一种涂油池粘度、温度在线监测装置及其控制系统的制作方法
1.本发明涉及设备自动控制技术领域,具体是一种涂油池粘度、温度在线监测装置及其控制系统。
背景技术:
2.防水卷材,由沥青、橡胶或其他有机材料制成的成卷防水材料,俗称油毡或油毛毡,它具有良好的防水性和较好的柔韧性。在防水卷材的生产过程中,涂油池工艺介质的粘度和温度直接影响防水卷材的生产质量;目前防水卷材生产线涂油池工艺介质粘度的检测方法有两种:一、操作工通过目示方法的经验来判断;二、是在涂油池把工艺介质料取样到检测室通过粘度仪检测粘度;然而通过操作工的经验判断,每次预判都存在差异,不能有效的保证产品质量;取样拿到检测室检测,存在时间上的浪费和不即时性,只能手动测量;由于工艺介质粘度没有数值,没有标准,当工艺介质粘度大时定型辊阻力大致使胎基布断裂或变窄,当工艺介质粘度小时卷材车间厚度达不到要求;目前工艺介质温度的检测方法有两种:一、操作工通过红外测温枪对介质表面进行测量温度,不能即时监测到温度;二、通过pt100热电偶测量介质温度,不能对导热油阀门控制,不能实现自动调节;针对以上不足,本发明提出一种涂油池粘度、温度在线监测装置及其控制系统。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种涂油池粘度、温度在线监测装置及其控制系统。
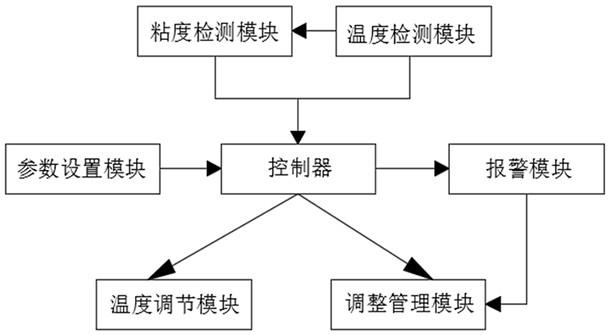
4.为实现上述目的,根据本发明的第一方面的实施例提出一种涂油池粘度、温度在线监测装置的控制系统,包括粘度检测模块、温度检测模块、控制器、温度调节模块和调整管理模块;所述温度检测模块用于实时检测工艺介质的温度信息并将温度信息传输至控制器,所述控制器用于获取参数设置模块中用户设置的预设参数并将预设参数与接收到的温度信息进行对比分析,从而驱动控制温度调节模块调节工艺介质的温度;所述温度调节模块包括pid调节器和导热油阀门;当温度调节模块对工艺介质进行加热时,所述温度调节模块用于结合当前环境温度和工艺介质的当前温度,计算得到温度补偿值gb;由pid调节器控制导热油阀门的阀门开度来调节工艺介质的温度;当工艺介质的温度达到温度目标值tc,温度调节模块驱动控制导热油阀门关闭,并生成温度正常信号至控制器;响应于接收到温度正常信号,所述粘度检测模块用于实时检测工艺介质的粘度信息并将粘度信息传输至控制器;所述控制器用于将接收到的粘度信息与预设参数进行对比分析,从而通过调整管理模块调整工艺配方来调节工艺介质的粘度。
5.进一步地,所述控制器的具体分析过程如下:获取工艺介质的当前温度为t1,将温度目标值标记为tc,将温度目标值的修正系数标记为xs;当t1低于标准温度范围或(tc-t1)/tc≥xs,则生成加热信号;所述控制器接收到加热信号后驱动控制温度调节模块对工艺介质进行加热,直至工艺介质的当前温度达到温度目标值tc。
6.进一步地,所述温度调节模块的具体工作步骤如下:将当前环境温度标记为g1;将工艺介质的当前温度t1与标准温度范围g2-g3相比较;若t1低于标准温度范围,则温度补偿值gb的计算公式为:;其中a1、a2为系数因子;若t1处于标准温度范围内,则;设定若干个导热油阀门的阀门开度阈值,设定每个阀门开度阈值均对应一个预设温度补偿值范围;将温度补偿值gb与所有的预设温度补偿值范围相匹配,得到对应的阀门开度阈值并标记为hm;温度调节模块驱动控制导热油阀门的阀门开度达到hm,从而控制工艺介质的温度。
7.进一步地,所述参数设置模块用于用户在系统的hmi界面中设置预设参数;所述预设参数包括标准温度范围g2-g3、温度目标值、粘度目标值、温度目标值的修正系数、粘度目标值的修正系数和涂油池的数量。
8.进一步地,所述控制器的具体分析过程还包括:获取工艺介质的当前粘度为n1,将粘度目标值标记为nc,将粘度目标值的修正系数标记为ns;当|n1-nc|/nc≥ns,则生成配方调整信号;所述控制器用于接收到配方调整信号后控制报警模块发出警报,并将配方调整信号传输至调整管理模块。
9.进一步地,所述调整管理模块接收到配方调整信号后分配对应的技术人员调整工艺配方;具体分配步骤为:获取当前空闲的技术人员为初选人员,采集预设时间内初选人员的配方调整记录,所述配方调整记录包括调整时长以及调整次数;将配方调整记录中的调整时长标记为ti,调整次数标记为ci;利用公式di=1/(ti
×
b1+ci
×
b2)计算得到单调值di,其中b1、b2为系数因子;统计di大于单调阈值的次数为z1,对应的次数占比为zb;当di大于单调阈值时,获取di与单调阈值的差值并求和得到超调总值cz;利用公式ct=z1
×
zb
×
g1+cz
×
g2计算得到超调系数ct,其中g1、g2为系数因子;将超调系数ct最大的初选人员标记为选中人员,并将配方调整信号发送至选中人员的手机终端。
10.进一步地,一种涂油池粘度、温度在线监测装置,应用于涂油池生产线,包括粘度检测仪、温度显示表以及pt100热电偶;所述涂油池生产线包括涂油池、胎基布、放料管道、定型辊、定型送油辊、导热油阀
门、工艺介质以及压油导辊;所述工艺介质通过放料管道进入涂油池,所述放料管道上端部连接有导热油阀门,所述导热油阀门用于对进入放料管道的工艺介质进行导热;所述粘度检测仪用于实时检测工艺介质的粘度,所述pt100热电偶用于实时检测工艺介质的温度,并将检测到的温度信息通过温度显示表实时显示。
11.进一步地,防水卷材生产时,所述胎基布从涂油池外通过压油导辊压入涂油池内,涂油池内的工艺介质对胎基布进行浸透,浸透后的胎基布附在定型送油辊上,通过机械输送送入定型辊,最后胎基布上下两面覆上工艺介质导出涂油池。
12.与现有技术相比,本发明的有益效果是:1、本发明中粘度检测仪用于实时检测工艺介质的粘度,pt100热电偶用于实时检测工艺介质的温度,所述控制器用于获取参数设置模块中用户设置的预设参数并将预设参数与温度检测模块读取的温度信息进行对比分析,从而驱动控制温度调节模块调节工艺介质的温度,能减少断布及变窄的风险、减少热能损耗降低了生产成本;2、当温度调节模块对工艺介质进行加热时,温度调节模块用于结合当前环境温度和工艺介质的当前温度,计算得到温度补偿值,再根据温度补偿值确定对应的阀门开度阈值,由pid调节器控制导热油阀门的阀门开度来调节工艺介质的温度,提高温度控制精度和平稳度;3、当工艺介质的温度达到温度目标值,所述控制器用于将接收到的粘度信息与预设参数进行对比分析,从而通过调整管理模块调整工艺配方来调节工艺介质的粘度;所述调整管理模块接收到配方调整信号后,分配超调系数ct最大的初选人员进行工艺配方调整,从而提高工艺配方的调整精度和速度,减少断布及变窄的风险,避免了卷材厚薄不一的质量问题。
附图说明
13.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
14.图1为本发明一种涂油池粘度、温度在线监测装置的控制系统的系统框图。
15.图2为本发明一种涂油池粘度、温度在线监测装置的正视图。
16.图3为本发明一种涂油池粘度、温度在线监测装置的俯视图。
17.图中:1、定型辊;2、定型送油辊;3、粘度检测仪;4、涂油池;5、胎基布;6、温度显示表;7、pt100热电偶;8、导热油阀门;9、放料管道;10、工艺介质;11、压油导辊。
具体实施方式
18.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
19.如图1至图3所示,一种涂油池粘度、温度在线监测装置,应用于涂油池生产线,包括粘度检测仪3、温度显示表6以及pt100热电偶7;涂油池生产线包括涂油池4、胎基布5、放料管道9、定型辊1、定型送油辊2、导热油阀门8、工艺介质10以及压油导辊11;工艺介质10通过放料管道9进入涂油池4,放料管道9上端部连接有导热油阀门8,导热油阀门8用于对进入放料管道9的工艺介质10进行导热;粘度检测仪3用于实时检测工艺介质10的粘度,pt100热电偶7用于实时检测工艺介质10的温度,并将检测到的温度信息通过温度显示表6实时显示;防水卷材生产时,胎基布5从涂油池4外通过压油导辊11压入涂油池4内,涂油池4内的工艺介质10对胎基布5进行浸透,浸透后的胎基布5附在定型送油辊2上,通过机械输送送入定型辊1(定型辊1是用于控制产品的厚度),最后胎基布5上下两面覆上工艺介质10导出涂油池4;一种涂油池粘度、温度在线监测装置的控制系统,应用于上述涂油池粘度、温度在线监测装置,包括参数设置模块、粘度检测模块、温度检测模块、控制器、温度调节模块、调整管理模块以及报警模块;参数设置模块用于用户在系统的hmi界面中设置预设参数,预设参数包括标准温度范围(g2-g3)、温度目标值、粘度目标值、温度目标值的修正系数、粘度目标值的修正系数和涂油池4的数量;在本实施例中,其中g2-g3取150
°
c-170
°
c;温度检测模块与温度显示表6相连接,用于读取温度显示表6上显示的温度信息并将读取的温度信息传输至控制器,控制器用于获取参数设置模块中用户设置的预设参数并将预设参数与温度检测模块读取的温度信息进行对比分析,从而驱动控制温度调节模块调节工艺介质10的温度;具体分析过程如下:获取工艺介质10的当前温度为t1,将温度目标值标记为tc,将温度目标值的修正系数标记为xs;当t1低于标准温度范围或(tc-t1)/tc≥xs,则生成加热信号;控制器接收到加热信号后驱动控制温度调节模块对工艺介质10进行加热,直至工艺介质10的当前温度达到温度目标值tc;温度调节模块包括pid调节器和导热油阀门8,当温度调节模块对工艺介质10进行加热时,温度调节模块用于结合当前环境温度和工艺介质10的当前温度,由pid调节器控制导热油阀门8的阀门开度来调节工艺介质10的温度,提高温度控制精度和平稳度;温度调节模块的具体工作步骤如下:s1:将当前环境温度标记为g1;将工艺介质10的当前温度t1与标准温度范围相比较;s2:若t1低于标准温度范围,则温度补偿值的计算公式如下:其中a1、a2为系数因子,gb为温度补偿值;s3:若t1处于标准温度范围内,则利用公式计算得到温度
补偿值gb;s4:设定若干个导热油阀门8的阀门开度阈值,设定每个阀门开度阈值均对应一个预设温度补偿值范围;其中温度补偿值越大,则对应的阀门开度阈值越大;将温度补偿值gb与所有的预设温度补偿值范围相匹配,得到对应的阀门开度阈值并标记为hm;s5:温度调节模块驱动控制导热油阀门8的阀门开度达到hm,从而控制工艺介质10的温度,有效提高温度控制精度和平稳度,能减少断布及变窄的风险、减少热能损耗降低了生产成本;当工艺介质10的温度达到温度目标值tc,温度调节模块驱动控制导热油阀门8关闭,并生成温度正常信号至控制器;响应于接收到温度正常信号,粘度检测模块用于实时检测工艺介质10的粘度信息并将粘度信息传输至控制器;控制器用于将接收到的粘度信息与预设参数进行对比分析,从而通过调整工艺配方来调节工艺介质10的粘度,具体分析过程为:获取工艺介质10的当前粘度为n1,将粘度目标值标记为nc,将粘度目标值的修正系数标记为ns;当|n1-nc|/nc≥ns,则生成配方调整信号;控制器用于接收到配方调整信号后控制报警模块发出警报,并将配方调整信号传输至调整管理模块;调整管理模块接收到配方调整信号后分配对应的技术人员调整工艺配方;具体分配步骤为:获取当前空闲的技术人员为初选人员,采集预设时间内初选人员的配方调整记录,配方调整记录包括调整时长以及调整次数;其中,在一个配方调整记录中,若调整时长越短、调整次数越少,则表明该技术人员的调整精度越高;将每个配方调整记录中的调整时长标记为ti,调整次数标记为ci;利用公式di=1/(ti
×
b1+ci
×
b2)计算得到单调值di,其中b1、b2为系数因子;将单调值di与单调阈值相比较;统计di大于单调阈值的次数为z1,统计di大于单调阈值的次数占比为zb;当di大于单调阈值时,获取di与单调阈值的差值并求和得到超调总值cz;利用公式ct=z1
×
zb
×
g1+cz
×
g2计算得到超调系数ct,其中g1、g2为系数因子;将超调系数ct最大的初选人员标记为选中人员,并将配方调整信号发送至选中人员的手机终端,从而提高工艺配方的调整精度和速度,减少断布及变窄的风险,避免了卷材厚薄不一的质量问题。
20.上述公式均是去除量纲取其数值计算,公式是由采集大量数据进行软件模拟得到最接近真实情况的一个公式,公式中的预设参数和预设阈值由本领域的技术人员根据实际情况设定或者大量数据模拟获得。
21.本发明的工作原理:一种涂油池粘度、温度在线监测装置及其控制系统,在工作时,粘度检测仪3用于实时检测工艺介质10的粘度,pt100热电偶7用于实时检测工艺介质10的温度,并将检测到的温度信息通过温度显示表6实时显示;控制器用于获取参数设置模块中用户设置的预设参数并将预设参数与温度检测模块读取的温度信息进行对比分析,从而驱动控制温度调节
模块调节工艺介质10的温度,能减少断布及变窄的风险、减少热能损耗降低了生产成本;当温度调节模块对工艺介质10进行加热时,温度调节模块用于结合当前环境温度和工艺介质10的当前温度,计算得到温度补偿值gb,再根据温度补偿值gb确定对应的阀门开度阈值,由pid调节器控制导热油阀门8的阀门开度来调节工艺介质10的温度,提高温度控制精度和平稳度;当工艺介质10的温度达到温度目标值tc,温度调节模块驱动控制导热油阀门8关闭,并生成温度正常信号;响应于接收到温度正常信号,粘度检测模块用于实时检测工艺介质10的粘度信息并将粘度信息传输至控制器;控制器用于将接收到的粘度信息与预设参数进行对比分析,从而通过调整工艺配方来调节工艺介质10的粘度;调整管理模块接收到配方调整信号后,分配超调系数ct最大的初选人员进行工艺配方调整,从而提高工艺配方的调整精度和速度,减少断布及变窄的风险,避免了卷材厚薄不一的质量问题。
22.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
23.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1