一种架空导线及地线耐张线夹压接质量检测系统及方法与流程
1.本发明涉及耐张线夹压接质量检测技术领域,具体涉及一种架空导线及地线耐张线夹压接质量检测系统及方法。
背景技术:
2.高压架空输电线路架设需要利用到耐张线夹来压接安装大截面钢芯铝绞线,而耐张线夹压接质量的好坏直接关系到高压架空输电线路的安全稳定运行,目前,同一条线路上所使用的耐张线夹通常相同,耐张线夹压接质量检测技术主要包括两种:第一种是人工检测,需要人工背负x射线检测设备登上杆塔进行检测,检测过程劳动强度大,效率低下,检测安全性低,且容易对人体造成辐射危害。第二种是机载悬挂式检测,将x射线检测设备悬挂于无人飞机上,由无人飞机带着x射线检测设备悬停于耐张线夹处进行检测,由于x射线检测设备与无人飞机之间为柔性连接,导致x射线检测设备在悬停过程中容易随风摇晃,由此导致成像质量不佳,从而导致检测结果不准确。
3.中国专利申请(申请号为2021232702041)提供了一种无人飞机托举的耐张线夹压接质量x射线无损检测装置,地面人员操控着多旋翼无人飞机飞向耐张线夹进行探测,x射线源与无人飞机之间为刚性连接,因此x射线源在悬停过程中不会随风摇晃,由此使得成像质量更好,从而使得检测结果更加准确。
4.综上,目前的耐张线夹压接质量检测无论采用人工x射线检测,还是机载情况下,均是针对重要跨越杆塔(跨越高速公路和铁路的杆塔)耐张线夹进行检测,若需要大面积检测一条线路(所用耐张线夹类型相同),就需要长时间停电,费时费力,耐张线夹的压接质量评估效率低下。
技术实现要素:
5.本发明要解决的技术问题是:提供一种架空导线及地线耐张线夹压接质量检测系统及方法,以解决现有技术中存在的技术问题。
6.本发明采取的技术方案为:一种架空导线及地线耐张线夹压接质量检测系统,包括耐张线夹dr检测影像模块、图像采集模块和特征标定与比对模块,耐张线夹dr检测影像模块用于检测架空输电线路重要跨越杆塔耐张线夹dr检测影像,图像采集模块用于无人飞机可见光照相采集架空输电线路剩余部分耐张线夹处拍照图片,剩余部分耐张线夹数量远大于重要跨越耐张线夹数量,特征标定与比对模块用于处理耐张线夹dr检测影像和无人飞机照相图片并进行比对评估压接质量。
7.优选的,上述耐张线夹dr检测影像模块采用x射线检测装置获得。
8.优选的,上述图像采集模块利用高清摄像机无人飞机对架空输电线路耐张线进行拍摄,拍摄时无人飞机的摄像头垂直于耐张线夹且获得的耐张线夹图像完整。
9.优选的,上述一种架空导线及地线耐张线夹压接质量检测系统的检测方法,该方法为:采用耐张线夹dr检测影像模块获取架空输电线路重要跨越杆塔耐张线夹dr检测影
像,采用图像采集模块获取架空输电线路剩余部分耐张线夹处拍照图片,采用特征标定与比对模块处理耐张线夹dr检测影像和拍照图片并进行比对评估耐张线夹压接质量。
10.优选的,上述耐张线夹压接质量评估的方法包括镀锌钢绞线耐张线夹特征标定与比对方法、铝包钢绞线耐张线夹特征标定与比对方法和钢芯铝绞线耐张线夹特征标定与比对方法。
11.优选的,上述镀锌钢绞线耐张线夹特征标定与比对方法步骤如下:
12.1.1、利用镀锌钢绞线耐张线夹标定x射线dr检测影像进行镀锌钢绞线耐张线夹特征标定;
13.(1)测量镀锌钢绞线耐张线夹钢锚实心段影像直径s0;
14.(2)确定耐张线夹钢锚挂环明显识别特征点,测量耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚压接钢管底面的距离s1;
15.(3)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚压接钢管底面相对距离s
[0016][0017]
1.2、镀锌钢绞线耐张线夹无人飞机照片影像测量;
[0018]
(1)测量镀锌钢绞线耐张线夹实心段影像直径z0;
[0019]
(2)找到耐张线夹钢锚挂环明显识别特征点,测量耐张线夹钢锚挂环明显识别特征点到耐张线夹挂环侧压接起始点距离z1;
[0020]
(3)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚压接钢管底面相对距离z:
[0021][0022]
1.3、镀锌钢绞线耐张线夹特征比对:
[0023]
(1)z≥s,地线耐张线夹钢锚压接正常;
[0024]
(2)z《s,地线耐张线夹钢锚压接钢管与实心过渡段被压接。
[0025]
优选的,上述铝包钢绞线耐张线夹特征标定与比对方法包括如下步骤:
[0026]
2.1、利用铝包钢绞线耐张线夹标定x射线dr检测影像进行镀锌钢绞线耐张线夹特征标定;
[0027]
(1)测量铝包钢绞线耐张线夹钢锚实心段影像直径s0;
[0028]
(2)确定耐张线夹挂环明显识别特征点,测量耐张线夹挂环明显识别特征点到耐张线夹钢锚压接钢管底面的距离s1;
[0029]
(3)计算耐张线夹挂环明显识别特征点到耐张线夹钢锚压接钢管底面相对距离s
[0030][0031]
2.2、铝包钢绞线耐张线夹无人飞机照片影像测量;
[0032]
(1)测量铝包钢绞线耐张线夹钢锚实心段影像直径z0;
[0033]
(2)找到耐张线夹钢锚挂环明显识别特征点,测量耐张线夹钢锚挂环明显识别特
征点到耐张线夹钢锚挂环侧压接起始点距离z1,如果耐张线夹钢锚液压压痕被铝管覆盖,则z1不测量,z1=0;
[0034]
(3)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚压接钢管底面相对距离z
[0035][0036]
2.3、铝包钢绞线耐张线夹特征比对:
[0037]
(1)z≥s,地线耐张线夹钢锚压接正常;
[0038]
(2)z《s,地线耐张线夹钢锚压接钢管与实心过渡段被压接;
[0039]
(3)z=0,耐张线夹钢锚液压压痕被铝管覆盖。
[0040]
优选的,上述钢芯铝绞线耐张线夹特征标定与比对包括以下步骤:
[0041]
3.1利用钢芯铝绞线耐张线夹标定x射线dr检测影像进行钢芯铝绞线耐张线夹特征标定:
[0042]
(1)测量钢芯铝绞线耐张线夹钢锚实心段影像直径d0;
[0043]
(2)确定耐张线夹钢锚挂环明显识别特征点,测量耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚挂环侧第一剪力槽环侧的距离d1;
[0044]
(3)测量耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚管侧第一剪力槽管侧的距离d2;
[0045]
(4)测量耐张线夹钢锚管侧第一剪力槽槽宽的宽度d3;
[0046]
(5)测量耐张线夹钢锚管侧第一剪力槽与第二剪力槽凸台宽度的宽度d4;
[0047]
(6)测量耐张线夹钢锚剪力槽数m;
[0048]
(7)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚挂环侧第一剪力槽环侧相对距离d1[0049][0050]
(8)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚管侧侧第一剪力槽管侧相对距离d2[0051][0052]
(9)计算耐张线夹钢锚管侧第一剪力槽相对宽度d3[0053][0054]
(10)计算耐张线夹钢锚管侧第一剪力槽与第二剪力槽凸台相对宽度d4[0055][0056]
3.2钢芯铝绞线耐张线夹无人飞机照片影像测量:
[0057]
(1)测量钢芯铝绞线耐张线夹钢锚实心段影像直径e0;
[0058]
(2)找到耐张线夹钢锚挂环明显识别特征点,测量耐张线夹钢锚挂环明显识别特
征点到耐张线夹压接铝管剪力压接挂环侧压接起始点距离e1;
[0059]
(3)测量耐张线夹钢锚挂环明显识别特征点到耐张线夹压接铝管剪力压接管侧压接起始点距离e2;
[0060]
(4)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹压接铝管剪力压接挂环侧压接起始点相对距离e1[0061][0062]
(5)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹压接铝管剪力压接管侧压接起始点相对距离e2[0063][0064]
3.3钢芯铝绞线耐张线夹特征比对:
[0065]
(1)e1+0.2≤d1并且e2-0.2≥d2钢芯铝绞线耐张线夹剪力槽压接正常;
[0066]
(2)d2≤e1+0.2钢芯铝绞线耐张线夹剪力压接在剪力槽挂环侧,剪力槽全部漏压;
[0067]
(3)e
1-0.2≥d
2-d3钢芯铝绞线耐张线夹剪力压接在剪力槽管侧,剪力槽全部漏压;
[0068]
(4)d1<e1+0.2≤d1+d3+d4,钢芯铝绞线耐张线夹钢锚挂环侧漏压1个剪力槽;
[0069]
(5)d1+d3+d4≤e1+0.2≤d1+2d3+2d4,钢芯铝绞线耐张线夹钢锚挂环侧漏压2个剪力槽;
[0070]
(6)d1+2d3+2d4≤e1+0.2,钢芯铝绞线耐张线夹钢锚挂环侧漏压大于2个剪力槽。
[0071]
(7)d
2-d3<e
2-0.2≤d2,钢芯铝绞线耐张线夹钢锚管侧漏压1个剪力槽;
[0072]
(8)d
2-2d
3-d4<e
2-0.2≤d
2-d
3-d4,钢芯铝绞线耐张线夹钢锚管侧漏压2个剪力槽;
[0073]
(9)e
2-0.2≤d
2-2d
3-2d4,钢芯铝绞线耐张线夹钢锚管侧漏压大于2个剪力槽。
[0074]
本发明的有益效果:与现有技术相比,本发明针对同一条线路,采用耐张线夹x射线dr检测影像模块采集重要跨越杆塔耐张线夹(如高速公路、高铁、铁路等跨越线路部分的耐张线夹)进行x射线dr检测影像,然后,采用无人飞机记载高清摄像机拍摄该条线路上的所有剩余部分的耐张线夹的图像照片,通过剩余部分的耐张线夹的图像照片与部分耐张线夹x射线dr检测影像进行比较评估剩余部分的耐张线夹的压接质量评估,也可以结合x射线dr检测影像采用常规方法的这部分的评估,综合获得整条线路耐张线夹的压接质量评估,剩余耐张线夹部分的压接质量评估相比现有的采用x射线数字成像板检测的方法,能够快速实现整条线路耐张线夹压接质量的的全面检测,检测精确性高,劳动强度大大降低,而且不需要停电操作,针对一些长期运行后的线路进行故障检测,能够起到辅助评估作用。
附图说明
[0075]
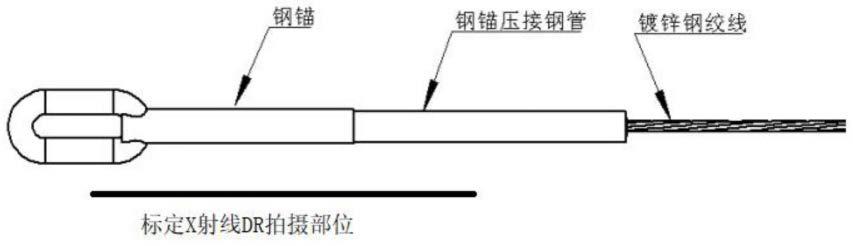
图1是镀锌钢绞线耐张线夹标定x射线dr检测部位图;
[0076]
图2是铝包钢绞线耐张线夹标定x射线dr检测部位图;
[0077]
图3是钢芯铝绞线耐张线夹标定x射线dr检测部位图。
具体实施方式
[0078]
下面结合具体的实施例对本发明进行进一步介绍。
[0079]
实施例1:如图1-3所示,一种架空导线及地线耐张线夹压接质量检测系统,包括耐张线夹dr检测影像模块、图像采集模块和特征标定与比对模块,耐张线夹dr检测影像模块用于检测架空输电线路重要跨越杆塔耐张线夹dr检测影像,图像采集模块用于无人飞机可见光照相采集架空输电线路剩余部分耐张线夹处拍照图片,剩余部分耐张线夹数量远大于重要跨越耐张线夹,特征标定与比对模块用于处理耐张线夹dr检测影像和无人飞机照相图片并进行比对评估压接质量。
[0080]
所针对的导线包括gb/t 1179圆线同心绞架空导线、gb/t 3428架空绞线用镀锌钢线、gb/t 17937电工用铝包钢线,线夹为dl/t 757耐张线夹。钢绞线指符合《架空绞线用镀锌钢线》gb/t 3428定义的镀锌钢绞线或符合《电工用铝包钢线》gb/t 17937定义的铝包钢绞线。钢芯铝绞线:指符合《圆线同心绞架空导线》gb/t 1179规定的镀锌钢芯铝绞线或铝包钢芯铝绞线。压接钢管:耐张线夹钢锚与镀锌钢绞线或铝包钢绞线液压连接的钢锚管段,用于架空地线或钢芯铝绞线钢芯与耐张线夹钢锚连接;压接铝管:套装在外层嵌铝管或钢芯铝绞线之外,通过液压压接,使钢芯铝绞线与耐张线夹、钢芯铝绞线与压接铝管连接。
[0081]
优选的,上述耐张线夹dr检测影像模块采用x射线检测装置获得。
[0082]
耐张线夹钢锚剪力槽标定x射线dr检测:
[0083]
(1)在必须架空检测的输电线线路架空导线耐张线夹钢锚剪力槽铝管液压段、架空地线耐张线夹钢锚用脉冲式x射线检测仪检测,用dr板实时成像,拍摄单张影像应包括部分钢锚挂环、钢锚实心杆、部分钢锚压接钢管的标定x射线dr影像。
[0084]
(2)耐张线夹钢锚剪力槽铝管液压段用一组脉冲(如脉冲数15)曝光检测成像。
[0085]
(3)镀锌钢绞线耐张线夹标定x射线dr检测部位如图1;
[0086]
(4)铝包钢绞线耐张线夹标定x射线dr检测部位如图2;
[0087]
(5)5钢芯铝绞线耐张线夹标定x射线dr检测部位如图3。
[0088]
优选的,上述图像采集模块利用高清摄像机无人飞机对架空输电线路耐张线进行拍摄,拍摄时无人飞机的摄像头垂直于耐张线夹且获得的耐张线夹图像完整。取景视场不能被备份线夹及其它物体遮拦,一张照片包含耐张线夹全部,影像清晰。架空地线耐张线夹无人飞机照片须反映钢锚挂环、钢锚实心段、耐张线夹压接段信息。架空导线耐张线夹无人飞机照片须反映钢锚挂环、钢锚实心段、剪力槽压接段信息。无人飞机照片保存命名必须包含线路、杆塔、大小号侧、线相信息。
[0089]
实施例2:一种架空导线及地线耐张线夹压接质量检测系统的检测方法,该方法为:采用耐张线夹dr检测影像模块获取架空输电线路重要跨越杆塔耐张线夹dr检测影像,采用图像采集模块获取架空输电线路剩余部分耐张线夹处拍照图片,采用特征标定与比对模块处理耐张线夹dr检测影像和拍照图片并进行比对评估耐张线夹压接质量。
[0090]
优选的,上述耐张线夹压接质量评估的方法包括镀锌钢绞线耐张线夹特征标定与比对方法、铝包钢绞线耐张线夹特征标定与比对方法和钢芯铝绞线耐张线夹特征标定与比对方法。
[0091]
优选的,上述镀锌钢绞线耐张线夹特征标定与比对方法步骤如下:
[0092]
1.1、利用镀锌钢绞线耐张线夹标定x射线dr检测影像进行镀锌钢绞线耐张线夹特征标定;
[0093]
(1)测量镀锌钢绞线耐张线夹钢锚实心段影像直径s0,单位像素;
[0094]
(2)确定耐张线夹钢锚挂环明显识别特征点(识别特征点:钢锚挂环与钢锚实心段变径点,下同),测量耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚压接钢管底面的距离s1,单位像素;
[0095]
(3)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚压接钢管底面相对距离s
[0096][0097]
1.2、镀锌钢绞线耐张线夹无人飞机照片影像测量;
[0098]
(1)测量镀锌钢绞线耐张线夹钢锚实心段影像直径z0,单位像素;
[0099]
(2)找到耐张线夹钢锚挂环明显识别特征点,测量耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚挂环侧压接起始点距离z1,单位像素;
[0100]
(3)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚压接钢管底面相对距离z:
[0101][0102]
1.3、镀锌钢绞线耐张线夹特征比对:
[0103]
(1)z≥s,地线耐张线夹钢锚压接正常;
[0104]
(2)z《s,地线耐张线夹钢锚压接正常压接钢管与实心过渡段被压接。
[0105]
优选的,上述铝包钢绞线耐张线夹特征标定与比对方法包括如下步骤:
[0106]
2.1、利用铝包钢绞线耐张线夹标定x射线dr检测影像进行镀锌钢绞线耐张线夹特征标定;
[0107]
(1)测量铝包钢绞线耐张线夹钢锚实心段影像直径s0,单位像素;
[0108]
(2)确定耐张线夹钢锚挂环明显识别特征点,测量耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚压接钢管底面的距离s1,单位像素;
[0109]
(3)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚压接钢管底面相对距离s:
[0110][0111]
2.2、铝包钢绞线耐张线夹无人飞机照片影像测量;
[0112]
(1)测量铝包钢绞线耐张线夹钢锚实心段影像直径z0,单位像素;
[0113]
(2)找到耐张线夹钢锚挂环明显识别特征点,测量耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚挂环侧压接起始点距离z1,单位像素;如果耐张线夹钢锚液压压痕被铝管覆盖,则z1不测量,z1=0;
[0114]
(3)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹钢锚压接钢管底
[0115]
面相对距离z:
[0116][0117]
2.3、铝包钢绞线耐张线夹特征比对:
[0142][0143]
(5)计算耐张线夹钢锚挂环明显识别特征点到耐张线夹压接铝管剪力压接管侧压接起始点相对距离e2[0144][0145]
3.3钢芯铝绞线耐张线夹特征比对:
[0146]
(1)e1+0.2≤d1并且e2-0.2≥d2钢芯铝绞线耐张线夹剪力槽压接正常;
[0147]
(2)d2≤e1+0.2钢芯铝绞线耐张线夹剪力压接在剪力槽挂环侧,剪力槽全部漏压;
[0148]
(3)e
1-0.2≥d
2-d3钢芯铝绞线耐张线夹剪力压接在剪力槽管侧,剪力槽全部漏压;
[0149]
(4)d1<e1+0.2≤d1+d3+d4,钢芯铝绞线耐张线夹钢锚挂环侧漏压1个剪力槽;
[0150]
(5)d1+d3+d4≤e1+0.2≤d1+2d3+2d4,钢芯铝绞线耐张线夹钢锚挂环侧漏压2个剪力槽;
[0151]
(6)d1+2d3+2d4≤e1+0.2,钢芯铝绞线耐张线夹钢锚挂环侧漏压大于2个剪力槽。
[0152]
(7)d
2-d3<e
2-0.2≤d2,钢芯铝绞线耐张线夹钢锚管侧漏压1个剪力槽;
[0153]
(8)d
2-2d
3-d4<e
2-0.2≤d
2-d
3-d4,钢芯铝绞线耐张线夹钢锚管侧漏压2个剪力槽;
[0154]
(9)e
2-0.2≤d
2-2d
3-2d4,钢芯铝绞线耐张线夹钢锚管侧漏压大于2个剪力槽。
[0155]
耐张线夹压接质量控制
[0156]
1镀锌钢绞线耐张线夹钢锚压接钢管与实心过渡段被压接,须更换耐张线夹,液压后用x射线dr检测。
[0157]
2铝包钢绞线耐张线夹钢锚压接钢管与实心过渡段被压接,须更换耐张线夹,液压后用x射线dr检测。
[0158]
3铝包钢绞线耐张线夹钢锚压接处未外露,用x射线dr检测或加装备线夹。
[0159]
4钢芯铝绞线耐张线夹存在以下质量问题,必须补压,补压后用x射线dr检测。
[0160]
(1)钢芯铝绞线耐张线夹剪力压接在剪力槽挂环侧,剪力槽全部漏压。
[0161]
(2)钢芯铝绞线耐张线夹剪力压接在剪力槽管侧侧,剪力槽全部漏压。
[0162]
(3)剪力槽数量等于2,漏压一个剪力槽。
[0163]
(4)剪力槽数量大于2,漏压大于等于二个剪力槽。
[0164]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内,因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1