1.本发明涉及无损检测技术领域,具体涉及金属表面的检测装置方法,特别是涉及一种金属曲面涡流检测装置及其检测方法。
背景技术:2.金属材料在现代化工业设备中应用非常之普遍,质量的要求也是越来越高,同样在军事装备中应用也是相当广泛,质量的保证更是其安全的保障。各种金属设备器件中,很多为不规则的形状。为保证金属器件的质量,通常采用金属无损检测手段,然而很多金属器件为不规则的形状,如表面内凹外凸的弧形,给金属无损检测带来一定的难度,如电磁涡流无损检测中的,提离的影响。而在役应用中的金属器件,很多是不规则的形状,难以进行大面积的检测,操作甚是不便的同时,工作效率也相当低下。
3.例如军舰航母和电磁炮等的弹射装置,系统设备中金属器件的规模大型,加上不规则异形金属曲面,要实现大面积的检修检测,实非易事,加上客观环境恶劣,非常有必要改善提高弹射装置的大面积无损检测,提高检修操作人员的工作效率和精确度,以保障军事设备的安全运行。
4.针对以上缺点问题,本发明采用如下技术方案。
技术实现要素:5.本发明的目的提供一种金属曲面涡流检测装置及其检测方法,公开的技术方案如下:一种金属曲面涡流检测装置,用于表面凹凸弧形金属表面(1)涡流检测,包括检测装置面板(2)和设置于检测装置面板(2)上的阵列涡流检测传感器装置(3),以及设置于检测装置面板(2)端部用于移动检测装置的滚轮(21),其特征在于所述阵列涡流检测传感器装置(3)的若干传感器(31)之间设置磁化器(4)。
6.其中,所述磁化器(4)设置为长条形,在检测装置检测移动方向上横向固定于检测装置面板(2)的靠近于检测对象侧面上的正中间,与检测装置面板(2)平齐;所述若干传感器(31)在检测装置检测移动方向上形成横向前后两排,安装于检测装置面板(2)的靠近于检测对象的侧面上,对称或非对称的设置于磁化器(4)的两边。实现大面积均匀磁化检测的同时,不产生检测盲区。
7.进一步的,所述的检测装置面板(2)为半柔性材料制作而成,在检测不同凹凸弧形金属表面时,调节检测装置面板(2)的凹凸弧度。
8.进一步的,所述的检测装置面板(2)设置为可定型柔性塑料板。
9.进一步的,所述的磁化器(4)设置为柔性磁性橡胶贴合于检测装置面板(2)固定。
10.本发明还公开一种金属曲面涡流检测方法,其特征在于使用以上所述的检测装置,具体方法步骤如下:a.检测面板弧度固定:根据被检测对象金属曲面的凹凸弧形面,调节检测装置面
板的弧度;b.无损检测:涡流检测装置在金属表面按传感器排列的横向方向上移动检测;c.检测数据存储:将检测信号传送至涡流检测仪器进行分析处理和存储。
11.以及,本发明还公开一种金属曲面涡流检测探头,用于表面凹凸弧形金属表面(1)涡流检测,通过导线或无线连接于检测仪器,包括手柄(11),其特征在于还包括以上所述的检测装置(10)。如用于轨道电磁炮(5)的轨道内表面的移动检测,检测前将检测装置(10)的检测装置面板(2)调节成相应曲面,适配于轨道内表面的金属凸起的弧度曲面。又如用于航母中弹射器的挂钩(6)的检测,调节检测装置(10)的检测装置面板(2)适应于弹射器挂钩(6)的平面和不同弧度曲面。
12.如在轨道电磁炮内壁检测中的使用,检测装置面板调节的弧度曲面适配贴合于轨道电磁炮内侧壁面,由手柄带动检测装置滑动。轨道电磁炮的内壁面为固定弧度的曲面。而又如在军舰航母的弹射装置这样的复杂结构上的检测,如弹射器挂钩,曲面的弧度为不规则变化中,从平面到第一弧度面变化,再到第二弧度面的变化,检测中,检测装置的检测装置面板在移动检测的过程中,弧度从平面调整为第一弧度面,再调整到第二弧度面弧度,以最贴合的检测曲面,对弹射器挂钩的不同结构面进行裂纹、疲劳应力等缺陷损伤的电磁涡流无损检测。
13.据以上技术方案,本发明具有以下有益效果:一、本发明金属曲面涡流检测装置,传感器设置为在检测装置检测移动方向上形成横向前后两排,对称或非对称的设置于磁化器的两边,实现大面积均匀磁化检测的同时,减少检测盲区;二、本发明金属曲面涡流检测装置和探头,通过调节检测装置的柔性探头检测面板的弧度,实现检测装置适配于不同凹凸曲面的检测,如轨道电磁炮的轨道内壁,具有的凸出弧面的检测,以及如航母弹射器的挂钩,适配于多个弧度曲面组合的挂钩结构,实现各种大型金属器件,特别是军工器件的安全涡流无损检测。
附图说明
14.图1为本发明最佳实施例的检测装置结构示意图;图2为本发明最佳实施例的检测装置使用状态示意图;图3为本发明最佳实施例的检测装置使用状态示意图;图4为本发明最佳实施例的检测装置使用状态示意图;图5为本发明最佳实施例的检测装置使用状态示意图;图6为本发明最佳实施例的检测装置使用状态示意图;图7为本发明最佳实施例的检测探头结构示意图;图8为本发明最佳实施例的检测探头使用状态示意图;图9为本发明最佳实施例的检测探头使用状态示意图;图10为本发明最佳实施例的另一实施方式检测装置结构示意图。
具体实施方式
15.下面结合附图和具体实施方式,对本发明做进一步说明。
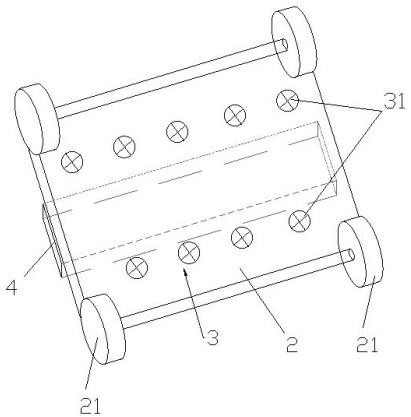
16.如图1所示,一种金属曲面涡流检测装置,用于表面凹凸弧形金属表面1涡流检测,包括检测装置面板2和设置于检测装置面板2上的阵列涡流检测传感器装置3,以及设置于检测装置面板2端部用于移动检测装置的滚轮21,其特征在于阵列涡流检测传感器装置3的若干传感器31之间设置磁化器4。
17.磁化器4设置为长条形,在检测装置检测移动方向上横向固定于检测装置面板2的靠近于检测对象侧面上的正中间,与检测装置面板2平齐;若干传感器31在检测装置检测移动方向上形成横向前后两排,安装于检测装置面板2的靠近于检测对象的侧面上,对称或非对称的设置于磁化器4的两边。实现大面积均匀磁化检测的同时,不产生检测盲区。
18.如图2至图6所示,检测装置面板2为半柔性材料制作而成,在检测不同凹凸弧形金属表面时,调节检测装置面板2的凹凸弧度。
19.检测装置面板2设置为可定型柔性塑料板。
20.磁化器4设置为柔性磁性橡胶贴合于检测装置面板2固定。
21.本发明还公开一种金属曲面涡流检测方法,其特征在于使用以上检测装置,具体方法步骤如下:a.检测面板弧度固定:根据被检测对象金属曲面的凹凸弧形面,调节检测装置面板的弧度;b.无损检测:涡流检测装置在金属表面按传感器排列的横向方向上移动检测;c.检测数据存储:将检测信号传送至涡流检测仪器进行分析处理和存储。
22.如图7中所示,本发明还公开一种金属曲面涡流检测探头,用于表面凹凸弧形金属表面1涡流检测,通过导线或无线连接于检测仪器,包括手柄11,其特征在于还包括以上检测装置10。以及如图8中所示,用于轨道电磁炮5的轨道内表面的移动检测,检测前将检测装置10的检测装置面板2调节成相应曲面,适配于轨道内表面的金属凸起的弧度曲面。以及如图9中,用于航母中弹射器的挂钩6的检测,调节检测装置10的检测装置面板2适应于弹射器挂钩6的平面和不同弧度曲面。
23.如附图8和图9中所示,在轨道电磁炮内壁检测中的使用,检测装置面板调节的弧度曲面适配贴合于轨道电磁炮内侧壁面,由手柄带动检测装置滑动。轨道电磁炮的内壁面为固定弧度的曲面。在军舰航母的弹射装置这样的复杂结构上的检测,在弹射器挂钩,曲面的弧度为不规则变化中,从平面到第一弧度面变化,再到第二弧度面的变化,在x方向上移动检测中,检测装置的检测装置面板在移动检测的过程中,弧度从平面调整为第一弧度面,再调整到第二弧度面弧度,以最贴合的检测曲面,对弹射器挂钩的不同结构面进行裂纹、疲劳应力等缺陷损伤的电磁涡流无损检测。
24.以及如图10中所示,另一种检测装置的实施方式,检测装置的传感器31的排列,设置为前后交错的排列方式,前后排应形成品字形,相互错开,现图中的排列方式,实际检测时,后排传感器才不会是冗余的。
25.以上为本发明的其中一种实施方式。此外,需要说明的是,凡依本专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本专利的保护范围内。