一种钛合金中硬α夹杂材料间接拉伸试样的制备及检测方法
一种钛合金中硬
α
夹杂材料间接拉伸试样的制备及检测方法
技术领域
1.本发明涉及钛合金材料制备领域,具体涉及一种钛合金中硬α夹杂材料间接拉伸试样的制备及检测方法。
背景技术:
2.钛被称为仅次于钢和铝的“第三金属”,钛及钛合金具有良好的性能,如:高比强度、优异的耐腐蚀能、抗高温、无磁性等,已经在航空航天、汽车、能源等行业得到了广泛应用。钛合金通常通过热加工成形的方式进行零部件的制备,钛元素化学性能活泼,在合金熔炼及热加工成形过程中会与空气中的氮元素等发生反应形成硬α夹杂。在钛合金零部件的使用过程中,硬α夹杂会成为裂纹源,缩短部件使用寿命,对人民生命和财产造成重大伤害和损失。tin夹杂是钛合金中危害非常大的一类硬α夹杂缺陷。对于钛合金的构件而言,主要采用超声波探测来检测构件内部的缺陷。但是由于钛合金中存在α相的弹性各向异性和β相的高阻尼特性,同时tin夹杂的密度与钛基体相差不大且晶体结构与钛基体共格,使得超声波探测tin夹杂的准确度很低,存在较大的局限性。1989年美国爱荷华州sioux市发生了一起dc10客机坠机事故,坠机是由于发动机中钛合金一级风扇盘上存在的tin夹杂导致盘件的疲劳断裂。近年来,随着我国航空技术的发展,我国正在自主研发了多款民用发动机,而这些发动机均面临着适航取证的问题。但是,现阶段适航性技术要求本质上是与欧美的工业体系和技术路线发展相匹配的,这就导致其他国家航空产品的市场准入被欧美体系“卡死”。这就意味着如果我国的民用发动机无法通过现有形式的适航取证并赢得市场准入,此前所有的投入将付之东流。需要建立我国自主的适航体系,要建立自主适航体系,就需要从适航认证的源头来开展研究工作。因此,结合航空发动机适航规定第33.70条款的内容,首先就要获得tin夹杂材料的热变形特性数据,但是国内在此项数据积累方面处于空白状态,因此迫切需要开展tin材料热变形特性试验。然而,由于tin夹杂材料是一种即非金属又非陶瓷的物质,同时其还具有高硬度、高脆性的特点,因此传统的试样加工方法和检测方法均不适用tin材料。而且,国内也尚无相应的制备标准和检测标准可供参考。因此,如何准确获得我国工业体系下tin材料的热变形特征数据,就成为了建立我国自主适航体系的“卡脖子”难题,而tin夹杂材料试样制备及检测就成为了一项亟需突破的关键技术。
技术实现要素:
3.为了突破上述问题,本发明的目的是提供一种钛合金中硬α夹杂材料间接拉伸试样的制备及检测方法,能够准确检测不同氮含量tin材料的热变形特征数据,突破tin夹杂材料间接拉伸试样制备及检测的关键技术,填补国内该项数据的空白,解决我国自主适航体系的“卡脖子”难题。
4.本发明的技术方案是:
5.一种钛合金中硬α夹杂材料间接拉伸试样的制备及检测方法,包括以下步骤:
6.(1)采用热等静压技术制备不同氮含量tin夹杂块体材料,氮含量在12wt%以下;
7.(2)采用线切割的方式加工饼状间接拉伸试样,试样的直径为9.5mm,厚度3.2mm;
8.(3)首先采用带磨头的调速打磨机对间接拉伸试样表面进行打磨,以去除氧化层,随后采用氢氟酸、硝酸、盐酸和水体积比为1~2:5~7:≤1:7的溶液进行腐蚀处理,接着采用2000#水砂纸进行精磨处理,最后采用真空热处理炉对处理后的试样进行450℃
±
20℃保温2~4h的脱氢热处理,从而制备氮含量12wt%以下的间接拉伸试样;
9.(4)间接拉伸试验装置的夹具之间竖向设置饼状间接拉伸试样,通过夹具对间接拉伸试样施加压力f,采用高温热压缩试验机进行间接拉伸性能测试,测试温度为900℃~1100℃,应变速率为1s-1
~10s-1
。
10.所述的钛合金中硬α夹杂材料间接拉伸试样的制备及检测方法,步骤(2)中,试样加工余量为0.3~0.5mm。
11.所述的钛合金中硬α夹杂材料间接拉伸试样的制备及检测方法,步骤(3)中,氢氟酸、硝酸和盐酸的浓度分别为35wt%~40wt%、65wt%~68wt%和33wt%~39wt%。
12.所述的钛合金中硬α夹杂材料间接拉伸试样的制备及检测方法,步骤(4)中,间接拉伸试样的抗压强度为60~100mpa。
13.本发明的设计思想是:
14.本发明针对tin材料间接拉伸试样无法制备的问题,首次提出采用线切割、化学腐蚀和人工磨抛相结合的方法制备不同氮含量tin材料间接拉伸试样。通过上述方法可以实现不同氮含量tin材料间接拉伸试样的制备,解决现阶段tin材料间接拉伸试样无法制备的难题,从而获得准确的tin材料间接拉伸性能数据,填补国内该项技术空白,为我国自主适航体系的建立提供可靠的数据和技术支持。
15.本发明的优点及有益效果在于:
16.(1)本发明操作简单,可以快速、高质量的制备tin材料间接拉伸试样。
17.(2)本发明使用范围广泛,可以制备不同氮含量tin材料间接拉伸试样。
18.(3)本发明为国内首次建立不同氮含量tin材料间接拉伸试样的制备方法。
19.(4)本发明为国内首次获得不同氮含量tin材料的间接拉伸性能数据,填补国内该项数据空白。
附图说明
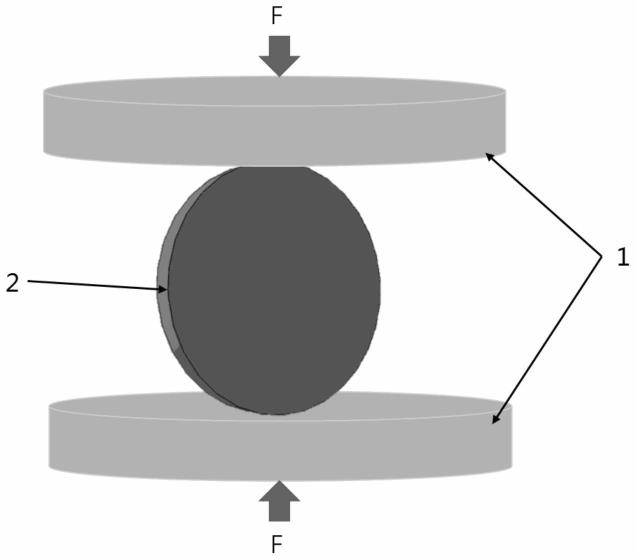
20.图1为间接拉伸试验装置示意图。图中,1夹具,2间接拉伸试样。
具体实施方式
21.在具体实施过程中,本发明钛合金中硬α夹杂材料间接拉伸试样的制备及检测方法,包括以下步骤:(1)采用热等静压技术制备不同氮含量tin夹杂块体材料;(2)采用线切割的方式加工饼状间接拉伸试样;(3)首先采用带磨头的调速打磨机对间接拉伸试样表面进行打磨,以去除氧化层,随后采用氢氟酸、硝酸、盐酸和水体积比为1~2:5~7:≤1:7的溶液进行腐蚀处理,接着采用2000#水砂纸进行精磨处理,最后采用真空热处理炉对处理后的试样进行450℃
±
20℃保温2~4h的脱氢热处理,从而制备氮含量12wt%以下的间接拉伸试样;(4)采用高温热压缩试验机(图1)进行间接拉伸性能测试,测试温度为900℃~1100℃,应变速率为0.01s-1
~10s-1
。
22.如图1所示,间接拉伸试验装置的夹具1之间竖向设置饼状间接拉伸试样2,通过夹具1对间接拉伸试样2施加压力。
23.下面,通过实施例对本发明进一步详细阐述。
24.实施例1:
25.本实施例中,氮含量为2wt%的tin材料间接拉伸试样的制备及检测方法,包括以下步骤:
26.(1)采用热等静压技术制备不同氮含量tin夹杂块体材料,氮含量为2wt%;
27.(2)采用线切割的方式加工间接拉伸试样,试样的直径为9.5mm,厚度3.2mm,加工余量为0.5mm;
28.(3)采用带磨头的调速打磨机对间接拉伸试样表面进行打磨,以去除氧化层;
29.(4)采用氢氟酸、硝酸和水体积比为1:5:7的溶液进行腐蚀处理,氢氟酸和硝酸的浓度分别为35wt%和68wt%;
30.(5)采用2000#水砂纸进行精磨处理,随后采用真空热处理炉对处理后的试样进行450℃保温2h的脱氢热处理,从而制备氮含量为2wt%的间接拉伸试样;
31.(6)采用高温热压缩试验机进行间接拉伸性能测试,测试温度为967℃,应变速率为1s-1
,抗压强度为61mpa。
32.本实施例中,能够准确检测氮含量为2wt%的tin材料热变形特征数据,突破tin夹杂材料间接拉伸试样制备及检测的关键技术,填补国内该项数据的空白,解决我国自主适航体系的“卡脖子”难题。
33.实施例2:
34.本实施例中,氮含量为5wt%的tin材料间接拉伸试样的制备及检测方法,包括以下步骤:
35.(1)采用热等静压技术制备不同氮含量tin夹杂块体材料,氮含量为5wt%;
36.(2)采用线切割的方式加工间接拉伸试样,试样的直径为9.5mm,厚度3.2mm,加工余量为0.4mm;
37.(3)首先采用带磨头的调速打磨机对间接拉伸试样表面进行打磨,以去除氧化层;
38.(4)随后采用氢氟酸、硝酸、盐酸和水体积比为2:6:1:7的溶液进行腐蚀处理,氢氟酸、硝酸和盐酸的浓度分别为40wt%、65wt%和35wt%;
39.(5)采用2000#水砂纸进行精磨处理,随后采用真空热处理炉对处理后的试样进行460℃保温3h脱氢热处理,从而制备氮含量为5wt%的间接拉伸试样;
40.(6)采用高温热压缩试验机进行间接拉伸性能测试,测试温度为948℃,应变速率为3s-1
,抗压强度为65mpa。
41.本实施例中,能够准确检测氮含量为5wt%的tin材料热变形特征数据,突破tin夹杂材料间接拉伸试样制备及检测的关键技术,填补国内该项数据的空白,解决我国自主适航体系的“卡脖子”难题。
42.实施例3:
43.本实施例中,氮含量为12wt%的tin材料拉伸试样的制备及检测方法,包括以下步骤:
44.(1)采用热等静压技术制备不同氮含量tin夹杂块体材料,氮含量为12wt%;
45.(2)采用线切割的方式加工间接拉伸试样,试样的直径为9.5mm,厚度3.2mm,加工余量为0.3mm;
46.(3)首先采用带磨头的调速打磨机对间接拉伸试样表面进行打磨,以去除氧化层;
47.(4)随后采用氢氟酸、硝酸、盐酸和水体积比为2:7:0.5:7的溶液对间接拉伸试样进行腐蚀处理,氢氟酸、硝酸和盐酸的浓度分别为38wt%、67wt%和34wt%;
48.(5)采用2000#水砂纸进行精磨处理,随后采用真空热处理炉对处理后的试样进行450℃保温4h的脱氢热处理,从而制备氮含量为12wt%的间接拉伸试样。
49.(6)采用高温热压缩试验机进行间接拉伸性能测试,测试温度为971℃,应变速率为10s-1
,抗压强度为93mpa。
50.本实施例中,能够准确检测氮含量为12wt%的tin材料热变形特征数据,突破tin夹杂材料间接拉伸试样制备及检测的关键技术,填补国内该项数据的空白,解决我国自主适航体系的“卡脖子”难题。
51.另外,以上所述,仅是本发明中实施例的部分代表而已,不能以此局限本发明之权利范围。对于本领域的研究人员而言,所述的砂纸粒度、氢氟酸、硝酸、盐酸和水的比例可根据试样表面状态(表面粗糙度)和tin材料成分(氮含量)进行相应的调整,并且可加入适量的缓蚀剂、表面活性剂等,以达到最佳的试样表面状态。因此,依本发明的技术方案和技术思路做出其它各种相应的改变和变形,仍属于本发明所涵盖的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1