包括高压连接件的电晕点火组件及制造电晕点火组件的方法与流程
包括高压连接件的电晕点火组件及制造电晕点火组件的方法
1.相关申请的交叉引用
2.本技术要求2018年12月13日提交的美国发明专利申请16/218,934的优先权,其全部公开内容通过引用并入本文。
技术背景1、发明领域
3.本发明总体上涉及电晕点火组件,以及制造电晕点火组件的方法。
4.2.相关技术
5.用于电晕放电点火系统的电晕点火组件通常包括作为单个组件连接到一个点火端的点火线圈组件。点火端组件包括一个充电到高射频电压电位的中心电极,在燃烧室中产生强大的射频电场。电场使燃烧室中的一部分燃料和空气混合物电离并开始介电击穿,促进燃料空气混合物的燃烧。优选地控制电场以使得燃料
‑
空气混合物保持介电特性并且发生电晕放电,也称为非热等离子体。燃料
‑
空气混合物的电离部分形成火焰前沿,然后该火焰前沿变得自持续并燃烧燃料
‑
空气混合物的剩余部分。电场也优选地被控制成使得燃料
‑
空气混合物不会失去所有介电特性,这会在电极和接地的气缸壁、活塞或点火器的其他部分之间产生热等离子体和电弧。
6.理想地,还控制电场使得电晕放电仅在点火端形成,而不沿着电晕点火组件的其他部分形成。然而,由于电晕放电器组件的部件之间存在气隙,在这些气隙中容易形成不需要的电晕,因此这种控制通常难以实现。例如,虽然使用由不同材料制成的多个绝缘体提供了更高的效率、稳健性和整体性能,但金属屏蔽件和绝缘体材料之间的不同电气特性会导致内部和界面应力、不均匀的电场以及接口处的气隙。绝缘体材料之间不同的热膨胀系数和蠕变系数也会导致界面处出现气隙。在使用电晕点火器的过程中,电场往往会集中在这些气隙中,导致不必要的电晕放电。这种电晕放电以及内部和界面应力会导致材料退化并影响电晕点火组件的性能。
技术实现要素:
7.本发明的一个方面提供了一种电晕点火组件,包括点火器组件,该点火器组件包括围绕点火器中心电极的点火端绝缘体,以及连接到点火器组件的用于将能量传送到点火器中心电极的点火线圈组件。高压连接件器将点火器组件连接到点火线圈组件。高压连接件包括由硅橡胶形成的高压绝缘体,具有绝缘体外表面。高压连接件还包括由围绕高压绝缘体的金属形成的屏蔽件,由金属形成的上插件,将屏蔽件连接到点火线圈组件,以及一个由金属形成的下插件,将屏蔽件连接到点火端组件。绝缘体外表面的第一部分粘附在屏蔽件、上插件和下插件上,以及绝缘体外表面的第二部分没有粘附在屏蔽件、上插件和下插件中的至少一个上。
8.本发明的另一方面提供了一种电晕点火组件的制造方法,包括以下步骤:提供点
火端组件,所述点火端组件包括围绕点火器中心电极的点火端绝缘体;
9.用高压连接件将点火线圈组件连接到点火器组件;高压连接件包括由硅橡胶形成的高压绝缘体和由围绕高压绝缘体的金属形成的屏蔽件;高压连接件包括一个由金属形成的上插件,其将屏蔽件连接到点火线圈组件,以及一个由金属形成的下插件,其将屏蔽件连接到点火端组件;所述高压绝缘体具有绝缘体外表面;粘附于屏蔽件、上插件和下插件的绝缘体外表面的第一部分;没有粘附到屏蔽件、上插件和下插件中的至少一个上的绝缘体外表面的第二部分。
附图说明
10.当结合附图考虑时,本发明的其他优点将易于理解,通过参考以下详细描述可以更好地理解本发明的其他优点,其中:
11.图1示出了电晕点火组件,包括点火端组件和通过高压连接件连接在一起的点火线圈组件;
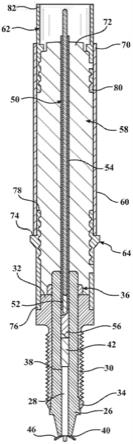
12.图2是图1所示的电晕点火组件的剖视图;
13.图3是图1的电晕点火组件的一部分的放大视图,包括高压绝缘体和下插件;
14.图4是图1的电晕点火组件的一部分的放大视图,包括与点火线圈组件相邻的高压绝缘体;
15.图4a是图4的一部分的放大视图,示出了在高压绝缘体暴露于高温之后高压绝缘体的膨胀体积;
16.图5a是根据示例性实施例的电晕点火组件的立体图,其示出了嵌入高压绝缘体中的金属编织物;和
17.图5b是图5a的电晕点火组件的一部分的放大视图,示出了金属编织物。
具体实施例
18.用于接收高频射频电压并在包含燃料和气体的混合物的燃烧室中分布射频电场以提供电晕放电的电晕点火组件20大体上示于图1
‑
4a中。如图1所示,电晕点火组件20包括点火端组件22,其通过高压连接件24连接到点火线圈组件23。该点火线圈组件包括产生高频和高压电场的线圈,以及点火线圈组件和高压连接件将能量传送到点火端组件,该组件将电场分布在燃烧室中用于燃料点火。
19.如图2最佳所示,所述点火端组件包括围绕点火器中心电极28的点火端绝缘体26。点火端绝缘体26接收能量并在燃烧室中分布能量。点火端绝缘体由陶瓷材料形成,例如氧化铝,并具有用于接收点火器中心电极的孔。点火端组件还包括金属壳体30,金属壳体30围绕点火端绝缘体并从外壳上端32纵向延伸到外壳下端34。
20.点火端组件还包括由半导体材料形成的环36,该环36设置在外壳上端并围绕点火端绝缘体。点火器中心电极从终端38沿纵向延伸至点火端40。电子终端42设置在点火器中心电极44终端,点火尖端46设置在点火器中心电极。点火尖端包括多个相对于中心轴线径向向外延伸的分支,用于分布射频电场。
21.如图2最佳所示,由导电金属例如黄铜形成的高压中心电极50将电子终端连接到点火线圈组件。高压中心电极设置在弹簧52上,可沿中心轴移动并可浮动。由硅胶制成的半
导体套管54环绕着高压中心电极。半导体套管的电导率大于1x 10
‑5s/m。黄铜包56设置在点火端绝缘体孔中的电子终端上,黄铜包与高压中心电极之间设有弹簧。
22.如图1和图2所示,将点火端组件连接到点火线圈组件的高压连接件包括优选由硅橡胶形成的高压绝缘58和由围绕高压绝缘体的金属形成的屏蔽件60。高压绝缘体与半导体套管粘合,半导体套管将高压中心电极完全包围。高压绝缘体优选具有范围从290ppm/℃
‑
315ppm/℃的热膨胀系数。除了图中所示的形状,高压连接件可以是灵活的并且可以具有各种不同的尺寸和形状以适应各种不同的发动机几何形状。
23.如图1和图2所示,高压绝缘体包括由金属形成的将屏蔽件连接到点火线圈组件的上插件62和由金属形成的将屏蔽件连接到点火端组件的下插件64。如图3所示,高压绝缘体具有绝缘体外表面,绝缘体外表面的第一部分66粘附在屏蔽件、上插件和下插件上。然而,绝缘体外表面的第二部分68不粘附在屏蔽件、上插件或下插件上以减少高压绝缘体上的应力,例如当高压绝缘体在操作期间暴露于高温而膨胀时,如图4和4a所示。例如,高压绝缘体的体积可以增加高压绝缘体总体积的0.4%至4%。根据示例实施例,高压绝缘体的硅树脂材料是自粘的,因此第一部分粘附到金属部件。在该实施例中,外表面的第二部分被处理以使得它们不粘附到金属部件上。由金属形成的编织物84嵌入高压绝缘体中。编织物的一个例子如图5a和5b所示。编织物实现了上下插件之间的接地连接。
24.如图2最佳所示,高压连接件的屏蔽件包括与上插件结合并位于高压绝缘体上端72附近的屏蔽件上端70。屏蔽件纵向延伸至与金属下插件结合的屏蔽件下端74。下插件包括下插件第一端76,该第一端76结合并设置在金属壳体的径向外侧。下插件还包括径向设置在高压绝缘体和金属屏蔽件之间的下插件第二端78。根据示例实施例,下插件焊接到金属壳体。高压连接件的上插件包括径向设置在高压绝缘体和屏蔽件之间的上插件第一端80,以及与点火线圈组件结合的上插件第二端82。高压连接件还包括在高压绝缘体和屏蔽件之间、在高压绝缘体和下插件之间以及在高压绝缘体和所述上插件之间的半导体硅胶层。高压连接件可包括充满空气的间隙,当高压绝缘体在电晕点火组件运行期间膨胀时,用于容纳高压绝缘体的一部分。
25.本发明的另一方面提供了一种制造电晕点火组件的方法。该方法包括提供点火端组件,以及通过高压连接件将点火线圈组件连接到点火端组件。该方法还优选地包括将由金属形成的编织物嵌入高压绝缘体中,将编织物注入到高压绝缘体中,或将编织物浇铸到高压绝缘体中,其中浇铸过程在真空中进行。
26.该方法还可以包括通过在高压下注射硅橡胶、在真空或非真空中浇铸硅橡胶来形成高压绝缘体。该方法通常还包括在高压绝缘体和屏蔽件之间、在高压绝缘体和下插件之间以及在高压绝缘体和上插件之间施加半导体硅树脂层。根据一个实施例,该方法包括将下插件焊接到金属壳体。
27.如上所述,包括高压连接件的电晕点火组件的设计可提供若干优点。由硅橡胶形成的高压绝缘体具有柔韧性、电绝缘性和抵抗点火端组件高温的能力。由于硅橡胶的热膨胀系数很大,发动机振动和工作温度意味着对组件设计的机械约束。优选地,高压绝缘体上的机械应力场应低于硅树脂的临界材料极限,例如蠕变极限。高压绝缘体在靠近点火线圈组件和靠近点火端组件区域的机械应力也应在安全范围内。在靠近点火线圈组件和靠近点火端组件的这些区域中,如果不进行补偿,随着温度和外部负载变化的任何尺寸变化都可
能在电连接中引入错误的几何形状。由于高压接头中的低接触压力,类似的情况将导致系统故障。这种情况增加了在接头本身的部件之间产生局部放电的可能性。高压连接件设计的优点之一是它控制了高压绝缘体的热膨胀和收缩,以将内应力和界面应力降低到材料极限以下的值。更具体地,由于电晕点火组件的设计,两个金属插件之间存在内部自由度,相对于框架/发动机存在两个外部自由度(垂直/轴向)。
28.如上所述,围绕高压中心电极的半导体套管提供了减轻电场的优点。半导体套管减轻了位于点火端组件的陶瓷和金属组件之间的过渡处的电场峰值。高压绝缘体外表面的屏蔽件抑制了高频高压信号产生的电磁噪声。该金属屏蔽件还用于在高压连接件子组件本身的线圈装配操作期间增加高压连接件的扭矩强度。由于屏蔽件,避免了“z”、径向“x”和径向“y”的自由度,以便在温度变化期间不会对高压绝缘体施加过大的应力。为避免自由度,通常将金属屏蔽件实现为刚性部件,而在高压绝缘体和金属屏蔽件本身之间插入半导体套管以避免在该内部界面上局部放电。
29.高压连接件内部以及在高压连接件与点火线圈组件之间的接口上以及在高压连接件与点火端组件之间的机械应力通过接口的设计以及通过高压绝缘体与其他组分的粘合和未粘合区域的定义分布进行控制。这种设计避免了在后处理硫化过程中高压绝缘体的硅橡胶上的初始机械预应力。高压绝缘体可由自粘硅胶制成,以在硫化过程中需要粘合的区域提供所需的粘合强度。然而,对于未粘合的区域,通常在高压绝缘体上进行特定的表面处理。
30.优选地,在点火线圈组件和高压连接件之间的界面附近,提供高压绝缘体的特定膨胀体积以减少对接头材料评估的应力和随后的蠕变问题。图4和4a说明了膨胀之前和之后的高压绝缘体。此外,定义这些膨胀体积的位置和几何形状,以便在所有温度范围内以及在电晕点火系统的最高输出电压下获得这些体积内低于空气起始电压的电场值。
31.此外,热膨胀过程中电连接的可靠性是通过浮动高压中心电极实现的,该中心电极将点火线圈组件的输出连接到点火端组件。浮动高压中心电极能够滑动并组装在半导体套管内,该套管可以粘合到高压绝缘体的自粘硅胶上。半导体套管的电导率优选高于1x10
‑5s/m,以避免在高压中心电极的外表面形成电晕。
32.根据一个优选的实施方案,将金属编织物嵌入高压绝缘体中以屏蔽高压绝缘体。金属编织物可以通过浸渍工艺嵌入到有机硅主体中,例如高压注射、有机硅真空浇铸或其他类似的技术,这些技术可以为部件提供绝缘的有机硅共模塑。高压绝缘体周围的金属屏蔽件与插入件相连,插入件通常通过粘附与高压绝缘体相连。下插件优选通过激光焊接或类似技术系统固定在电晕点火组件的金属壳体上,并具有特定的形状以允许安装在电晕点火系统中。上、下插件为高压连接件与点火端组件、点火线圈组件的连接提供机械强度。插入件内的高压绝缘体的非粘合区域和组件中提供的膨胀体积控制着高压绝缘体的热膨胀和机械应力。优选地由硅树脂形成的半导体环在高压绝缘体和点火端组件之间的界面上提供靠近临界界面的电场应力分级。
33.另一个优点是高压绝缘体可以通过单一操作形成,例如注射成型或真空浇铸,或其他类似技术,所有部件就位,从而避免额外的组装程序,并保证界面键合特性中的可靠性和可重复性。与硅胶相比,使用自粘硅橡胶作为高压绝缘体提高了界面的绝缘性能。此外,部分电晕点火组件可以在适当的位置共模在一起,这为清洁和稳定的过程提供了可能。如
果在真空下进行真空浇铸或注射成型等无空气工艺,空气沿临界界面滞留在组件内部的可能性就会降低。
34.显然,根据上述教导,本发明的许多修改和变化是可能的,并且可以在权利要求的范围内以不同于具体描述的方式实施。预期描述的所有特征和所有实施例的所有特征可以彼此组合,只要这种组合不会彼此矛盾。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1