全自动换向器内径测量装置的制作方法
1.本实用新型涉及一种全自动换向器内径测量装置,属于换向器检测技术领域。
背景技术:
2.换向器,也称“整流子”,是用于直流电机和交流换向器电动机电枢上的一个重要部件。换向器的组成为:由云母片隔开的许多铜片组成的圆筒形或盘形,每一铜片同某几个电枢绕组元件相连接。
3.此类换向器,在出厂前还会进行相应的检测,其中检测方面主要为针对换向器内径尺寸等方面,现有的一般采用人工的方式进行检测,由此造成了效率低下,不适应于批量测量。
技术实现要素:
4.鉴于上述不足,本实用新型提供了一种用于换向器内径尺寸高效测量的全自动换向器内径测量装置。
5.为了实现以上目的,一种全自动换向器内径测量装置,该测量装置包括操作台、以及与操作台连接的理料机构、进料轨道、送料机构、顶出机构、测量机构、出料机构、分料机构,所述的测量机构与顶出机构呈对向设置,送料机构与进料轨道相通,送料机构于测量机构与顶出机构之间作进料动作,通过所述的顶出机构,构成送料机构上的外界换向器朝向测量机构一侧的进料,出料机构分布于测量机构的一侧,并作出料动作,所述的分料机构分布于出料机构出料终点位的区域。
6.本实用新型的有益效果在于:通过将全自动换向器内径测量装置涉及多个用于实现换向器全自动内径测量的机构,使得通过全自动化的内径测量装置替代现有人工的方式进行测量,使得可实现全自动化高效测量,可适应批量,大大降低人工成本,以及相对比于其他用于换向器内径测量的设备而言,其操作的复杂性低。
7.本实用新型进一步设置为,进料轨道上开设有出料口,送料机构包括送料臂,送料机构的送料臂与进料轨道上的出料口相通,顶出机构上包括有顶出轴,测量机构包括气规测头,所述的顶出轴与气规测头相对,并呈同一直线式分布,所述的送料臂与相对的顶出轴及气规测头呈交错式分布,且所述的送料臂于进料轨道上的出料口与相对的顶出轴及气规测头之间作进给及伸缩复位动作,顶出机构上的顶出轴于朝向气规测头的一侧作进给顶料动作,并构成送料机构上换向器的顶出进料,所述的出料机构分布于靠近气规测头的区域,通过所述的出料机构构成换向器检测后的出料。
8.通过上述设置,确保了全自动换向器内径测量装置设计的合理性,以及实施的可靠性。
9.本实用新型进一步设置为,测量机构还包括气规夹头,气规测头连接于气规夹头,通过所述的气规夹头构成气规测头的限位,气规夹头外接有电子气动量仪,该外接的电子气动量仪通过软管与气规夹头连接,且通过所述的电子气动量仪构成换向器内径检测数据
的显示。
10.通过上述设置,实现换向器于装置上进行可靠的自动化检测,也确保了可靠。
11.本实用新型进一步设置为,测量机构还包括连接于操作台上的夹座,通过气规夹头连接于夹座上,构成气规测头于测量机构的上连接。
12.通过上述设置,使得气规测头于测量机构上可靠安装及连接,确保了气规测头的可靠设置。
13.本实用新型进一步设置为,分料机构包括产品回收通道、通道分割片与分割片驱动气缸,所述的产品回收通道与操作台连接,操作台相对于产品回收通道形成有下料口,该下料口与产品回收通道相连,所述的产品回收通道为“一进二出式”结构,所述的通道分割片设于“一进二出式”产品回收通道中“二出”通道分割线的位置,所述的通道分割片于“二出”通道分割线的位置作旋转运动,形成“二出”通道中控制某一通道的开启或关闭,构成区别并回收合格品与非合格品,通过所述的分割片驱动气缸,构成驱动通道分割片旋转。
14.通过上述,使得了本装置的用于产品回收的结构其设计新颖,其由单个通道进出合格及非合格产品,再由在通道内设置用于开启或关闭其中一个通道的方式,相比于一般装置或设备针对筛选或分类产品的好坏或合格非合格,会出现两个或两个以上的出口,造成的装置或设备设计的复杂性大大提升,同时制造成本也相对提高的缺陷。
15.本实用新型进一步设置为,顶出机构还包括顶出气缸,通过所述的顶出气缸构成驱动顶出轴前伸,理料机构为振动盘。
16.通过上述,可确保顶出机构对于顶出轴的可靠驱动,保证设计合理。
17.本实用新型全自动换向器内径测量装置涉及的检测方法,包括以下步骤:
18.步骤一:将待检的换向器倒入已启动的全自动换向器内径测量装置的振动盘中;
19.步骤二:通过振动盘理料后的换向器,进入到进料轨道内,进料轨道内的换向器由于重力的作用到达出料口的位置;
20.步骤三:到达出料口位置的换向器,通过与送料机构相通的位置进入到送料机构,通过送料机构上送料臂的前送动作将换向器送料至顶出轴与气规测头之间的位置;
21.步骤四:顶出机构的顶出轴前伸至送料臂的位置,顶出轴将送料臂上的换向器顶出至气规测头的位置,同步的送料机构的送料臂回退;
22.步骤五:通过送料臂上的换向器顶出至气规测头的位置,并通过送料臂继续前伸,气规测头伸入换向器的内孔位置;
23.步骤六:气规测头上预设的喷嘴对换向器的内孔喷出气体,再由电子气动量仪依据换向器的内孔气体流量的大小,测得换向器内孔的数据,同时判断换向器的内孔的尺寸是否合格;
24.步骤七:待换向器上内径测量后,顶出轴回退,同步出料机构工作将通过气规测头上的换向器,从气规测头上拖出,并掉入操作台上开设的下料口的位置;
25.步骤八:分料机构依据测量后的换向器的合格情况,通过分割片驱动气缸驱动通道分割片转动,构成“二出”通道中合格品通过或非合格品通道的开启,待测量完全的换向器通过产品回收通道回收之后;步骤四中回退的送料臂,再次携带通过出料口进入到送料机构位置的换向器,前送至顶出轴与气规测头之间,开始下一换向器的检测。
附图说明
26.图1是本实用新型全自动换向器内径测量装置的立体图;
27.图2是本实用新型全自动换向器内径测量装置的第一角度立体图;
28.图3是本实用新型全自动换向器内径测量装置的俯视图;
29.图4是本实用新型理料机构与进料轨道的配合示意图;
30.图5是本实用新型理料机构与送料机构的配合示意图;
31.图6是图5的放大图;
32.图7是本实用新型分料机构的立体示意图;
33.图8是本实用新型分料机构的内部结构分布示意图;
具体实施方式
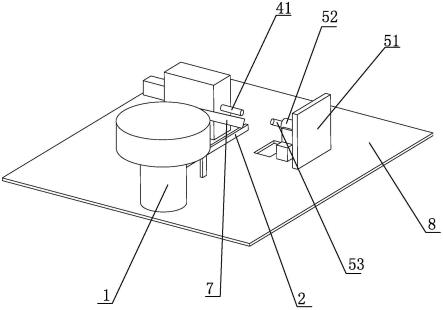
34.如图1-8所示,本实用新型具体实施例是一种全自动换向器内径测量装置,该测量装置包括操作台8、以及与操作台8连接的理料机构1、进料轨道7、送料机构、顶出机构4、测量机构5、出料机构6、分料机构3。测量机构5与顶出机构4呈对向设置,送料机构与进料轨道7相通,送料机构于测量机构5与顶出机构4之间作进料动作,通过顶出机构5,构成送料机构上的外界换向器朝向测量机构5一侧的进料,出料机构6分布于测量机构5的一侧,并作出料动作,分料机构3分布于出料机构6出料终点位的区域。
35.上述通过将全自动换向器内径测量装置涉及多个用于实现换向器全自动内径测量的机构,使得通过全自动化的内径测量装置替代现有人工的方式进行测量,使得可实现全自动化高效测量,可适应批量,大大降低人工成本,以及相对比于其他用于换向器内径测量的设备而言,其操作的复杂性低。
36.上述提及的进料轨道7上开设有出料口71,送料机构包括送料臂2,送料机构的送料臂2与进料轨道7上的出料口71相通,顶出机构4上包括有顶出轴41,测量机构5包括气规测头53,顶出轴41 与气规测头53相对,并呈同一直线式分布,送料臂2与相对的顶出轴41及气规测头53呈交错式分布,且送料臂2于进料轨道7上的出料口71与相对的顶出轴41及气规测头53之间作进给及伸缩复位动作,顶出机构4上的顶出轴41于朝向气规测头53的一侧作进给顶料动作,并构成送料机构上换向器的顶出进料,出料机构6分布于靠近气规测头53的区域,通过出料机构6构成换向器检测后的出料。
37.此外,上述的测量机构5还包括气规夹头52,气规测头53连接于气规夹头52,通过气规夹头52构成气规测头53的限位,气规夹头52外接有电子气动量仪,该外接的电子气动量仪通过软管与气规夹头52连接,且通过电子气动量仪构成换向器内径检测数据的显示。
38.上述的测量机构5还包括连接于操作台8上的夹座51,通过气规夹头52连接于夹座51上,构成气规测头53于测量机构5的上连接。
39.如图7-8所示,以及上述的分料机构3包括产品回收通道32、通道分割片31与分割片驱动气缸,产品回收通道32与操作台8连接,操作台8相对于产品回收通道32形成有下料口81,该下料口81与产品回收通道32相连,产品回收通道32为“一进二出式”结构,通道分割片31设于“一进二出式”产品回收通道32中“二出”通道分割线的位置,通道分割片31于“二出”通道分割线的位置作旋转运动,形成“二出”通道中控制某一通道的开启或关闭,构成区别并回收合格品与非合格品,通过分割片驱动气缸,构成驱动通道分割片 31旋转。
40.上述的理料机构1为振动盘。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1