一种白车身主拼PCF检具侧围部分渐进工装的制作方法
一种白车身主拼pcf检具侧围部分渐进工装
技术领域
1.本实用新型涉及汽车检测工装领域,具体的涉及白车身主拼pcf检具侧围部分渐进工装。
背景技术:
2.pcf=part coordinate fixture,即为零件检具,在汽车行业中这种检具用来检查零件及其总成的装配工艺性。主拼pcf检具上,侧围部分为u向滑移,在侧围焊接总成与下车体焊接总成合拼时,侧围焊接总成被要求需要合拼前作3mm 或5mm间隙检测,由于侧围部分重量达2t,且一般为单人操作,因此存在以下问题及缺点:
3.1.在合拼时,若侧围与下车体发生干涉,很难察觉侧围重惯性大,两者干涉点相撞容易造成工件损坏及精度的丢失。
4.2.检测人员一般为单人操作,在推动侧围部分将其定位在3mm或5mm检测位置时,有一个对齐定位销的工作,需要调整位置插入定位销,但2t重的侧围靠单人操作很难完成定位及微调的工作,需2人操作且耗时长。
技术实现要素:
5.本实用新型的一个目的是通过白车身主拼pcf检具侧围部分渐进工装解决至少上述问题。
6.为解决上述技术问题,本实用新型采用的技术方案如下:白车身主拼pcf 检具侧围部分渐进工装,其特征在于:包括工装底座、侧围安装架、快进机构和渐进机构,所述侧围安装架与工装底座垂直、滑动设置于工装底座上,所述快进机构设置于工装底座上,所述侧围安装架在快进机构驱动下移动,所述渐进机构包括手轮、丝杆、滚珠轴承座、连接块和微调底座,所述连接块固设于侧围安装架上,所述滚珠轴承座固设于连接块上,所述手轮与丝杆固接,所述手轮与滚珠轴承座可旋转连接,所述微调底座固设于工装底座上,所述丝杆的末端设有螺纹部,所述微调底座设有与螺纹部配合的螺纹孔。
7.优选的,所述微调底座上设有开槽,所述开槽内嵌有螺母,所述螺纹孔设置于螺母上。
8.优选的,所述渐进机构位于侧围安装架和工装底座的中部。
9.优选的,所述快进机构包括丝杆滑台和横移平台,所述横移平台与侧围安装架固接,所述丝杆滑台设置于工装底座上,所述横移平台在丝杆滑台驱动下移动。
10.优选的,所述快进机构包括纵梁,所述纵梁的侧边与侧围安装架固接、底部与横移平台固接。
11.优选的,还包括定位机构,所述定位机构包括设置于横移平台上的定位孔、固设于工装底座上的定位座、与定位孔配合的定位插销,所述定位座上设有与定位孔配合的插孔。
12.优选的,所述工装底座包括下车体安装区和位于下车体安装区两翼的横移区,所述快进机构设置于所述横移区上,所述侧围安装架设有两个、分设于下车体安装区两侧,所
述侧围安装架在快进机构和渐进机构驱动下靠近或远离下车体安装区,每一个横移区上设置有两个快进机构,渐进机构位于两个快进机构之间。
13.优选的,所述侧围安装架设有吊装环。
14.优选的,所述工装底座和侧围安装架设有安装孔,所述安装孔内固设有安装块,所述安装块上设有安装通孔。
15.利用上述的白车身主拼pcf检具侧围部分渐进工装的检测工艺,其特征在于,包括以下步骤:
16.步骤a、在工装底座、侧围安装架上安装检具;
17.步骤b、在工装底座上放置和安装下车体焊接总成,在侧围安装架上放置和安装侧围焊接总成;
18.步骤c、快进机构驱动侧围安装架和侧围焊接总成向着下车体焊接总成靠近;
19.步骤d、当侧围焊接总成距离下车体焊接20mm时,丝杆末端的螺纹部即将插入微调底座的螺纹孔,快进机构停止工作,改用渐进机构驱动侧围安装架微调,旋转手轮带动丝杆转动,通过螺纹部和螺纹孔的螺纹配合实现侧围焊接总成和下车体焊接总成之间距离的微调,当调整至指定检测位置时,插入定位销完成定位;
20.步骤e、进行侧围焊接总成和下车体焊接总之间的间隙检测。
21.由上述描述可知,本实用新型提供的白车身主拼pcf检具侧围部分渐进工装具有如下有益效果:侧围部分在距离下车体焊接总成20mm时,能够慢进微调,方便操作,节省人工,使检测人员能够轻松快捷的定位好侧围,且在合拼过程中,能够兼顾观察预防因干涉而撞伤检具。
附图说明
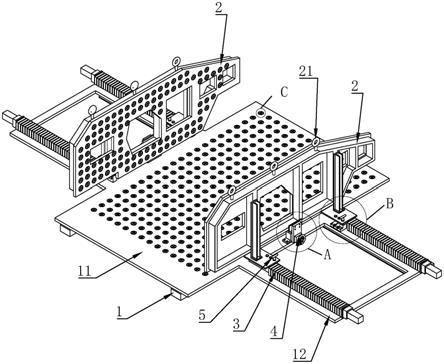
22.图1为本实用新型白车身主拼pcf检具侧围部分渐进工装的立体结构示意图。
23.图2为图1的局部a放大示意图。
24.图3为渐进机构的分解示意图。
25.图4为图1的局部b放大示意图。
26.图5为图1的局部c放大示意图。
具体实施方式
27.以下通过具体实施方式对本实用新型作进一步的描述。
28.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
29.如图1所示,本实用新型白车身主拼pcf检具侧围部分渐进工装,包括工装底座1、侧围安装架2、快进机构3、渐进机构4和定位机构5。
30.侧围安装架2与工装底座1垂直、滑动设置于工装底座1上,快进机构3 设置于工装底座1上,侧围安装架2在快进机构3驱动下移动。
31.工装底座1包括下车体安装区11和位于下车体安装区11两翼的横移区12,快进机构3设置于横移区12上,侧围安装架2设有两个、分设于下车体安装区 11两侧,侧围安装架2在快进机构3和渐进机构4驱动下靠近或远离下车体安装区11,每一个横移区12上设置有两
个快进机构3,渐进机构4位于两个快进机构3之间。侧围安装架2设有吊装环21。
32.如图5,工装底座1和侧围安装架2设有安装孔,安装孔内固设有安装块6,安装块6通过螺纹连接件固定于安装孔内,安装块6上设有安装通孔,安装通孔用于与检具进行固定连接。
33.如图2和3所示,渐进机构4包括手轮41、丝杆42、滚珠轴承座43、连接块44和微调底座45,连接块44固设于侧围安装架2底部上,滚珠轴承座43固设于连接块44上,手轮41与丝杆42固接,手轮41与滚珠轴承座43可旋转连接,微调底座45固设于工装底座1上,丝杆42的末端设螺纹部,微调底座45 设有与螺纹部421配合的螺纹孔451。当螺纹部421插入螺纹孔451内时,旋转手轮41的过程中,由于螺纹部421和螺纹孔451螺纹连接,因此带动连接块44 和侧围安装架2微调移动。
34.微调底座45上设有开槽,开槽内嵌入一螺母452并固定,螺纹孔451设置于螺母452上,微调底座45上设有与螺纹孔451的通孔。
35.渐进机构4位于侧围安装架2和工装底座1的中部。
36.如图4所示,快进机构3包括丝杆滑台31、横移平台32和纵梁33,横移平台32与侧围安装架2固接,丝杆滑台31设置于工装底座1上,横移平台32 在丝杆滑台31驱动下移动。纵梁33的侧边与侧围安装架2固接、底部与横移平台32固接。
37.如图4所示,定位机构5包括设置于横移平台32上的定位孔51、固设于工装底座1上的定位座52、与定位孔51配合的定位插销53,定位座52上设有与定位孔51配合的插孔。
38.利用上述的白车身主拼pcf检具侧围部分渐进工装的检测工艺,包括以下步骤:
39.步骤a、在工装底座1、侧围安装架2上安装检具;
40.步骤b、在工装底座1上放置和安装下车体焊接总成,在侧围安装架2上放置和安装侧围焊接总成;
41.步骤c、快进机构3驱动侧围安装架2和侧围焊接总成向着下车体焊接总成靠近;
42.步骤d、当侧围焊接总成距离下车体焊接20mm时,丝杆42末端的螺纹部421即将插入微调底座45的螺纹孔451,快进机构3停止工作,改用渐进机构4 驱动侧围安装架2微调,旋转手轮41带动丝杆42转动,通过螺纹部421和螺纹孔451的螺纹配合实现侧围焊接总成和下车体焊接总成之间距离的微调,当调整至指定检测位置时,插入定位销完成定位;
43.步骤e、进行侧围焊接总成和下车体焊接总之间的间隙检测。
44.侧围部分在距离下车体焊接总成20mm时,能够慢进微调,方便操作,节省人工,使检测人员能够轻松快捷的定位好侧围,且在合拼过程中,能够兼顾观察预防因干涉而撞伤检具。
45.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制,本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
46.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置;本实用新型中提供的用电器的型号仅供参考。对于本领域的普通
技术人员而言,可以根据实际使用情况更换功能相同的不同型号用电器,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
47.上述仅为本实用新型的若干具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1