一种快速充放锂离子电池及其制备方法与流程
1.本发明属于锂离子电池技术领域,具体涉及一种快速充放锂离子电池及其制备方法。
技术背景
2.目前快充技术蓬勃发展,智能手机、笔记本电脑、移动电源等电子产品都在陆续搭载快充技术以提高用户体验。其中,oppo、vivo两大手机高端客户更是以快充为产品特色。这就要求电池体系具备大功率充电能力。然而,当电池以大倍率充放电时,电池内部的各种极化(欧姆,浓差和电化学)急剧增加,导致靠近极耳处局部产热过大,电解液消耗过快,从而加剧电极/电解液界面副反应,诱发析锂,导致循环寿命大幅下降,甚至引发安全问题。因此,现有快充技术面临着局部温升导致的循环寿命与安全性差的问题,急需一种技术方案来解决。
技术实现要素:
3.本发明的目的在于提供一种快速充放锂离子电池及其制备方法,以解决现有的快充电池因局部温升导致的循环寿命与安全性差的问题,极大地提高了电池的循环性能。
4.为达到以上目的,本发明提供了一种快速充放锂离子电池,该电池包含:正极片、负极片、隔膜、电解液及外包装结构;
5.所述正极片包含正极集流体、涂覆在正极集流体上的第一导热功能涂层及涂覆在第一导热功能涂层上的正极活性材料层;
6.所述负极片包含负极集流体及涂覆在负极集流体上的负极活性材料层;
7.所述隔膜包含高分子基膜及涂覆在高分子基膜上的第二导热功能涂层;
8.所述隔膜设置在正极片和负极片之间,且隔膜上的第二导热功能涂层与正极片相对;
9.所述的第一导热功能涂层和第二导热功能涂层包含导热材料和粘结剂,所述的导热材料为高导热柔性石墨、高导热碳纤维、气相沉积纳米碳纤维、高导热泡沫碳、碳纳米管、石墨烯中的至少一种。
10.所述的正极活性材料层包含正极活性材料、粘结剂及导电剂;所述的正极活性材料为钴酸锂、磷酸铁锂和三元材料中的至少一种,所述三元材料为lini1‑
x
‑
y
‑
z
co
x
mn
y
al
z
o2,其中,0≤x≤1,0≤y≤1,0≤z≤1且0≤x+y+z≤1。
11.所述的负极活性材料层包含负极活性材料、粘结剂及导电剂;所述的负极活性材料为人造石墨、天然石墨、中间相炭微球、硬炭、软炭、硅及其化合物、锡及其化合物中的至少一种。
12.所述隔膜的高分子基膜为聚乙烯膜、聚丙烯膜、芳纶膜和聚酰亚胺膜中的至少一种;所述基膜厚度为5~10um,孔隙率为40~50%。
13.所述的粘结剂为聚偏氟乙烯、聚甲基丙烯酸甲酯中的至少一种。
14.所述的第一导热功能涂层和第二导热功能涂层中导热材料质量百分比为50~70%。
15.所述的第一导热功能涂层的厚度为0.2~5um。
16.所述的第二导热功能涂层的厚度为0.1~3um。
17.所述的电解液包含锂盐、溶剂及添加剂;所述的外包装结构为铝塑包装壳。
18.本发明的快速充放锂离子电池的制备方法,包含以下步骤:
19.步骤一、将导热材料、粘结剂按比例混合,加入n
‑
甲基吡咯烷酮溶剂搅拌,制成导热功能涂层浆料,然后涂覆到正极集流体及基膜上,得到第一导热功能涂层及第二导热功能涂层;其中导热材料占导热功能涂层质量的50~70%,粘结剂占导热功能涂层质量的30~50%;
20.步骤二、将正极活性材料、聚偏氟乙烯、导电剂按一定比例混合,加入n
‑
甲基吡咯烷酮并搅拌均匀,制成正极浆料,然后涂覆到第一导热功能涂层表面并烘干;将得到的正极片进行辊压,再分切成条,焊接极耳后备用;
21.步骤三、将负极活性材料、羧甲基纤维素钠、丁苯橡胶以及导电剂按一定比例混合,加入水作溶剂并搅拌均匀,制成负极浆料,然后涂覆到负极集流体上并烘干;将得到的负极片进行辊压,再分切成条,焊接极耳后备用;
22.步骤四、将隔膜置于正极片和负极片之间,且隔膜上的第二导热功能涂层与正极片相对,进行卷绕,制成卷芯;将所得卷芯置于外包装结构中,顶侧封后注入电解液,再经过静置、化成、除气、封口、老化以及分容工序,制成聚合物锂离子电池。
23.本发明与现有技术相比,有益效果在于:
24.本发明通过在正极集流体和隔膜上引入导热功能涂层,将大倍率充放电过程中靠近极耳处的局部产热迅速传导到电池全身,一方面起自加热作用,降低充电极化,提高充电速度,大大缩短了充电时间;另一方面减小局部产热引起的电池老化,从而显著的提高了电池的循环寿命与安全性能。
附图说明
25.图1为本发明实施例1与对比例1的锂离子电池充电曲线。
26.图2为本发明实施例1与对比例1的锂离子电池循环容量曲线。
具体实施方式
27.以下通过实施例形式对本发明的上述内容再作进一步的详细说明,但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明上述内容所实现的技术均属于本发明的范围。下述实施例中所使用的实验方法,如无特殊说明均为常规方法,所用的试剂、方法和设备,如无特殊说明均为本技术领域常规试剂、方法和设备。
28.在本发明的描述中,还需要说明的是:术语如“第一、第二或第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
29.一种快速充放锂离子电池,该电池包含:正极片,负极片,隔膜,电解液及外包装结构。
30.所述正极片包含正极集流体、涂覆在正极集流体上的第一导热功能涂层及涂覆在功能涂层上的正极活性材料层。
31.所述负极片包含负极集流体及涂覆在负极集流体上的负极活性材料层。
32.所述隔膜包含高分子基膜及涂覆在高分子基膜上的第二导热功能涂层。
33.所述隔膜设置在正极片和负极片之间,且隔膜上的导热功能涂层与正极片相对。
34.正极集流体一般为铝箔,铝箔相对于负极集流体铜箔的电阻率高,且导热性差。正极活性材料一般为金属氧化物,而负极活性材料一般为碳材料,前者电阻率远远大于后者。综合以上因素,正极片电阻率一般比负极片高1~2个数量级。这样就导致大倍率充放电过程中,正极片产热比负极片高,且热量分布比负极片更加不均匀。本发明中,将导热涂层涂覆在正极集流体上,能够使产生的热量在极片上均匀分布,有效地降低极耳附近局部过热,减小电池老化,提高循环寿命。
35.锂离子电池隔膜中的孔隙具有一定的迂曲率,导致锂离子在正负极之间传输存在阻力,这样在大倍率充放电过程中,隔膜也会产生一定热量。对于一些电场分布不均匀的电池结构,如单极耳偏置卷绕结构,热量分布十分不均匀。将导热涂层涂覆在基膜上,且与正极片相对,一方面能够进一步均匀正极片上的热量分布,另一方面也能使隔膜产热分布均匀,减小电池老化,提高循环寿命及安全性。
36.所述的正极活性材料层包含正极活性材料、粘结剂及导电剂。其中,正极活性材料为钴酸锂、磷酸铁锂和三元材料中的至少一种,所述三元材料为lini1‑
x
‑
y
‑
z
co
x
mn
y
al
z
o2,其中,0≤x≤1,0≤y≤1,0≤z≤1且0≤x+y+z≤1。
37.所述的负极活性材料层包含负极活性材料、粘结剂及导电剂。其中,负极活性材料为人造石墨、天然石墨、中间相炭微球、硬炭、软炭、硅及其化合物、锡及其化合物中的至少一种。
38.所述隔膜的高分子基膜为聚乙烯膜、聚丙烯膜、芳纶膜和聚酰亚胺膜中的至少一种,所述基膜厚度为5~10um,孔隙率为40~50%。
39.所述的第一导热功能涂层和第二导热功能涂层包含导热材料和粘结剂。其中,导热材料包含高导热柔性石墨、高导热碳纤维、气相沉积纳米碳纤维、高导热泡沫碳、碳纳米管、石墨烯中的至少一种。粘结剂为聚偏氟乙烯、聚甲基丙烯酸甲酯中的至少一种。
40.所述的导热涂层中导热材料质量百分比为50~70%。其中,第一导热功能涂层的厚度为0.2~5um,第二导热功能涂层的厚度为0.1~3um。
41.隔膜上导热涂层的厚度太大,会阻碍锂离子传导,降低电池的大倍率充放电能力,并劣化循环性能。故而,将第二导热功能涂层的厚度设定为0.1~3um。
42.所述的电解液包含锂盐、溶剂及添加剂。
43.本发明还提供了一种所述快速充放锂离子电池的制备方法,该方法包含以下步骤:
44.步骤一、将导热材料、粘结剂按比例混合,加入n
‑
甲基吡咯烷酮溶剂搅拌,制成导热功能涂层浆料,然后涂覆到正极集流体及基膜上,得到第一导热功能涂层及第二导热功能涂层;其中导热材料占导热功能涂层质量的50~70%,粘结剂占导热功能涂层质量的30~50%。
45.步骤二、将正极活性材料、聚偏氟乙烯、导电剂按一定比例混合,加入n
‑
甲基吡咯
烷酮并搅拌均匀,制成正极浆料,然后涂覆到第一导热功能涂层表面并烘干。将得到的正极片进行辊压,再分切成条,焊接极耳后备用。
46.步骤三、将负极活性材料、羧甲基纤维素钠、丁苯橡胶以及导电剂按一定比例混合,加入水作溶剂并搅拌均匀,制成负极浆料,然后涂覆到负极集流体上并烘干。将得到的负极片进行辊压,再分切成条,焊接极耳后备用。
47.步骤四、将隔膜置于正极片和负极片之间,且隔膜上的第二导热功能涂层与正极片相对,进行卷绕,制成卷芯。将所得卷芯置于铝塑包装壳中,顶侧封后注入电解液,再经过静置、化成、除气、封口、老化以及分容工序,制成聚合物锂离子电池。
48.下面用实施例来进一步说明本发明,但不能理解为是对本发明保护范围的限定。下列实施例中未注明具体条件的实验方法,通常按照常规条件,或按照制造厂商所建议的条件。
49.实施例1
50.步骤一、将石墨烯、聚偏氟乙烯按质量比60%:40%混合,加入n
‑
甲基吡咯烷酮溶剂搅拌,制成浆料,然后涂覆到正极集流体及基膜上,得到第一导热功能涂层及第二导热功能涂层。第一导热功能涂层厚度为1um,第二导热功能涂层厚度为0.5um。
51.步骤二、制作正极片。将钴酸锂正极材料、聚偏氟乙烯、导电剂按一定比例混合,加入n
‑
甲基吡咯烷酮并搅拌均匀,制成正极浆料,然后涂覆到第一导热功能涂层表面并烘干。将得到的正极片进行辊压,再分切成条,焊接极耳后备用。
52.步骤三、将人造石墨负极材料、羧甲基纤维素钠、丁苯橡胶以及导电剂按一定比例混合,加入水作溶剂并搅拌均匀,制成负极浆料,然后涂覆到负极集流体上并烘干。将得到的负极片进行辊压,再分切成条,焊接极耳后备用。
53.步骤四、将隔膜置于正极片和负极片之间,且隔膜上的第二导热功能涂层与正极片相对,进行卷绕,制成卷芯。将所得卷芯置于铝塑包装壳中,顶侧封后注入电解液,再经过静置、化成、除气、封口、老化以及分容工序,制成聚合物锂离子电池。
54.实施例2
55.步骤一、将单壁碳纳米管、聚偏氟乙烯按质量比60%:40%混合,加入n
‑
甲基吡咯烷酮溶剂搅拌,制成浆料,然后涂覆到正极集流体及基膜上,得到第一导热功能涂层及第二导热功能涂层。第一导热功能涂层厚度为0.5um,第二导热功能涂层厚度为0.2um。
56.其余步骤与实施例1相同。
57.实施例3
58.步骤一、将多壁碳纳米管、聚偏氟乙烯按质量比70%:30%混合,加入n
‑
甲基吡咯烷酮溶剂搅拌,制成浆料,然后涂覆到正极集流体及基膜上,得到第一导热功能涂层及第二导热功能涂层。第一导热功能涂层厚度为5um,第二导热功能涂层厚度为3um。
59.其余步骤与实施例1相同。
60.实施例4
61.步骤一、将气相沉积纳米碳纤维、聚偏氟乙烯按质量比70%:30%混合,加入n
‑
甲基吡咯烷酮溶剂搅拌,制成浆料,然后涂覆到正极集流体及基膜上,得到第一导热功能涂层及第二导热功能涂层。第一导热功能涂层厚度为3um,第二导热功能涂层厚度为2um。
62.其余步骤与实施例1相同。
63.实施例5
64.步骤一、将高导热柔性石墨、聚偏氟乙烯按质量比50%:50%混合,加入n
‑
甲基吡咯烷酮溶剂搅拌,制成浆料,然后涂覆到正极集流体及基膜上,得到第一导热功能涂层及第二导热功能涂层。第一导热功能涂层厚度为2um,第二导热功能涂层厚度为1um。
65.其余步骤与实施例1相同。
66.对比例1
67.除不在正极集流体、基膜上涂覆第一导热功能涂层、第二导热功能涂层,其余电池制作步骤与实施例1相同。
68.对比例2
69.步骤一、将高导热柔性石墨、聚偏氟乙烯按质量比50%:50%混合,加入n
‑
甲基吡咯烷酮溶剂搅拌,制成浆料,然后涂覆到正极集流体及基膜上,得到第一导热功能涂层及第二导热功能涂层。第一导热功能涂层厚度为2um,第二导热功能涂层厚度为5um。
70.其余步骤与实施例1相同。
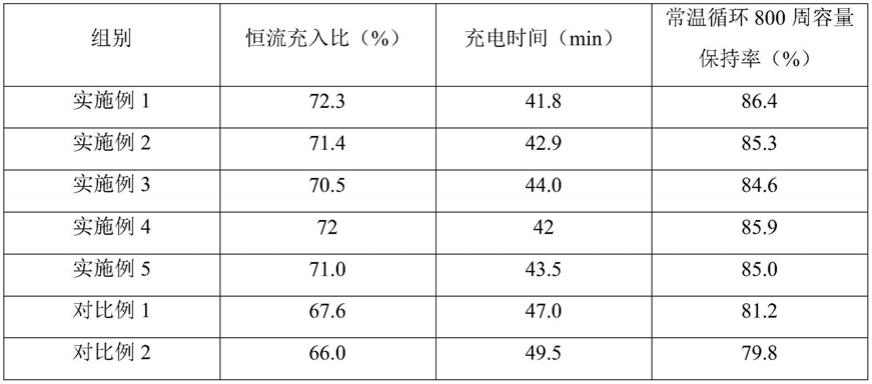
71.对上述实施例及对比例进行电池性能测试,采用的充放电制式为3c倍率恒流充电至4.45v,并恒压至截止电流0.05c,再1c倍率放电至3v。所得电池的恒流充入比、充电时间、常温循环800周容量保持率见表1。
72.表1实施例和对比例电池性能数据
[0073][0074]
与对比例1相比,添加导热功能涂层的实施例充电时间明显缩短,循环容量保持率明显提高。然而,对比例2由于第二导热功能涂层较厚,阻碍了锂离子传导,反而降低了电池的充电动力学性能,使充电时间延长,并劣化循环性能。
[0075]
本发明具体应用途径很多,以上所述仅是本发明的优选实施方式。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干改进,这些改进也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1