抽屉上线流程控制方法及系统与流程
1.本公开涉及智能工厂技术领域,尤其涉及一种抽屉上线流程控制方法及系统。
背景技术:
2.目前在企业生产运行过程中,人工管理方式已无法实现产线上线管理的及时响应。在现有的生产线线边按照传统的零件上线方法,同一工位线边需要布置多种零件;传统的人工上线方式工人需要根据纸质物料单来回多次搬运物料,搬移来回很慢很费劲,都是无价值的体力劳动;人工管理方法常常导致工序工位分配不均或重复分配、整体对工序工位不能实现有序合理的管控;上线过程中遇到问题或工序有遗漏的地方大部分时间浪费在找人反馈的过程中,导致整体上线效率低下,后续流程延迟,造成不必要的损失,且上线耗时长、生产成本高,整体上线流程不可控。
技术实现要素:
3.有鉴于此,本公开的目的在于提出一种抽屉上线流程控制方法,能够减少人工管理效率低下、工位工序管理无序及工人工作量大、工作效率低的缺陷。
4.本公开的目的还在于提供一种抽屉上线流程控制系统,基于上述的抽屉上线流程控制方法,能够减少人工管理效率低下、工位工序管理无序及工人工作量大、工作效率低的缺陷。
5.基于上述目的,本公开提供了一种抽屉上线流程控制方法,包括:
6.上传项目订单信息至系统服务器端;
7.项目负责人接收订单并制定项目生产计划;
8.依据项目生产计划对抽屉号所属工位及工序进行拆解,得到工单拆解信息;
9.依据工单拆解信息,将所需物料上线;
10.向所属工位提示整体项目的生产计划、上线前的准备时间及工艺上线时间;
11.工位操作人员扫描抽屉二维码,系统识别抽屉信息确定抽屉是否可以上线。
12.上述的一种抽屉上线流程控制方法中,优选的,所述项目订单信息包括:订单量、订单要求、订单交期、订单名称等信息,但不限于此。
13.上述的一种抽屉上线流程控制方法中,优选的,所述项目生产计划包括:生产详细计划、工单详细计划和工位工序管理计划;
14.所述生产详细计划包括:生产开始时间、生产结束时间、工单编号、物料编号、物料名称、物料数量;
15.所述工单详细计划包括:生产说明、排产信息、柜体资料,抽屉号;
16.所述工位工序管理计划包括:操作人员姓名、工号、工位、目前在/离线状态、项目整体工艺步骤及工位分段。
17.上述的一种抽屉上线流程控制方法中,优选的,所述依据项目生产计划对抽屉号所属工位及工序进行拆解,得到工单拆解信息的步骤包括:
18.确认抽屉号所属工位工段;
19.依据工段确认抽屉号所属工位的拆解信息;
20.将拆解信息同步至管理员端产线管理页面及工位端任务页面;
21.当工人根据工位端任务页面进行抽屉作业时,工位端实时反馈当前所处工序、所在工位、操作信息至管理员端产线管理页面,管理员端产线管理页面对工单拆解信息进行调整。
22.所述拆解信息包括:操作人员姓名、工号、工位、目前在/离线状态、工位分解工艺流程、物料信息、突发问题应对方法。
23.上述的一种抽屉上线流程控制方法中,优选的,该会议系统还包括会议流程提示模块;所述将所需物料上线的步骤包括:
24.物料储备;
25.物料质检:通过人工判断或系统全方位识别判断物料是否合格,合格物料留存,不合格暂存他处留待后续处理;
26.物料上线:操作人员将各合格物料及抽屉上线。
27.上述的一种抽屉上线流程控制方法中,优选的,所述系统识别抽屉信息确定抽屉是否可以上线的步骤包括:
28.扫描抽屉二维码成功后,获取工单拆解信息;
29.比对所述工单拆解信息,确认物料是否上线齐全;
30.确认为是,则可以上线操作,通过工位上的色灯和/或工位屏弹出框,提示即将进入工序;
31.确认为否,则将信息进行反馈,重新对该工位的所需物料上线,直至确认为是。
32.本公开还提供一种抽屉上线流程控制系统,包括:
33.输入模块:手动输入项目订单信息;
34.上传模块:将输入模块的项目订单信息上传至服务器端;
35.计划模块:从服务器端读取上传模块的项目订单信息制定相应的项目生产计划;并将项目生产计划进行工单拆解,形成工单拆解信息;
36.上线模块:获取计划模块的项目生产计划及工单拆解信息,确定抽屉是否可以上线。
37.上述的一种抽屉上线流程控制系统中,优选的,所述输入模块被设置为通过pc键盘、手写板等方式进行输入项目订单信息;
38.所述订单信息包括:订单数量、订单要求、订单交期。
39.上述的一种抽屉上线流程控制系统中,优选的,所述计划模块被设置为:通过人工设置和/或算法程序自动设置项目生产计划,并拆解形成工单拆解信息;
40.所述生产计划包括:生产详细计划、工单详细计划、工位工序管理计划;
41.所述工单拆解信息包括:操作人员姓名、工号、工位、目前在/离线状态、工位分解工艺流程、物料信息、突发问题的应对策略等;
42.其中所述生产详细计划包括:生产开始时间、生产结束时间、工单编号、物料编号、物料名称、物料数量;
43.所述工单详细计划包括:生产说明、排产信息、柜体资料,抽屉号;
44.所述工位工序管理计划包括:操作人员姓名、工号、工位、目前在/离线状态、项目整体工艺步骤及工位分段。
45.上述的一种抽屉上线流程控制系统中,优选的,所述上线模块中被设置为通过获取计划模块的项目生产计划及工单拆解信息,确定抽屉是否可以上线;其判断过程为:
46.扫描抽屉二维码成功后,获取工单拆解信息;
47.比对所述工单拆解信息,确认物料是否上线齐全;
48.确认为是,则可以上线操作,通过工位上的色灯和/或工位屏弹出框,提示即将进入工序;
49.确认为否,则将信息进行反馈,重新对该工位的所需物料上线,直至确认为是。
50.从上面所述可以看出,本公开提供的抽屉上线流程控制方法及系统,能够提高人工管理效率、减少无序及工人工作量、提升工作效率;人机协同的生产现场,能够使得整个流程透明、有序、可控。
附图说明
51.为了更清楚地说明本公开或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
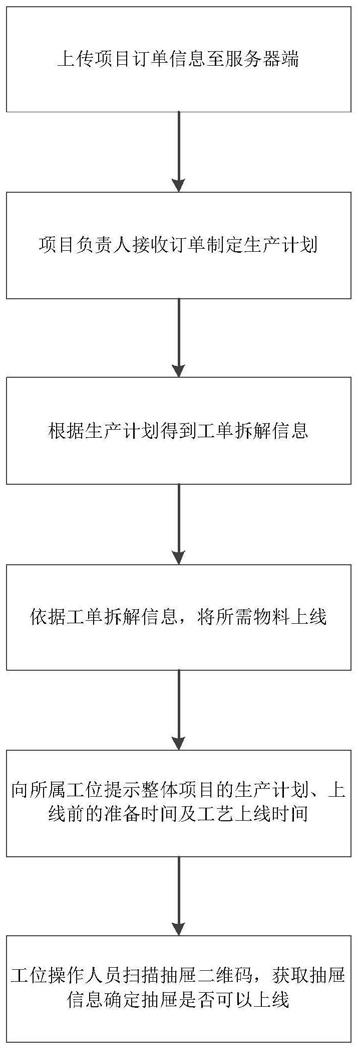
52.图1为本公开实施例的抽屉上线流程控制方法的流程图;
53.图2为本公开实施例的抽屉上线流程控制方法中抽屉上线流程的判断图;
54.图3为本公开实施例的抽屉上线流程控制系统的模块示意图。
具体实施方式
55.使本公开的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本公开进一步详细说明。
56.需要说明的是,除非另外定义,本公开实施例使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开实施例中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
57.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
58.图1为一种抽屉上线流程控制方法流程图。
59.为使得抽屉上线实现自动化、智能化,减少人工负担,提升抽屉上线的效率,本公
开提供一种可行的具体实施方式,如图1所示,一种抽屉上线流程控制方法,该抽屉上线流程控制方法包括:
60.上传项目订单信息至系统服务器端;
61.项目负责人接收订单并制定项目生产计划;
62.依据项目生产计划对抽屉号所属工位及工序进行拆解,得到工单拆解信息;
63.依据工单拆解信息,将所需物料上线;
64.向所属工位提示整体项目的生产计划、上线前的准备时间及工艺上线时间;
65.工位操作人员扫描抽屉二维码,系统识别抽屉信息确定抽屉是否可以上线。
66.具体的,该抽屉上线流程控制方法包括:
67.上传项目订单信息至系统服务器端,即项目订单信息由订单发起人通过手动或扫描识别的方式输入至系统服务器端;输入的方式可以包括pc键盘、手机端等方式。输入的项目订单信息可以包括订单量、订单要求、订单交期、订单名称等信息,但不限于此。
68.项目负责人从系统服务器端接收订单,对接收到的订单进行分析并制定该项目对应的生产计划,且依据订单信息可对此项目生产计划进行拆解,将生产计划对应到各个工位、将工序分解到各个工位,得到工单拆解信息。
69.依据工单拆解信息,将所需物料上线;
70.物料上线成功后,产线屏向所属工位提示整体项目的计划、上线前的准备时间及工艺上线时间;提示的项目内容可以包括该项目生产的台数、生产型号、生产时间等信息,但不限于此。
71.工位操作人员扫描抽屉二维码,系统识别抽屉信息确定抽屉是否可以上线。
72.本实施方式中,电子工单、生产计划的制定提高了整体业务流转效率,使得业务进行更加快捷、方便、电子化。
73.在一个进一步的实施方式中,所述项目生产计划包括:生产详细计划、工单详细计划、工位工序管理计划;
74.具体划分时,生产详细计划包括:生产开始时间、生产结束时间、工单编号、物料编号、物料名称、物料数量等信息,但不限于此;
75.工单详细计划包括:生产说明、排产信息、柜体资料,抽屉号等信息,但不限于此;
76.工位工序管理计划包括:操作人员姓名、工号、工位、目前在/离线状态、项目整体工艺步骤及工位分段等信息,但不限于此。
77.为充分整合企业生产资源和信息,保证项目生产的高效性与完整性,又对工单计划中的信息进行了更细致的划分;所述生产说明中包含了销售订单编号、订单名称、合同编号、合同名称等信息;排产信息中包含工单编号、工单数量、产品编号、产品描述、计划开始时间、计划结束时间;柜体资料包含物料清单、生产跟踪等信息,但不限于此。
78.在一个进一步的实施方式中,所述依据项目生产计划对抽屉号所属工位及工序进行拆解,得到工单拆解信息的步骤包括:
79.确认抽屉号所属工位工段;
80.依据工段确认抽屉号所属工位的拆解信息;
81.将拆解信息同步至管理员端产线管理页面及工位端任务页面;
82.当工人根据工位端任务页面进行抽屉作业时,工位端实时反馈当前所处工序、所
在工位、操作信息至管理员端产线管理页面,管理员端产线管理页面对工单拆解信息进行调整。
83.具体的,所述拆解信息包括:操作人员姓名、工号、工位、目前在/离线状态、工位分解工艺流程、物料信息、突发问题应对方法等信息。
84.项目生产计划下发至此项目对应的管理人员,管理员可根据项目生产计划提前对抽屉号所属工位及工序进行拆解:首先确认抽屉号所属工位工段;然后依据工段确认抽屉号所属工位,将生产计划进行拆解,将工序根据生产计划拆解到对应的工位,得到各个工位的拆解信息;
85.将拆解信息同步至管理员端产线管理页面及工位端任务页面;
86.当工人根据工位端任务页面进行抽屉作业时,工位端实时反馈当前所处工序、所在工位、操作信息至管理员端产线管理页面,管理员端产线管理页面对工单拆解信息进行调整。
87.在一个进一步的具体实施方式中,抽屉上线流程控制方法包括将所需物料上线的步骤;所述将所需物料上线的步骤包括:
88.物料储备;
89.物料质检:通过人工判断或系统全方位识别判断物料是否合格,合格物料留存,不合格暂存他处留待后续处理;
90.物料上线:操作人员将各合格物料及抽屉上线。
91.具体的,将所需物料名称、物料数量等信息发送给物料供给部门,该部门依据提供的物料信息筹备所需物料并且对所需物料进行质检;若物料数量不足和/或规格不符,物料有划痕、破损、凸起凹陷等情况,则将信息反馈至管理人员,并将不合格物料暂存;保证所需物料充足且合格,避免因物料问题导致抽屉上线延迟,项目不能按时交付的情况。
92.在一个进一步的实施方式中,为解决抽屉出现未生产完成前一道工序或者出现已完成工序的抽屉意外滞留在工位上的问题,本实施方式的抽屉上线流程控制方法中,所述系统识别抽屉信息确定抽屉是否可以上线的步骤包括:
93.扫描抽屉二维码成功后,获取工单拆解信息;
94.比对所述工单拆解信息,确认物料是否上线齐全;
95.确认为是,则可以上线操作,通过工位上的色灯和/或工位屏弹出框,提示即将进入工序;
96.确认为否,则将信息进行反馈,重新对该工位的所需物料上线,直至确认为是。
97.扫描抽屉二维码成功后,获取工单拆解信息;根据此工单拆解信息,将抽屉信息对应的所需物料数量及物料名称与当前上线的合格物料数量及名称进行对比,确认物料是否上线齐全且无误;若物料上线错误和/或物料上线数量不足,则及时将信息进行反馈,重新确定物料信息并对此抽屉对应的物料信息进行重新上线直至确认无误,避免后续因物料问题导致项目生产延迟;若扫码失败重新扫码和/或将信息反馈至管理员端页面,管理员进行信息调整和/或换取抽屉直至扫码成功;抽屉信息确认无误,准备上线操作;各个工位上设有色灯,不同的工序对应色灯上不同的颜色,开始操作工序前,色灯根据工序对应的颜色闪烁和/或工位屏弹出框提示,即将进入工序。
98.基于同一个发明构思,本公开还提供一种可行的具体实施方式,为一种抽屉上线
流程控制系统,如图3所示,使用上述的抽屉上线流程控制方法,包括:
99.输入模块101:手动输入项目订单信息;
100.上传模块102:将输入模块的项目订单信息上传至服务器端;
101.计划模块103:从服务器端读取上传模块的项目订单信息制定相应的项目生产计划;并将项目生产计划进行工单拆解,形成工单拆解信息;
102.上线模块104:获取计划模块的项目生产计划及工单拆解信息,确定抽屉是否可以上线。
103.所述输入模块101为手动输入模块,即通过手动的方式输入项目订单信息;输入的端口包括pc键盘、手机等终端,也可以是服务器端;输入的数据包括订单数量、订单要求、订单交期等信息,但不限于此。
104.上传模块102接收到输入模块101的信息后,通过手动点击信息上传按钮上传信息至服务器端。
105.计划模块103从服务器端获取到上传模块102的订单信息后对订单进行分析,通过人工手动设置和/或算法程序自动设置生成项目生产计划,且依据订单信息可对此项目生产计划进行划分;具体指依据项目生产计划对抽屉号所属工位及工序进行拆解形成工单拆解信息;算法程序自动设置可通过缓冲算法进行自动设置,也可通过其它已知的现有的算法程序自动设置,保证生产目标的顺利完成;电子生产单生产计划的制定提高了整体业务流转效率,使得业务进行更加快捷、方便、电子化。
106.所述生产计划包括:生产详细计划、工单详细计划、工位工序管理计划;
107.所述工单拆解信息包括:操作人员姓名、工号、工位、目前在/离线状态、工位分解工艺流程、物料信息、突发问题的应对策略;
108.其中所述生产详细计划包括:生产开始时间、生产结束时间、工单编号、物料编号、物料名称、物料数量;
109.所述工单详细计划包括:生产说明、排产信息、柜体资料,抽屉号;
110.所述工位工序管理计划包括:操作人员姓名、工号、工位、目前在/离线状态、项目整体工艺步骤及工位分段。
111.为充分整合企业生产资源和信息,保证项目生产的高效性与完整性,又对工单计划中的信息进行了更细致的划分;所述生产说明中包含了销售订单编号、订单名称、合同编号、合同名称等信息;排产信息中包含工单编号、工单数量、产品编号、产品描述、计划开始时间、计划结束时间;柜体资料包含物料清单、生产跟踪等信息,但不限于此。
112.在一个进一步的具体实施方式中,如图2所示,所述上线模块104中被设置为通过获取计划模块的项目生产计划及工单拆解信息,确定抽屉是否可以上线;其判断过程为:
113.扫描抽屉二维码成功后,获取工单拆解信息;
114.比对所述工单拆解信息,确认物料是否上线齐全;
115.确认为是,则可以上线操作,通过工位上的色灯和/或工位屏弹出框,提示即将进入工序;
116.确认为否,则将信息进行反馈,重新对该抽屉的所需物料上线,直至确认为是。
117.具体的,通过获取计划模块的项目生产计划及工单拆解信息,确定抽屉是否可以上线的判断过程为:扫描抽屉二维码成功后,获取工单拆解信息;根据此工单拆解信息,将
抽屉信息对应的所需物料数量及物料名称与当前上线的合格物料数量及名称进行对比,确认物料是否上线齐全且无误;若物料上线错误和/或物料上线数量不足,则及时将信息进行反馈,重新确定物料信息并对此抽屉对应的物料信息进行重新上线直至确认无误,避免后续因物料问题导致项目生产延迟;若扫码失败重新扫码和/或将信息反馈至管理员端页面,管理员进行信息调整和/或换取抽屉直至扫码成功;抽屉物料信息确认无误,准备上线操作;各个工位上设有色灯,不同的工序对应色灯上不同的颜色,开始操作工序前,色灯根据工序对应的颜色闪烁和/或工位屏弹出框提示,即将进入工序。
118.本公开的上述具体实施方式中,使用了抽屉上线流程控制系统,能够根据抽屉上线流程控制方法,减少人工管理效率低下、工位工序管理无序、工人工作量大、工作效率低;整体使得整个项目生产能在确定的时限内上线生产,上线过程更加流程一体化,让后续的生产高效进行。
119.本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。上述实施例只为说明本公开的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本公开的内容并据以实施,并不能以此限制本公开的保护范围。凡根据本公开精神实质所作的等效变化或修饰,都应涵盖在本公开的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1