一种机理与数据融合的金属切削仿真过程不确定校准方法
1.本发明属于铣削加工相关技术领域,更具体地,涉及一种机理与数据融合的金属切削仿真过程不确定校准方法。
背景技术:
2.有限元仿真技术广泛应用于加工领域,例如切削力、切削热、残余应力以及加工变形的仿真,其显著降低了实验的成本,具有广泛的工业应用前景。
3.在金属切削有限元仿真过程中,被切削材料的jc本构系数、刀具
‑
切屑摩擦系数等参数本身存在不确定因素,其设置过程会对最终的仿真结果产生显著的影响。在不同的刀具
‑
材料加工工艺系统中,材料jc本构系数、刀具
‑
切屑摩擦系数并非定值,它们本身会随着切削参数、切削过程的变化而动态地发生变化。目前绝大多数仿真模型中,并未考虑到上述参数内在的不确定因素,往往将上述参数作为定值输入到仿真模型中,从而大大限制了模型的仿真精度。
4.采用常规的实验手段对模型中存在的不确定因素进行量化,这个过程往往极为费时且昂贵。在小样本工况数据下,如何实现金属切削仿真模型中不确定因素的快速校准,为有限元仿真技术在加工领域的应用带来了不小的挑战。
技术实现要素:
5.针对现有技术的以上缺陷或改进需求,本发明提供了一种机理与数据融合的金属切削仿真过程不确定校准方法,对仿真模型中材料jc本构系数、刀具
‑
切屑摩擦系数等材料物理特性参数中所包含的不确定因素进行校准,以提升模型的预测精度与预测效率。
6.为实现上述目的,按照本发明,提供了一种机理与数据融合的金属切削仿真过程不确定校准方法,该方法包括下列步骤:
7.s1 jc本构系数的校准
8.建立铣削加工中关于jc本构系数α的滑移线场力学机理模型m(α),并建立材料jc本构系数与理论剪切流动应力间的映射关系;构建铣削加工实验,该铣削加工实验中,该实验中切削参数作为输入,实际切削力作为输出,以此建立切削参数和切削力一一对应的实验数据集q,利用该实验数据集中的切削力计算相应的实际剪切流动应力,以此形成切削参数与实际剪切流动应力的数据集q1;利用该数据集q1以及所述本构系数与理论剪切流动应力间的映射关系计算求解获得jc本构系数,以此实现jc本构系数的校准;
9.s2摩擦系数的校准
10.建立铣削加工仿真模型,该仿真模型中滑动摩擦系数和切削参数作为输入,切削力作为输出,然后建立该仿真模型的有限元代理模型;以切削参数和摩擦系数作为输入,实际切削力作为输出构建有限元仿真实验,以此获得切削参数和摩擦系数与实际切削力一一对应的数据集q2;利用该数据集q2与所述有限元代理模型计算获得摩擦系数,以此实现摩擦系数的校准。
11.进一步优选地,在步骤s1中,所述建立材料jc本构系数与理论剪切流动应力间的映射关系按照下列进行:
12.τ
ref
=m(α)
[0013][0014]
其中,a、b、c、m以及n为材料jc本构系数,它们共同构成α,ε为剪切面上的等效应变,为等效应变速率,ε0为参考应变速率,t为剪切面上的温度,t
m
为材料的熔点,t
r
为室温。
[0015]
进一步优选地,在步骤s1中,所述利用切削力计算相应的实际剪切流动应力,按照下列关系式进行:
[0016]
τ=f
s
/a
s
[0017]
a
s
=hω/sinφ
n
[0018]
其中,τ是实际切削力,f
s
为剪切面上的剪切力,a
s
是切触区域面积(刀具
‑
工件实际接触面积)
[0019]
进一步优选地,在步骤s1中,所述jc本构系数是按照下列方式计算获得:
[0020]
首先建立实际剪切流动应力τ与理论剪切流动应力τ
ref
之间的关系式;然后采基于贝叶斯推论建立jc本构系数和实际剪切流动应力的贝叶斯方程;最后利用改进的多维吉布斯参数求解策略求解计算获得jc本构系数。
[0021]
进一步优选地,所述贝叶斯按照下列进行:
[0022]
f(α|τ)=f(τ|α)f(α)/f(τ)
∝
f(τ|α)f(α)
[0023]
其中,实际剪切流动应力τ的对数似然方程表示为:
[0024][0025]
其中,log代表对数计算符号,f(
·
)代表概率密度函数,τ代表实际剪切流动应力,α代表jc本构系数,k1代表剪切流动应力实验数据的组数(即加工实验的组数),τ0代表实际剪切流动应力与理论剪切流动应力之间偏差的方差值,m(
·
)代表剪切流动应力机理模型。
[0026]
进一步优选地,所述改进的多维吉布斯参数求解策略按照下列步骤进行:
[0027]
s11对建立关于参数a、b、c、m和n的马尔科夫链关系式β
t
=(a(t),b(t),c(t),m(t),n(t)),并对各个参数赋予初值,实现马尔科夫链的初始化;
[0028]
s12设定循环次数和接受率,分别对参数a、b、c、m和n进行赋值,根据接受率和循环次数实时更新马尔科夫链;
[0029]
s13对每一次随机采样的结果的马尔科夫链进行统计,统计其对应的每个a、b、c、m和n出现的频次,分别取每个参数的中位数计算jc本构系数,以此实现jc本构系数的求解。
[0030]
进一步优选地,在步骤s2中,所述摩擦系数采用贝叶斯推论和改进的多维吉布斯参数求解策略求解获得。
[0031]
进一步优选地,在步骤s1和s2中,所述切削参数为切削速度、每齿进给量、切削深度和切削宽度。
[0032]
进一步优选地,在步骤s2中,在实现摩擦系数的校准后,还需对该摩擦系数进行验
证,在所述有限元仿真实验中,利用校准获得的摩擦系数预测切削力获得切削力的预测值,将该预测值与有限元仿真实验的预测值进行比较计算获得偏差阈值,当偏差阈值不在预设可接受范围内时,增加所述有限元仿真实验数据,直至偏差阈值在预设可接受范围内。
[0033]
总体而言,通过本发明所构思的以上技术方案与现有技术相比,具备下列有益效果:
[0034]
1.本发明采用切削力学机理模型与铣削加工工况数据混合驱动的方式结合贝叶斯求解方法,实现了金属切削过程中金属jc本构系数的校准,采用该方式的求解方法,可以降低本构系数校准过程所需的工况数据量,并在保证求解精度的情况下提升求解效率;
[0035]
2.本发明采用有限元仿真机理模型、高斯代理模型与铣削加工工况数据混合驱动的方式,结合贝叶斯求解方法,实现了金属切削过程中金属摩擦系数的校准;该方法有效降低摩擦系数校准过程所需的工况数据量,并在保证求解精度的情况下提升求解效率;
[0036]
3.本发明采用混合驱动的方式,实现本构系数以及摩擦系数的快速精准辨识,经过系数校准后的金属切削仿真过程(金属切削仿真模型),相比于未经系数校准的模型,具有更高的预测精度;此外,随着更多切削工况数据的获取,可以采用本发明所提出的混合驱动策略,不断对模型中涉及的待校准系数进行迭代求解,进一步提升模型的仿真精度,更好的满足工业领域的需要。
附图说明
[0037]
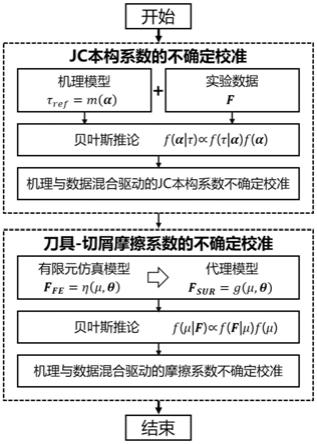
图1是按照本发明的优选实施例所构建的机理与数据融合的金属切削仿真过程不确定校准方法的流程图;
[0038]
图2是按照本发明的优选实施例所构建的吉布斯循环采样1000次后本构参数结果分布示意图,其中(a)是各个参数与循环次数的关系图,(b)是采样次数与概率分布之间的关系图;
[0039]
图3是按照本发明的优选实施例所构建的切削力f
x
校准结果与实验结果对比图;
[0040]
图4是按照本发明的优选实施例所构建的切削力f
y
校准结果与实验结果对比图。
具体实施方式
[0041]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
[0042]
图1是一种机理与数据融合的金属切削仿真过程不确定校准方法流程图。如图1所示,图中主要包括jc本构系数α的不确定校准、刀具
‑
切屑摩擦系数μ的不确定校准以及模型不确定校准效果评估与参数拟合等主要步骤。
[0043]
其中,jc本构系数α的不确定校准部分包括:
①
铣削加工滑移线场力学机理模型的建立;
②
铣削加工工况数据的获取与处理;
③
机理与数据融合的本构系数α不确定校准。
[0044]
刀具
‑
切屑摩擦系数μ的不确定校准包括:
①
金属切削过程有限元仿真建模;
②
基于高斯回归模型的有限元代理建模;
③
机理与数据融合的刀具
‑
切屑摩擦系数μ不确定校准。
[0045]
1.1jc本构系数α
c
的不确定校准
[0046]
1.1.1铣削加工滑移线场力学机理模型的建立
[0047]
基于切削加工机理知识,建立铣削加工滑移线场力学机理模型m(α),建立材料jc本构系数与理论剪切流动应力间的映射关系。该模型的输入为材料jc本构系数,输出为参考剪切流动应力。
[0048]
在铣削加工过程中,刀具,工件以及切屑间会产生复杂的弹塑性变形,基于oxley滑移线场理论,构建机理模型m(α)。采用johnson
‑
cook本构模型,对剪切面上的参考剪切流动应力τ
ref
进行计算。
[0049][0050]
其中,a、b、c、m以及n为材料jc本构系数,它们共同构成α,ε为剪切面上的等效应变,为等效应变速率,ε0为参考应变速率,一般定义为1,t为剪切面上的温度,t
m
为材料的熔点,t
r
为室温。上述物理量的具体计算过程如下:
[0051]
ε与的计算过程如下
[0052][0053][0054]
δd=0.5h
[0055]
其中,α
n
代表刀具前角,φ
n
是剪切角,v是剪切速度,h是未变形切削层厚度。剪切角计算如下
[0056][0057]
剪切面上的温度计算如下
[0058]
t=t
r
+ηδt
[0059][0060]
其中η为平均温度系数,取0.9,δt为剪切面平均温升,β为决定系数,f
s
为剪切面上的剪切力,w为工件的宽度,k为热传导系数。
[0061][0062][0063]
f
s
=f
t
cosφ
n
‑
f
r
sinφ
n
[0064]
1.1.2铣削加工工况数据的获取与处理
[0065]
开展一系列铣削加工实验并获取切削力工况数据,用于金属切削仿真过程的不确定校准过程。铣削实验在五轴数控加工中心进行,采用铣刀对工件进行切削,工件被固定在多通道测力仪上,采用电荷放大器以及数据采集系统获取实际切削力f
xexp
、f
yexp
、f
texp
与f
rexp
,分别代表实测x方向切削力、y方向切削力、切向切削力以及径向切削力。
[0066]
总共设计了k2组加工实验,其中实验1至实验k1用于实现系数辨识,实验k1+1至实验k2用于辨识后模型的验证与分析。加工实验的变量包括切削速度v,每齿进给量f,切深a
p
,切宽a
e
共4类参数。加工实验的测量物理量为f
xexp
、f
yexp
、f
texp
与f
rexp
详细的加工实验设计如表1所示。
[0067]
表1铣削加工实验参数表
[0068][0069][0070]
铣削加工工况数据的处理过程如下,通过切削力f
xexp
与f
yexp
,变换得到实际剪切流动应力。计算过程如下:
[0071]
τ=f
s
/a
s
[0072]
a
s
=hω/sinφ
n
[0073]
1.1.3机理与数据融合的本构系数α的不确定校准
[0074]
为了提升仿真过程的准确性,实现金属切削仿真过程的不确定校准,需要对参数材料本构系数α标定与辨识。实验校准方法过程繁琐且昂贵,基于机理模型加数据模型混合驱动的贝叶斯求解策略为这类反解问题提供了有效的解决途径。
[0075]
通过加工实验获取了k1组剪切流动应力数据,实际剪切流动应力τ与理论剪切流动应力τ
ref
(机理模型m(α))之间存在偏差e,e满足均值为0,方差为τ0的高斯分布。表示如下:
[0076]
τ=m(α)+e
[0077]
采用贝叶斯推论建立了后验概率f(α|τ)、似然分布f(τ|α)与先验概率f(α)与之间的联系
[0078]
f(α|τ)=f(τ|α)f(α)/f(τ)
∝
f(τ|α)f(α)
[0079]
其中,实际剪切流动应力τ的对数似然方程表示为
[0080][0081]
本构系数α可以通过求解f(α|τ)获得,而求解f(α|τ)的问题可以转化为求解f(τ|α)f(α)。提出一种改进的多维吉布斯参数求解策略,实现上述过程。
[0082]
改进的多维吉布斯参数求解策略如下:
[0083]
输入:
[0084]
初始化马尔科夫链β0,β0=a(0),b(0),c(0),m(0),n(0),参数的初始值a(0),b(0),c(0),m(0),n(0)根据先验知识进行设置。
[0085]
具体过程:
[0086]
定义t=0,1,
…
,n,其中n是人为设置的循环次数
[0087]
t时刻马尔科夫链的状态为β
t
,β
t
=(a(t),b(t),c(t),m(t),n(t))
[0088]
对参数a进行抽样,a(trial)=p(a(t)|b(t),c(t),m(t),n(t))
[0089]
对参数b进行抽样,b(trial)=p(b(t)|a(t),c(t),m(t),n(t))
[0090]
对参数c进行抽样,c(trial)=p(c(t)|a(t),b(t),m(t),n(t))
[0091]
对参数m进行抽样,m(trial)=p(m(t)|a(t),b(t),c(t),n(t))
[0092]
对参数n进行抽样,n(trial)=p(n(t)|a(t),b(t),c(t),m(t))
[0093]
定义β
trial
,αβ
trial
=(a(trial),b(trial),c(trial),m(trial),n(trial))
[0094]
计算β
trial
频率分布,f(β
trial |τ)=f(τ|β
trial
)p(β
trial
)
[0095]
计算β
t
频率分布,f(β
t
|τ)=f(τ|β
t
)p(β
t
)
[0096]
计算接受率,
[0097]
从均匀分布样本[0,1]中随机抽取一个数字,将这个数字定义为u中进行随机采样,u~uniform[0,1]
[0098]
如果u<r,那么β
t+1
=β
trial
[0099]
否则定义β
t+1
=β
t
[0100]
输出:
[0101]
如图2所示,对每一次随机采样的结果进行统计,统计每一个变量(a、b、c、m和n)的出现频次,分别选取每个变量的中位数作为本构系数α的最终辨识结果。
[0102]
1.2刀具
‑
切屑摩擦系数μ的不确定校准
[0103]
1.2.1金属切削过程有限元仿真建模
[0104]
采用有限元仿真策略,建立铣削加工过程仿真模型,实现理论铣削力f
xfea
与f
yfea
的求解。
[0105]
有限元仿真模型η(μ,θ)中,主要包括以下三类输入参数:(a)刀具
‑
切屑滑动摩擦系数μ。(b)加工参数,θ=(v,f,a
p
,a
e
),v、f、a
p
以及a
e
分别表示切削速度、每齿进给量、切深以及切宽。仿真模型的输出为切削力f
xfea
与f
yfea
。
[0106]
铣削仿真过程通过advantedge v7.1软件实现,建立了二维铣削仿真模型。实现步骤如下:
[0107]
(a)选取铣削仿真模块,对工件的基本尺寸参数以及材料参数进行定义,其中,采
用经典的库仑摩擦模型来描述刀具与切屑间的相互作用。
[0108]
(b)对刀具的的基本尺寸参数以及材料进行定义。
[0109]
(c)采用四面体网格对工件以及刀具进行网格划分。
[0110]
(d)对加工参数进行设置,包括切削速度、每齿进给量、切深以及切宽。
[0111]
(e)将设置好的有限元仿真模型提交至处理器,待仿真完成后通过后置处理软件(tecplot3602011r2)进行结果的处理与提取。对平稳阶段的切削力仿真数值进行提取,获取不同工况下的理论切削力。
[0112]
1.2.2基于高斯回归模型的有限元代理建模
[0113]
为了提高有限元仿真模型的计算效率,采用高斯过程回归策略建立有限元仿真代理模型g(μ,θ),用于切削力f
xfea
与f
yfea
的快速计算,从而代替计算量巨大的有限元仿真过程。
[0114]
标准的高斯过程回归模型表示如下,
[0115][0116]
其中代表输入特征向量,f为输出量,f=(f
xfea
,f
yfea
),ω0代表权重系数,f代表映射函数,以实现低维物理量向高维物理量进行变换,ε代表高斯偏差。k代表核函数。
[0117]
对于一个新的输入特征向量高斯代理模型预测的均值与方差可表示为
[0118][0119][0120]
其中k0,k以及k
00
代表不同的映射矩阵,表示如下:
[0121][0122][0123][0124]
有限元仿真实验用于创建代理模型g(μ,θ)所需的数据集,应用于高斯代理模型的训练过程。仿真实验的输入特征向量包括加工切削速度v,每齿进给量f,切深a
p
,切宽a
e
以及摩擦系数μ共5维特征,仿真实验输出量为切削力f
x
与f
y
。仿真实验的组数设置为50组,5维输入特征通过matlab r2016a的准随机数生成器进行了确定。
[0125]
1.2.3机理与数据融合的刀具
‑
切屑摩擦系数μ不确定校准
[0126]
考虑到advantedge软件中所定义的摩擦系数与表观摩擦系数不一定匹配,因此,即使使用简单的库仑摩擦定律,摩擦系数本身也存在一定的不确定性。以切削力为桥梁,采用有限元仿真代理模型与工况数据融合的不确定校准方法实现刀具
‑
切屑摩擦系数μ的校准。
[0127]
刀具
‑
切屑摩擦系数μ不确定校准过程与本构系数α不确定校准过程类似,实现过程如下:
[0128]
通过加工实验获取了k1组切削力数据,实际切削力f
xexp
、f
yexp
(后文中统一用f进行表示)与理论切削力f
xfea
与f
yfea
(机理模型g(μ,θ))之间存在偏差e,e满足均值为0,方差为τ0的高斯分布。表示如下
[0129]
f=g(μ,θ)+e
[0130]
采用贝叶斯推论建立了后验概率f(μ|f)、似然分布f(f|μ)与先验概率f(μ)与之间的联系
[0131]
f(μ|f)=f(f|μ)f(μ)/f(f)
∝
f(f|α)f(α)
[0132]
其中,实际切削力f的对数似然方程表示为
[0133][0134]
摩擦系数μ可以通过求解f(μ|f)获得,而求解f(μ|f)的问题可以转化为求解f(τ|μ)f(μ)。提出一种改进的多维吉布斯参数求解策略,实现上述过程。
[0135]
改进的多维吉布斯参数求解策略如下:
[0136]
输入:
[0137]
初始化马尔科夫链μ0,初始值μ0根据先验知识进行设置。
[0138]
具体过程:
[0139]
定义t=0,1,
…
,n,其中n是人为设置的循环次数
[0140]
t时刻马尔科夫链的状态为μ
t
[0141]
对参数μ进行抽样,μ(trial)=p(μ(t))
[0142]
计算频率分布,f(μ
trial
|f)=f(f|μ
trial
)p(μ
trial
)
[0143]
计算频率分布,f(μ
t
|f)=f(f|μ
t
)p(μ
t
)
[0144]
计算接受率,
[0145]
从均匀分布样本u中进行随机采样,u~uniform[0,1]
[0146]
如果u<r,那么μ
t+1
=μ
trial
[0147]
否则定义μ
t+1
=μ
t
[0148]
输出:
[0149]
对每一次随机采样的结果进行统计,统计每一个变量的出现频次,选取中位数作为本构系数μ的最终辨识结果。
[0150]
1.3模型不确定校准结果评估与结果输出
[0151]
采用经过模型不确定校准后的金属切削仿真模型,对实验k1+1至实验k2的切削力进行预测(理论值,切削力f
xpre
、f
ypre
),并与实验测量结果(实际值,切削力f
xexp
、f
yexp
)进行对比,如图3和4所示,以此来评估金属切削仿真模型经过校准后的准确程度。比较策略如下,δ表示偏差阈值,可以根据实际需求进行设置。
[0152]
(f
x,ypre
‑
f
x,yexp
)/f
x,yexp
≤δ
[0153]
如果仿真过程经过校准后,精度仍然不能达到要求,则继续引入工况数据重复进
行模型的不确定校准;如果精度满足要求,则计算刀具
‑
切屑摩擦系数的拟合结果,并输出经过校准后的金属切削仿真模型。
[0154]
至此,金属切削仿真过程的不确定校准全部完成,将校准后的模型输出,即可利用模型g(μ,θ)实现切削力等物理量的快速精准预测。
[0155]
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1