一种基于整车耐撞的焊点失效仿真方法、设备及存储介质与流程
1.本发明属于仿真分析技术领域,具体涉及一种基于整车耐撞的焊点失效仿真方法、设备及存储介质。
背景技术:
2.整车耐撞性能开发中,需通过整车耐撞仿真分析预测结构及连接设计的合理性。针对高速碰撞工况,板金开裂以及焊点撕裂成为制约性能仿真准确性的关键因素,特别是焊点连接的模拟,难度较大。
3.针对高速碰撞工况,板金开裂以及焊点撕裂成为制约性能仿真准确性的关键因素,特别是焊点连接的模拟,难度较大。现有主流的尝试均是以大量试验获取物理特性,然后在通过详细模型进行迭代求解,最终确定仿真输入的参数。
4.现有ls-dyna软件中主流焊点仿真方法如下:
5.方法一:采用梁单元(beam)或实体单元(solid,根据单元类型差异,可分为hex、4hex、8hex、16hex)模拟焊点,并通过mat100号材料卡进行焊点失效力定义模拟,达到失效判别标准,则相应的梁单元删除,实现焊点开裂状态的模拟。参数获取通过试验获取,其方法优点为:通过试验获取失效力参数准确度高,缺点为:成本高、周期长,由于整车不同强度板材组合焊点失效力组合有几百组,通过试验获取的方法的成本高,且经过试验-参数提取-赋值给不同组合的焊缝所耗费的周期较长(一般现有一轮整车耐撞仿真模型建立需求在一周内完成),不满足于整车耐撞仿真周期需求。
6.方法二:焊点采用刚性单元(rigid),焊点本身不设置失效,失效其是通过焊点周围母材作出一圈washer孔单元(如图3),采用壳单元(shell)模拟焊点的热影响区,给washer单元赋单独的失效材料,通过shell的失效来实现焊点失效的模拟。
7.以上两种方法都需要开展大量基础连接特性的试验,并通过参数求解或仿真迭代后才能获取相关的焊点失效参数,在实际工程运用中呈现成本高、周期长的特点,在项目前期的仿真分析阶段不适用。一方面是整车安全性能开发中,给耐撞结构仿真分析周期较短,一轮分析加优化的时间一般在1个月左右,通过大量试验和仿真子模型迭代,效率较低。另一方面,项目前期的需要不同材料及厚度的组合优化,通过试验方法重新迭代求解的思路无法发挥仿真工具快速识别风险并找出合理方案的优势。特别是随着钢板技术的进步,新材料大幅度更新,通过大批量试验积累成库的方案也不具备可操作性。因此需要建立一种适用于项目开发阶段能够快速实现仿真参数求解且不影响仿真计算效率的简化方法。
技术实现要素:
8.为了解决上述问题,本发明提供了一种基于整车耐撞的焊点失效仿真方法、设备及存储介质,本发明的焊点失效仿真方法通过定义材料基本特性快速仿真求得焊点失效参数,实现整车耐撞结构评估及焊点失效风险预测。
9.本发明通过如下技术方案实现:
10.第一方面,本发明提供了一种基于整车耐撞的焊点失效仿真方法,包括如下步骤:
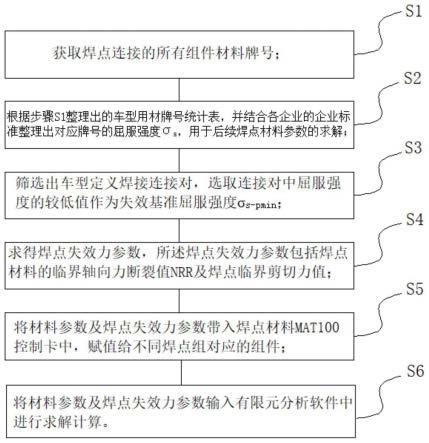
11.步骤s1:获取焊点连接的所有组件材料牌号;
12.步骤s2:根据步骤s1整理出的车型用材牌号统计表,并结合各企业的企业标准整理出对应牌号的屈服强度σs,用于后续焊点材料参数的求解;
13.步骤s3:筛选出车型定义焊接连接对,选取连接对中屈服强度的较低值作为失效基准屈服强度σ
s-pmin
;其中,所述连接对是指两层或多层连接关系中直接形成连接的两个零件及其焊点形成的对;
14.步骤s4:求得焊点失效力参数,所述焊点失效力参数包括焊点材料的临界轴向力断裂值nrr及焊点临界剪切力值nrt;
15.步骤s5:将材料参数及焊点失效力参数带入焊点材料mat100控制卡中,赋值给不同焊点组对应的组件;所述材料参数包括材料密度ro、杨氏模量e、泊松比pr、基准屈服强度σ
s-pmin
、切线模量et;
16.步骤s6:将材料参数及焊点失效力参数输入有限元分析软件中进行求解计算。
17.进一步地,所述步骤s1具体是通过梳理整车bom,整理获取整车焊点连接件所用的材料牌号,并建立起车型用材牌号统计表,所述车型用材牌号统计表的参数中包括层级、零件号、中文名称、材料规格及材料规格标准。
18.进一步地,步骤s2中,若所述对应牌号的屈服强度σs为区间值,则取其最大值与最小值的均值为平均屈服强度σm,若所述材料开展过材料试验,则直接取试验强度σ
test
。
19.进一步地,步骤s4中,根据公式(1)求得焊点材料的临界轴向力断裂值nrr;
20.nrr=λ*σ
s-pmin
*t
comb
ꢀꢀꢀꢀꢀꢀ
(1)
21.其中,λ为经验系数,t
comb
为焊接连接对中两个组件的组合厚度,即t
comb
=t
part1
+t
part2
;
22.进一步地,步骤s4中,根据公式(2)求得焊点临界剪切力值nrt;
23.nrt=μ*nrr
ꢀꢀꢀꢀꢀꢀ
(2)
24.其中,μ为折算系数。
25.进一步地,步骤s5中所述材料参数包括材料密度ro、杨氏模量e、泊松比pr、基准屈服强度σ
s-pmin
、切线模量et;
26.第二方面,本发明还提供了一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如本发明实施例中任一所述的一种基于整车耐撞的焊点失效仿真方法。
27.第三方面,本发明还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如本发明实施例中任一所述的一种基于整车耐撞的焊点失效仿真方法。
28.与现有技术相比,本发明的优点如下:
29.a.本发明通过材料的屈服强度与厚度组合形式,与使用大量试验以及子模型仿真迭代的方式相比具有明显的效率优势;可实现项目前期快速迭代出焊点的失效参数,不影响原有分析周期及仿真建模及求解工作量。
30.b.本发明提供的焊点参数失效特性求解方法为理论计算结合经验公式计算方法,具有可复制性,即对于已有的焊点间距、强度、厚度可实现快速求解,并及时搭载仿真模型
实现风险优化,这是传统方式所不具备的特性。
31.c.由于乘用车车身及门盖焊点的焊接质量符合的是正态分布特性,即所有连接属性的强度是具有分散性的统计学规律,而样片级别的测试焊接质量的稳定性明显优于实际样车所采用的焊接特性;因此单一试验方式获取的参数不能准确代表力学性能的准确值,一样具有一定偏差;本发明立足于理论计算及工程经验所获得的失效参与基本属于设计中值状态,经过多车型试验与仿真关联性对比,具有较高的准确性及设计指导意义。
附图说明
32.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
33.图1为本发明的一种基于整车耐撞的焊点失效仿真方法的流程示意图;
34.图2为本发明的一种基于整车耐撞的焊点失效仿真方法的具体步骤示意图;
35.图3为本发明的一种基于整车耐撞的焊点失效仿真方法的连接对示意图;
36.其中:a为单层焊,b为双层焊;
37.图4为本发明实施例2中的一种电子设备的结构示意图。
具体实施方式
38.为清楚、完整地描述本发明所述技术方案及其具体工作过程,结合说明书附图,本发明的具体实施方式如下:
39.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
40.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
41.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
42.如图1所示,为本发明的一种基于整车耐撞的焊点失效仿真方法的流程示意图,包括如下步骤:
43.步骤s1:获取焊点连接的所有组件材料牌号;
44.步骤s2:根据步骤s1整理出的车型用材牌号统计表,并结合各企业的企业标准整理出对应牌号的屈服强度σs,用于后续焊点材料参数的求解;
45.步骤s3:筛选出车型定义焊接连接对,选取连接对中屈服强度的较低值作为失效基准屈服强度σ
s-pmin
;其中,所述连接对是指两层或多层连接关系中直接形成连接的两个零件及其焊点形成的对;
46.步骤s4:求得焊点失效力参数,所述焊点失效力参数包括焊点材料的临界轴向力断裂值nrr及焊点临界剪切力值nrt;
47.步骤s5:将材料参数及焊点失效力参数带入焊点材料mat100控制卡中,赋值给不同焊点组对应的组件;
48.步骤s6:将材料参数及焊点失效力参数输入有限元分析软件中进行求解计算。
49.所述步骤s1具体是通过梳理整车bom,整理获取整车焊点连接件所用的材料牌号,并建立起车型用材牌号统计表,所述车型用材牌号统计表的参数中包括层级、零件号、中文名称、材料规格及材料规格标准。
50.所述步骤s2中,若所述对应牌号的屈服强度σs为区间值,则取其最大值与最小值的均值为平均屈服强度σm,若所述材料开展过材料试验,则直接取试验强度σ
test
。
51.所述步骤s4中,根据公式(1)求得焊点材料的临界轴向力断裂值nrr;
52.nrr=λ*σ
s-pmin
*t
comb
ꢀꢀꢀꢀꢀꢀ
(1)
53.其中,λ为经验系数,t
comb
为焊接连接对中两个组件的组合厚度,即t
comb
=t
part1
+t
part2
;
54.根据公式(2)求得焊点临界剪切力值nrt;
55.nrt=μ*nrr
ꢀꢀꢀꢀꢀꢀ
(2)
56.其中,μ为折算系数。
57.实施例1
58.如图2所示,为本实施例的一种基于整车耐撞的焊点失效仿真方法的具体步骤图,包括如下步骤:
59.步骤s1:获取焊点连接的所有组件材料牌号;
60.车型开发初期设计专业会释放包含车型零件号、厚度、用材牌号的整车bom表;根据整车发布的bom,整理出整车需要焊点连接所用的板金件的材料牌号,并建立起统计表1;
61.表1为整车需要焊点连接所用的板余件的材料牌号表
62.层级零件号中文名称材料规格材料规格标准75301031-ba01前围挡板la260/350175301041-ba01前围挡板下横梁上板c1500hsas1.375301131-ba01前围板加强板la340/4201.575301211-ba01前围挡板下横梁下板c1500hsas1.275301213-ba01前围挡板左侧下板st171.275101171-ba01中通道左纵梁前连接板la300/3801.575101172-ba01中通道右纵梁前连接板la300/3801.575301217-ba01吊具支架la420/5901.2
75301218-ba01吊具支架la420/5901.295112161-ba01左前纵梁外板dp7801.3/1.595112121ba01左前缓冲器固定支座dp7802.5105301223-ba01左前纵梁连接板上板la420/5901.2105301221-ba01左前纵梁连接板下板la420/5901.2105112061-ba01左前支座外加强板-前副车架la300/3803
63.步骤s2:根据步骤s1整理出的车型用材牌号统计表2,并结合各企业的企业标准整理出对应牌号的屈服强度σs,用于后续焊点材料参数的求解;
64.表2为车型用材牌号统计表
[0065][0066]
以钢厂提供的企业标准为例,钢材基础的屈服强度(σs)、抗拉强度(σb)、延伸率(ψ),后续焊点失效模拟主要采纳屈服强度(σs)这项性能指标;
[0067]
步骤s2中,若所述对应牌号的屈服强度σs为区间值,则取其最大值与最小值的均值为平均屈服强度σm,例如对应牌号为h140,屈服强度为135-205mpa,则取σm=(σ
smin
+σ
smax
)/2,h140的σm=170mpa。若所述材料开展过材料试验,则直接取试验强度σ
test
;
[0068]
步骤s3:筛选出车型定义焊接连接对如3所示,选取连接对中屈服强度的较低值作为失效基准屈服强度σ
s-pmin
;其中,所述连接对是指两层或多层连接关系中直接形成连接的两个零件及其焊点形成的对;
[0069]
表3为车型定义焊接连接表
[0070][0071]
例如,如图3中的(a)所示,零件8402021-qc01与零件8402071-qc01的单层焊接,则两个零件及其焊点形成一个连接对;如图3中的(b)所示,零件8402021-qc01、零件8402071-qc01与零件8402061-qc01三个零件中直接形成连接有两个连接对:零件8402021-qc01与零件8402071-qc01连接对、零件8402071-qc01与零件8402061-qc01连接对;
[0072]
如连接对中两种材料分别为h140以及st280,h140屈服强度σs为170mpa,st280屈服强度为350mpa,则σ
s-pmin
=170mpa。
[0073]
步骤s4:求得焊点失效力参数,所述焊点失效力参数包括焊点材料的临界轴向力断裂值nrr及焊点临界剪切力值nrt;
[0074]
所述步骤s4中,根据公式(1)求得焊点材料的临界轴向力断裂值nrr;
[0075]
nrr=λ*σ
s-pmin
*t
comb
ꢀꢀꢀꢀꢀꢀ
(1)
[0076]
其中,λ为经验系数,根据不同金属及同种金属的不同强度等级λ会有不同的范围;对于铝合金λ的范围为8.1~8.5;对于低强钢为9.8~11.2,中强钢为6.8~7.5,高强钢为6.5~6.8;t
comb
为焊接连接对中两个组件的组合厚度,即t
comb
=t
part1
+t
part2
;
[0077]
根据公式(2)求得焊点临界剪切力值nrt;
[0078]
nrt=μ*nrr
ꢀꢀꢀꢀꢀꢀ
(2)
[0079]
其中,μ为折算系数,μ在工程应用中范围为1.3~1.5;
[0080]
如果一个焊点连接对有两个组件,1个为a、另一个为b,a的厚度为1.2mm,b的厚度为1.5mm,则tcomb=2.7mm;
[0081]
步骤s5:将材料参数及焊点失效力参数带入焊点材料mat100控制卡中,赋值给不同焊点组对应的组件;所述材料参数包括材料密度ro、杨氏模量e、泊松比pr、基准屈服强度σ
s-pmin
、切线模量et;统一定义为1000(针对s2单位制,即长度为毫米/mm,重量为吨/t,时间单位为秒/s,力的单位为牛/n),焊点失效力参数为nrr、nrs、nrt;其余参数不定义。
[0082]
采用自动化脚本通过零件*part中标准的名称定义,自动读取连接对中组件厚度、材料牌号、屈服强度信息自动创建焊点*part组件,自动赋值给相应的属性*section和材料*mat,其中*mat即为mat100中相应的参数定义。
[0083]
步骤s6:将材料参数及焊点失效力参数输入有限元分析软件中进行求解计算。
[0084]
具体地是将材料参数及焊点失效力参数输入ls-dyna软件中开展整车耐撞分析,识别焊点开裂情况(删除单元),通过优化焊点密度、连接板屈服强度等级、连接板厚度,实
现整车关键区域风险优化。
[0085]
求解后结果可通过软件直接查看焊点失效位置与数量,判别关键总成变形模式是否与设计预期相符;如果焊点开裂导致与设计预期(或目标)不符,则通过优化焊点布置、数量、连接板厚度、连接件材料强度进行优化,直至变形结果符合设计预期(或目标)。
[0086]
实施例2
[0087]
图4为本发明实施例2中的一种计算机设备的结构示意图。图4示出了适于用来实现本发明实施方式的示例性计算机设备12的框图。图4显示的计算机设备12仅仅是一个示例,不应对本发明实施例的功能和使用范围带来任何限制。
[0088]
如图4所示,计算机设备12以通用计算设备的形式表现。计算机设备12的组件可以包括但不限于:一个或者多个处理器或者处理单元16,系统存储器28,连接不同系统组件(包括系统存储器28和处理单元16)的总线18。
[0089]
总线18表示几类总线结构中的一种或多种,包括存储器总线或者存储器控制器,外围总线,图形加速端口,处理器或者使用多种总线结构中的任意总线结构的局域总线。举例来说,这些体系结构包括但不限于工业标准体系结构(isa)总线,微通道体系结构(mac)总线,增强型isa总线、视频电子标准协会(vesa)局域总线以及外围组件互连(pci)总线。
[0090]
计算机设备12典型地包括多种计算机系统可读介质。这些介质可以是任何能够被计算机设备12访问的可用介质,包括易失性和非易失性介质,可移动的和不可移动的介质。
[0091]
系统存储器28可以包括易失性存储器形式的计算机系统可读介质,例如随机存取存储器(ram)30和/或高速缓存存储器32。计算机设备12可以进一步包括其它可移动/不可移动的、易失性/非易失性计算机系统存储介质。仅作为举例,存储系统34可以用于读写不可移动的、非易失性磁介质(图4未显示,通常称为“硬盘驱动器”)。尽管图4中未示出,可以提供用于对可移动非易失性磁盘(例如“软盘”)读写的磁盘驱动器,以及对可移动非易失性光盘(例如cd-rom,dvd-rom或者其它光介质)读写的光盘驱动器。在这些情况下,每个驱动器可以通过一个或者多个数据介质接口与总线18相连。存储器28可以包括至少一个程序产品,该程序产品具有一组(例如至少一个)程序模块,这些程序模块被配置以执行本发明各实施例的功能。
[0092]
具有一组(至少一个)程序模块42的程序/实用工具40,可以存储在例如存储器28中,这样的程序模块42包括——但不限于——操作系统、一个或者多个应用程序、其它程序模块以及程序数据,这些示例中的每一个或某种组合中可能包括网络环境的实现。程序模块42通常执行本发明所描述的实施例中的功能和/或方法。
[0093]
计算机设备12也可以与一个或多个外部设备14(例如键盘、指向设备、显示器24等)通信,还可与一个或者多个使得用户能与该计算机设备12交互的设备通信,和/或与使得该计算机设备12能与一个或多个其它计算设备进行通信的任何设备(例如网卡,调制解调器等等)通信。这种通信可以通过输入/输出(i/o)接口22进行。另外,本实施例中的计算机设备12,显示器24不是作为独立个体存在,而是嵌入镜面中,在显示器24的显示面不予显示时,显示器24的显示面与镜面从视觉上融为一体。并且,计算机设备12还可以通过网络适配器20与一个或者多个网络(例如局域网(lan),广域网(wan)和/或公共网络,例如因特网)通信。如图所示,网络适配器20通过总线18与计算机设备12的其它模块通信。应当明白,尽管图中未示出,可以结合计算机设备12使用其它硬件和/或软件模块,包括但不限于:微代
码、设备驱动器、冗余处理单元、外部磁盘驱动阵列、raid系统、磁带驱动器以及数据备份存储系统等。
[0094]
处理单元16通过运行存储在系统存储器28中的程序,从而执行各种功能应用以及数据处理,例如实现本发明实施例所提供的一种基于整车耐撞的焊点失效仿真方法。
[0095]
实施例3
[0096]
本发明实施例3提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如本技术所有发明实施例提供的一种基于整车耐撞的焊点失效仿真方法。
[0097]
可以采用一个或多个计算机可读的介质的任意组合。计算机可读介质可以是计算机可读信号介质或者计算机可读存储介质。计算机可读存储介质例如可以是——但不限于——电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。计算机可读存储介质的更具体的例子(非穷举的列表)包括:具有一个或多个导线的电连接、便携式计算机磁盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、光纤、便携式紧凑磁盘只读存储器(cd-rom)、光存储器件、磁存储器件、或者上述的任意合适的组合。在本文件中,计算机可读存储介质可以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用。
[0098]
计算机可读的信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了计算机可读的程序代码。这种传播的数据信号可以采用多种形式,包括——但不限于——电磁信号、光信号或上述的任意合适的组合。计算机可读的信号介质还可以是计算机可读存储介质以外的任何计算机可读介质,该计算机可读介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。
[0099]
计算机可读介质上包含的程序代码可以用任何适当的介质传输,包括——但不限于——无线、电线、光缆、rf等等,或者上述的任意合适的组合。
[0100]
可以以一种或多种程序设计语言或其组合来编写用于执行本发明操作的计算机程序代码,所述程序设计语言包括面向对象的程序设计语言—诸如java、smalltalk、c++,还包括常规的过程式程序设计语言—诸如“c”语言或类似的程序设计语言。程序代码可以完全地在用户计算机上执行、部分地在用户计算机上执行、作为一个独立的软件包执行、部分在用户计算机上部分在远程计算机上执行、或者完全在远程计算机或服务器上执行。在涉及远程计算机的情形中,远程计算机可以通过任意种类的网络——包括局域网(lan)或广域网(wan)—连接到用户计算机,或者,可以连接到外部计算机(例如利用因特网服务提供商来通过因特网连接)。
[0101]
注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1