反射部2的缺口由三个依次相交的反射面组成,相比目前三个相互垂直的反射面的角隅棱镜,由于正六棱柱的结构,三个反射面是通过与轴向呈45
°
角车加工得到,去除正六棱柱的侧棱大部分部件,增大回射器的通光口径,保证在同样入射情况下,便于捕捉目标,增大了反射光的能量,同时三个反射面相交,实现外部任何一路光在入瞳直径范围内从任何一个角度入射都能原路返回,提高了反射光的光路返回精准度。
34.一种中空回射器基体的数控加工方法,采用五轴数控机床加工,加工方法动作过程:设计刀具参数(齿数、直径、螺旋角、前角、后角、rc)、加工参数(切深、进给、转速)、零件信息(材料);建立零件三维模型;设计车削走刀路线;换刀,设计铣槽走刀路线;加工螺纹孔;调头装夹选择合适的对刀路数据;设计车削刀路数据;换刀,钻螺纹孔。仿真加工,以提高喷嘴零件精度为目标,优化刀位轨迹
35.加工时,具体包括以下步骤:
36.步骤1、装夹毛坯件的一端,用三爪卡盘夹持一端外圆,先点孔中心钻深然后换车刀,车外径和长13.75mm轮廓,然后车平面见光设置坐标z0.0,外圆倒角1
×
45
°
;
37.步骤2、调头装夹工件的另一端,用三爪卡盘夹持车好的外圆:
38.1、先车边长28.1mm的正六边形。
39.2、从正六边形一个顶点用铣刀铣一个长48.7mm的方形平面,角度为45
°
40.3、从第三个顶点同样用铣刀铣一个长48.7mm的方形平面,角度为45
°
。
41.4、再从第五个顶点用铣刀铣一个长48.7mm的方形平面,角度为45
°
。
42.步骤3、车平面:粗车平面,车至产品长度为51.48mm。
43.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1