一种基于资源约束的车间排产方法、系统、终端及介质与流程
1.本发明涉及自动化制造技术领域,更具体地说,它涉及一种基于资源约束的车间排产方法、系统、终端及介质。
背景技术:
2.生产计划排程的目的是为一个或多个车间生成一个详细的短期生产计划。排产计划指明了计划范围内的每一个定单在所需资源上的加工开始时间和结束时间,也即指出了在给定资源上定单的加工工序,其实质是一种复杂的组合优化问题。
3.随着智能化技术不断发展,当前的加工生产线排产应用了各种算法进行智能排产。现有技术中加工生产线排产一部分是针对单个目标工件的全部加工工序进行优化排列,或是考虑当前的资源约束在同一时间内对不同目标工件进行优先排序,此类排产方法主要是在加工之间进行排产设计,如公告号为cn110738413a的中国专利,该专利公开了一种航空零件加工自动化生产线的多约束排产计算方法及装置,其主要是依据资源约束对各个加工工序进行优先级计算,然后模拟分析得到排产计算结果,以此对排产计划进行提前分析;但是,其无依据加工资源实时、动态的更新排产计划,导致其产量无法达到最佳,且应急能力较弱。此外,还有部分加工生产线排产是通过实时采集加工车间的资源信息,如公告号为cn109598416b的中国专利,其公开了一种复材车间的动态排产系统及排产方法,通过动态的分析加工排产分析,考虑了整个加工过程的相关信息优化分析得到适用于当前最优的排产计划,其虽然时效性强,但因为设计信息量较大且实时全面更新,需要的网络资源和投入成本更高。
4.因此,如何研究设计一种能够克服上述缺陷的一种基于资源约束的车间排产方法、系统、终端及介质是我们目前急需解决的问题。
技术实现要素:
5.为解决现有技术中的不足,本发明的目的是提供一种基于资源约束的车间排产方法、系统、终端及介质。
6.本发明的上述技术目的是通过以下技术方案得以实现的:
7.第一方面,提供了一种基于资源约束的车间排产方法,包括以下步骤:
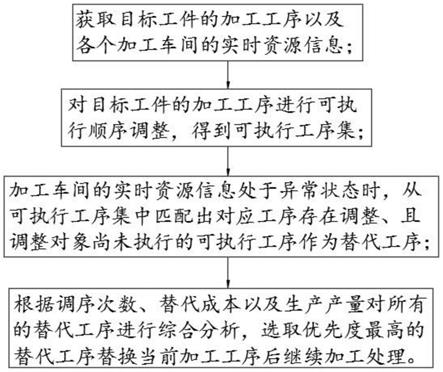
8.获取目标工件的加工工序以及各个加工车间的实时资源信息;
9.对目标工件的加工工序进行可执行顺序调整,得到可执行工序集;
10.加工车间的实时资源信息处于异常状态时,从可执行工序集中匹配出对应工序存在调整、且调整对象尚未执行的可执行工序作为替代工序;
11.根据调序次数、替代成本以及生产产量对所有的替代工序进行综合分析,选取优先度最高的替代工序替换当前加工工序后继续加工处理。
12.进一步的,所述可执行工序集的获得过程具体为:
13.选取加工工序中当前工序相对于剩余工序均无先后顺序限制的工序作为调整工
序;
14.将加工工序中所有的调整工序进行重新排序后得到由多个可执行工序组成可执行工序集。
15.进一步的,所述可执行工序集中的可执行工序依据执行值进行排序,执行值小的优先进行替代工序匹配;
16.可执行工序的执行值计算公式具体为:
[0017][0018]
其中,z表示对应可执行工序的执行值;a0(i)表示可执行工序中第i个调整工序的原始工序序号;a1(i)表示可执行工序中i个调整工序的重新排序后工序序号;n表示对应可执行工序中调整工序的数量;εi表示可执行工序中第i个调整工序调整后的成本增量;t
01
(i)表示可执行工序中第i个调整工序调整过程的占用时间;t表示基础占用时间。
[0019]
进一步的,所述实时资源信息的异常状态确定过程具体为:
[0020]
根据实时资源信息中的各个资源项综合分析得到对应加工车间的实际产量;
[0021]
将加工车间的实际产量引入到所有加工车间的实际产量中分析得到整个加工工序的整体产量;
[0022]
当整个加工工序的整体产量低于预设基础产量时,则确定对应实时资源信息处于异常状态。
[0023]
进一步的,所述替代工序的匹配过程具体为:
[0024]
选取可执行工序集中对应调整工序存在调整的所有可执行工序,得到初级匹配工序;
[0025]
选取初级匹配工序中调整工序所对应的调整对象尚未执行的工序,得到过渡匹配工序;
[0026]
将过渡匹配工序中对应调整工序、调整对象的可执行时长超出工序间最大允许间隔时间的工序过滤,得到最终的可执行工序作为替代工序。
[0027]
进一步的,所述实时资源信息包括设备配置、原材料配置、人力配置、设备负荷配置、水电资源配置和时间配置。
[0028]
进一步的,所述替代工序的优先度综合分析过程具体为:
[0029][0030]
其中,y表示对应替代工序的优先度;w1表示调整次数的权重系数;k表示对应替代工序中的调整次数;w2表示替代成本的权重系数;ηj表示第j次调整的成本增量;w3表示生产产量的权重系数;min{s1、s1...s
end
}表示选取不同工序所对应加工车间的实际产量s1、s1...s
end
中最小值。
[0031]
第二方面,提供了一种基于资源约束的车间排产系统,包括:
[0032]
信息采集模块,用于获取目标工件的加工工序以及各个加工车间的实时资源信息;
[0033]
调序生成模块,用于对目标工件的加工工序进行可执行顺序调整,得到可执行工序集;
[0034]
工序匹配模块,用于在加工车间的实时资源信息处于异常状态时,从可执行工序集中匹配出对应工序存在调整、且调整对象尚未执行的可执行工序作为替代工序;
[0035]
工序分析模块,用于根据调序次数、替代成本以及生产产量对所有的替代工序进行综合分析,选取优先度最高的替代工序替换当前加工工序后继续加工处理。
[0036]
第三方面,提供了一种计算机终端,包含存储器、处理器及存储在存储器并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如第一方面中任意一项所述的一种基于资源约束的车间排产方法。
[0037]
第四方面,提供了一种计算机可读介质,其上存储有计算机程序,所述计算机程序被处理器执行可实现如第一方面中任意一项所述的一种基于资源约束的车间排产方法。
[0038]
与现有技术相比,本发明具有以下有益效果:
[0039]
1、本发明提出的一种基于资源约束的车间排产方法,通过对目标工件的加工工序中部分工序进行替代调整,从而预先生成可替代且完整的可执行工序,当某一个加工车间的资源出现异常而影响产能时,从调序次数、替代成本以及生产产量综合分析后,选取最优的替代工序进行快速替换,既能够实现车间排产的快速更新,又能够有效降低排产加工工序更新的复杂度;
[0040]
2、本发明通过选取相互之间无影响或影响较小的工序作为可执行替换的工序,使得整个排产工序更新过程的调整力度相对较小,对于所有车间加工的正常运行影响较小;
[0041]
3、本发明通对生成的可执行工序在成本、时间以及调整范围进行综合分析得到执行值,方便在替代工序匹配过程能够对影响较小的可执行工序优先匹配,有效缩短了匹配时间;
[0042]
4、本发明依据时间、成本、实际产量对替代工序的优先度综合分析,能够直观体现替代工序的影响程度。
附图说明
[0043]
此处所说明的附图用来提供对本发明实施例的进一步理解,构成本技术的一部分,并不构成对本发明实施例的限定。在附图中:
[0044]
图1是本发明实施例中的流程图;
[0045]
图2是本发明实施例中的系统框图。
具体实施方式
[0046]
为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
[0047]
实施例1:一种基于资源约束的车间排产方法,如图1所示,包括以下步骤:
[0048]
s1:获取目标工件的加工工序以及各个加工车间的实时资源信息;
[0049]
s2:对目标工件的加工工序进行可执行顺序调整,得到可执行工序集;
[0050]
s3:加工车间的实时资源信息处于异常状态时,从可执行工序集中匹配出对应工序存在调整、且调整对象尚未执行的可执行工序作为替代工序;
[0051]
s4:根据调序次数、替代成本以及生产产量对所有的替代工序进行综合分析,选取
优先度最高的替代工序替换当前加工工序后继续加工处理。
[0052]
本发明创造性的通过对目标工件的加工工序中部分工序进行替代调整,从而预先生成可替代且完整的可执行工序,当某一个加工车间的资源出现异常而影响产能时,从调序次数、替代成本以及生产产量综合分析后,选取最优的替代工序进行快速替换,既能够实现车间排产的快速更新,又能够有效降低排产加工工序更新的复杂度;
[0053]
在本实施例中,实时资源信息包括但不限于设备配置、原材料配置、人力配置、设备负荷配置、水电资源配置和时间配置。
[0054]
在步骤s2中,可执行工序集的获得过程具体为:选取加工工序中当前工序相对于剩余工序均无先后顺序限制的工序作为调整工序;将加工工序中所有的调整工序进行重新排序后得到由多个可执行工序组成可执行工序集。通过选取相互之间无影响或影响较小的工序作为可执行替换的工序,使得整个排产工序更新过程的调整力度相对较小,对于所有车间加工的正常运行影响较小。
[0055]
此外,可执行工序集中的可执行工序依据执行值进行排序,执行值小的优先进行替代工序匹配。
[0056]
可执行工序的执行值计算公式具体为:
[0057][0058]
其中,z表示对应可执行工序的执行值;a0(i)表示可执行工序中第i个调整工序的原始工序序号;a1(i)表示可执行工序中i个调整工序的重新排序后工序序号;n表示对应可执行工序中调整工序的数量;εi表示可执行工序中第i个调整工序调整后的成本增量;t
01
(i)表示可执行工序中第i个调整工序调整过程的占用时间;t表示基础占用时间。
[0059]
通对生成的可执行工序在成本、时间以及调整范围进行综合分析得到执行值,方便在替代工序匹配过程能够对影响较小的可执行工序优先匹配,有效缩短了匹配时间。
[0060]
在步骤s3中,实时资源信息的异常状态确定过程具体为:根据实时资源信息中的各个资源项综合分析得到对应加工车间的实际产量;将加工车间的实际产量引入到所有加工车间的实际产量中分析得到整个加工工序的整体产量;当整个加工工序的整体产量低于预设基础产量时,则确定对应实时资源信息处于异常状态。
[0061]
在步骤s3中,替代工序的匹配过程具体为:选取可执行工序集中对应调整工序存在调整的所有可执行工序,得到初级匹配工序;选取初级匹配工序中调整工序所对应的调整对象尚未执行的工序,得到过渡匹配工序;将过渡匹配工序中对应调整工序、调整对象的可执行时长超出工序间最大允许间隔时间的工序过滤,得到最终的可执行工序作为替代工序。
[0062]
在步骤s4中,替代工序的优先度综合分析过程具体为:
[0063][0064]
其中,y表示对应替代工序的优先度;w1表示调整次数的权重系数;k表示对应替代工序中的调整次数;w2表示替代成本的权重系数;ηj表示第j次调整的成本增量;w3表示生产产量的权重系数;min{s1、s1...s
end
}表示选取不同工序所对应加工车间的实际产量s1、s1...s
end
中最小值。
[0065]
本发明依据时间、成本、实际产量对替代工序的优先度综合分析,能够直观体现替代工序的影响程度。
[0066]
实施例2:一种基于资源约束的车间排产系统,包括信息采集模块、调序生成模块、工序匹配模块和工序分析模块。
[0067]
其中,信息采集模块,用于获取目标工件的加工工序以及各个加工车间的实时资源信息。调序生成模块,用于对目标工件的加工工序进行可执行顺序调整,得到可执行工序集。工序匹配模块,用于在加工车间的实时资源信息处于异常状态时,从可执行工序集中匹配出对应工序存在调整、且调整对象尚未执行的可执行工序作为替代工序。工序分析模块,用于根据调序次数、替代成本以及生产产量对所有的替代工序进行综合分析,选取优先度最高的替代工序替换当前加工工序后继续加工处理。
[0068]
工作原理:本发明通过对目标工件的加工工序中部分工序进行替代调整,从而预先生成可替代且完整的可执行工序,当某一个加工车间的资源出现异常而影响产能时,从调序次数、替代成本以及生产产量综合分析后,选取最优的替代工序进行快速替换,既能够实现车间排产的快速更新,又能够有效降低排产加工工序更新的复杂度。
[0069]
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1