一种铅酸蓄电池一体式极柱接线片及其装配工艺方法与流程
一种铅酸蓄电池一体式极柱接线片及其装配工艺方法
【技术领域】
[0001]
本发明涉及蓄电池的技术领域,特别是一种铅酸蓄电池一体式极柱接线片及其装配工艺方法。
背景技术:
[0002]
铅酸蓄电池的焊接,特别是电动车用铅酸蓄电池的极柱和接线片的焊接,是指将电池极群中的一侧极群的正极片极耳与正极极柱焊接一起形成正极,另一侧的极群负极片极耳与负极极柱焊接一起形成负极,实现极柱汇流排焊接成一体,而后电池中盖注入胶水,电池倒立将极柱插入中盖的极柱的配合面,待胶水固化后,电池向上,用接线片套入极柱,将极柱与接线片焊接成一体,再在接线片区域注入胶水,胶水固化后,接线片被有效固定。
[0003]
按现有电池结构,极柱与接线片为分体式,装配时需进行两次焊接,两次注胶。结构复杂,装配工作量大,装配质量不稳定,另外极柱材料为铅材料,重量较重,材料消耗大。
技术实现要素:
[0004]
本发明的目的就是解决现有技术中的问题,提出一种铅酸蓄电池一体式极柱接线片及其装配工艺方法,只要一次焊接,一次封胶,能够简化工艺,提高质量,降低成本。
[0005]
为实现上述目的,本发明提出了一种铅酸蓄电池一体式极柱接线片,包括极柱本体、以及连接于极柱本体一侧的接线片本体,所述极柱本体的顶部具有外接线结构,所述接线片本体至少具有一个用以与极耳相焊接的翼片。
[0006]
作为优选,所述接线片本体为薄片式结构。
[0007]
作为优选,所述接线片本体与极柱本体的下端相连,并垂直于极柱本体的中心轴线,所述接线片本体与所述极柱本体的连接处位于所述极柱本体上任意两个距离最远的母线上。
[0008]
作为优选,所述接线片本体上具有一个翼片,所述翼片的宽度延其长度方向逐渐减小,所述翼片宽度大的一端与所述极柱本体相连,所述翼片远离极柱本体的一端的宽度小于两个相邻极耳之间的间隙宽度。
[0009]
作为优选,所述接线片本体包括至少两个并列排布的翼片,相邻的两个翼片之间具有供极耳插入的插槽,所述插槽的宽度大于极耳的厚度,所述翼片的宽度小于两个相邻极耳之间的间隙宽度。
[0010]
作为优选,所述极柱本体的上部具有导入部,所述导入部的外径自下至上外径逐渐增大。
[0011]
作为优选,所述极柱本体、接线片本体均采用铜质材料。
[0012]
作为优选,所述外接线结构为设置于所述极柱本体内的内螺纹孔,或设置于所述极柱本体顶部的外螺丝柱。
[0013]
本发明还提出了一种铅酸蓄电池一体式极柱接线片的装配工艺方法,依次包括以下步骤:
[0014]
s1.将两个一体式极柱接线片分别与正极耳、负极耳焊成一体,完成电池的焊接;
[0015]
s2.在电池中盖的胶接区注入胶水,把焊好的电池倒立,将一体式极柱接线片插入电池中盖的极柱接线片配合面;
[0016]
s3.待胶水固化后,将电池翻身向上,切开或拧开电池中盖上的极柱接线片盖板,使一体式极柱接线片露在外面。
[0017]
作为优选,步骤s2中一体式极柱接线片插入电池中盖后胶水能够盖过一体式极柱接线片。
[0018]
本发明的有益效果:本发明采用一体式极柱接线片,整体重量轻,减轻了电池重量,提高了电池重量能量比性能,并且装配工艺只要一次焊接,一次封胶,简化了工艺,提高了质量,降低了成本。
[0019]
本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
[0020]
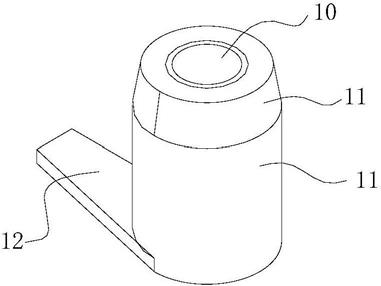
图1是本发明一种铅酸蓄电池一体式极柱接线片的第一实施例的结构示意图;
[0021]
图2是图1的俯视图;
[0022]
图3是本发明一种铅酸蓄电池一体式极柱接线片的第二实施例的结构示意图;
[0023]
图4是图1的俯视图;
[0024]
图5是本发明一种铅酸蓄电池一体式极柱接线片的第三实施例的结构示意图;
[0025]
图6是图5的俯视图;
[0026]
图7是一体式极柱接线片的装配示意图;
[0027]
图8是倒置的电池中盖的示意图。
【具体实施方式】
[0028]
实施例1
[0029]
参阅图1和图2本发明一种铅酸蓄电池一体式极柱接线片,其特征在于:包括极柱本体11、以及连接于极柱本体11一侧的接线片本体12,所述极柱本体11的顶部具有外接线结构10,所述接线片本体12具有一个用以与极耳3相焊接的翼片121。
[0030]
进一步地,接线片本体12为薄片式结构,具体的,接线片本体12与极柱本体11的下端相连,并垂直于极柱本体11的中心轴线,所述接线片本体12与所述极柱本体11的连接处位于所述极柱本体11上任意两个距离最远的母线上。
[0031]
进一步地,所述翼片121的宽度延其长度方向逐渐减小,所述翼片121宽度大的一端与所述极柱本体11相连,所述翼片121远离极柱本体11的一端的宽度小于两个相邻极耳3之间的间隙宽度。
[0032]
进一步地,极柱本体11的上部具有导入部111,所述导入部111的外径自下至上外径逐渐增大,便于将其插入中盖的极柱接线片配合面中。
[0033]
进一步地,极柱本体11、接线片本体12均选用导电性较好的铜质材料。使一体式极柱接线片导电性好,与铅合金焊接亲合性好,焊接质量高。同时一体式极柱接线片重量轻,也减轻了电池重量,提高了电池重量能量比性能。
[0034]
进一步地,外接线结构10为设置于所述极柱本体11内的内螺纹孔,或设置于所述
极柱本体11顶部的外螺丝柱,便于接线联接。
[0035]
实施例2
[0036]
参阅图3和图4,本实施例与实施例1的区别在于:所述接线片本体12上具有两个并列排布的翼片121,相邻的两个翼片121之间具有一个供极耳3插入的插槽122,所述插槽122的宽度大于极耳3的厚度,所述翼片121的宽度小于两个相邻极耳3之间的间隙宽度。
[0037]
实施例3
[0038]
参阅图5和图6,本实施例与实施例2的区别在于:所述接线片本体12上具有四个并列排布的翼片121,以及三个供极耳3插入的插槽122。
[0039]
参阅图7和图8,一种铅酸蓄电池一体式极柱接线片的装配工艺方法,依次包括以下步骤:
[0040]
s1.将两个一体式极柱接线片1分别与正极耳、负极耳焊成一体,完成电池2的焊接;
[0041]
s2.在电池中盖4的胶接区注入胶水,把焊好的电池2倒立,将一体式极柱接线片1插入电池中盖4的极柱接线片配合面42;
[0042]
s3.待胶水固化后,将电池2翻身向上,因中盖的极柱接线片区域做成半封闭式,区域上面可切开或拧开,切开或拧开电池中盖4上的极柱接线片盖板41,使一体式极柱接线片露在外面,便于方便接线。
[0043]
进一步地,步骤s2中一体式极柱接线片1插入电池中盖4后胶水能够盖过一体式极柱接线片1,保证极柱接线片不受电池内酸腐蚀。
[0044]
上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1