一种电动车电池组接线压条的制作方法
1.本实用新型涉及电动车电池装置技术领域,具体是一种电动车电池组接线压条。
背景技术:
2.在电动车行业中,常用电池组分为两种:一种为60v电池组单块电池12v,5块电池串联连接组成一个电池组,另一种为72v电池组单块电池12v,6块电池串联连接组成一个电池组;目前,无论是60v电池组还是72v电池组,采用的接线方式均为:通过导线连接,导线两端接装接头或连接端部件,通过接头或连接端部件与电池极柱连接;可见,接线过程繁琐复杂,安装不方便。
技术实现要素:
3.为了解决上述的技术问题,本实用新型设计了一种电动车电池组接线压条。
4.本实用新型采取的技术方案是:
5.一种电动车电池组接线压条,包括压条本体100、导电铜排200、绝缘柱300和连接端部件 400,所述的压条本体100扣装并固定住电池组700,所述的导电铜排200安装在压条本体100 上,所述的连接端部件400连接导电铜排200和电池组700;所述的压条本体100包括60v 电池组固定孔101、60v电池组限位把手103和72v电池组固定夹106,所述的60v电池组固定孔101设置于所述的压条本体100的两端,所述的60v电池组限位把手103设置在所述的压条本体100的反端面上,所述的72v电池组固定夹106设置于所述的压条本体100的两侧;其特征在于,所述的压条本体100还包括铜排固定孔108,所述的铜排固定孔108设置在所述电池组固定夹106的表面上;所述的导电铜排200还包括铜排主体,第一连接部201和第二连接部202;所述的第一连接部201和第二连接部202分别设置于铜排主体两端,且表面均设置有固定孔203和连接孔204;所述的导电铜排200通过绝缘柱300安装在所述的压条本体100上。
6.所述的绝缘柱300为圆柱体,圆柱体两端面设置有螺纹孔。
7.所述的连接端部件400为匚型件,所述的匚型件为一体式匚型件或者分体式匚型件。
8.所述的一体式匚型件为匚型件上下端面设置有通孔,通过通孔电性连接导电铜排200和电池极柱。
9.所述的分体式匚型件为接头组件800,所述的接头组件800还包括第一接头801、电线802、第二接头803和第三螺母804,所述的第一接头801头部与导电铜排200插接;第一接头801 尾部与电线802电性连接,电线802另一端插接第二接头803尾部,第二接头803头部通过第三螺母804与电池极柱电性连接。
10.本实用新型的有益效果是:
11.本实用新型结构简单且可以正反用,正面组装可以满足72v电池组的接线,反面组装可以满足60v电池组的接线,无论组装72v电池组或者60v电池组,均能够实现电池快速接
线,且接线安全可靠,组装简单方便,降低成本,提高效益。
附图说明
12.图1为本实用新型的反端面结构示意图。
13.图2为本实用新型的正端面结构示意图。
14.图3为本实用新型的压条本体100的反端面结构示意图。
15.图4为本实用新型的导电铜排200的结构示意图。
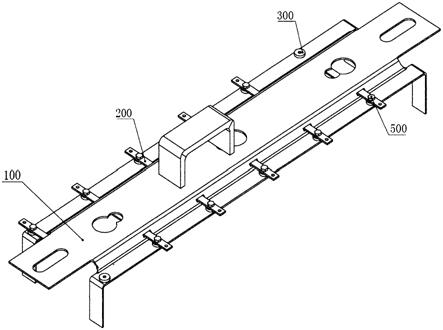
16.图5为本实用新型用于组装72v电池组的结构示意图。
17.图6为本实用新型用于组装60v电池组的结构示意图。
18.图7为本实用新型用于组装72v电池组的另一实施例结构示意图。
19.图8为绝缘柱300的结构示意图。
20.图9为接头组件800的结构示意图。
21.图10为接头组件800的结构爆炸示意图。
22.图中:
23.压条本体100、60v电池组固定孔101、海绵垫安装孔102、60v电池组限位把手103、70v电池组固定夹104、固定夹本体106、限位孔107、铜排固定孔108、导电铜排200、第一连接部201、第二连接部202、固定孔203、连接孔204、绝缘柱300、连接端部件400、第一螺母500、第二螺母600、电池组700、接头组件800、第一接头801、电线802、第二接头803、第三螺母804。
具体实施方式
24.为了更进一步说明本实用新型的技术,下面将结合图1
‑
图10对本实用新型进行进一步的说明;本技术方案需要接线的电池组700分为两种类型:一种为60v电池组单块电池12v,5块电池串联连接组成一个电池组,另一种为72v电池组单块电池12v,6块电池串联连接组成一个电池组。
25.实施例1:
26.如图5所示,本实用新型包括压条本体100、导电铜排200、绝缘柱300、连接端部件400、第一螺母500、第二螺母600、电池组700。
27.如图3所示,本实用新型的压条本体100还包括60v电池组固定孔101、海绵垫安装孔102、 60v电池组限位把手103、70v电池组固定夹104、固定夹本体106、限位孔107、铜排固定孔 108;故电池压条100用于扣装并固定住电池组700。60v电池组限位把手103设置在压条本体100的反端面上,72v电池组固定夹106设置于压条本体100的两侧。压条本体100还包括铜排固定孔108,铜排固定孔108设置在电池组固定夹106的表面上;
28.如图4所示,本实用新型的导电铜排200还包括第一连接部201、第二连接部202、固定孔 203、连接孔204;导电铜排200安装在电池压条100上以便用于电性连接。
29.本实施例中,如图1和图2所示,导电铜排200的第一连接部201和第二连接部202分别穿过压条本体100左右两侧的限位孔 107,并通过绝缘柱300和第一螺母500固定安装在压条本体100上,绝缘柱300为圆柱体,圆柱体上下两端面设置有螺纹孔以便用于固定;
30.第一连接部201和第二连接部202分别设置于铜排主体两端,且表面均设置有固定
孔203和连接孔204;
31.第一连接部201和第二连接部202的连接孔204之间的距离刚好为两块相邻电池中一块的阳极柱与另一块的阴极柱的距离以便用于电池组的串联;导电铜排200有五个,等间距的组装在压条本体100相应的孔位上。同样第一连接部201和第二连接部202是平行关系,但第一连接部201和第二连接部202又分别垂直于导电铜排200的本体。
32.如图5所示,当本实用新型正装的时候是组装并接线72v电池组,72v电池组固定夹106设置于压条本体100的两侧以便夹紧电池组,72v电池组固定夹106的本体宽度恰好为72v电池组的宽度,而72v电池组固定夹106两端设置有夹条104向下垂直,夹条104垂直于压条本体100的正端面且与凸部的宽度方向相反即夹条104垂直方向不是向着压条本体100的反端面,故当72v电池组固定夹106用于安装时,可以扣装在72v电池组的上端面;
33.当实用新型扣装好后,五个导电铜排200的连接孔204相应与电池的极柱对准并空出一定高度的垂直距离,该垂直距离的留空刚好为连接端部件400的高度,在该垂直距离的留空安放好连接端部件400且通过第二螺母600固定连接,故连接端部件400连接导电铜排200和电池组700,可完成电池间的串联并组成72v电池组。本实施例中的一体式匚型件的结构为匚型件上下端面设置有通孔,通过通孔用导电体电性连接导电铜排200和电池极柱。
34.如图6所示,当本实用新型反装的时候是组装并接线60v电池组,此时与72v电池组相比,少了一块电池,故如果电池组全部贴在一起,长度会比72v电池组的要小。故本实用新型技术方案就是利用形状为凸部的60v电池组限位把手103占据所取走电池的留空位置,补上这个长度的差距,同时将取走电池的留空位置处导电铜排200与第二块导电铜排200图6中从左往右短接通过一铜排或导线电性连接两块导电铜排200,从而实现电动车电池组接线压条的通用。
35.60v电池组固定孔101设置于压条本体100的两端以便使用螺栓穿过固定住电池组,60v电池组限位把手103为凸部并设置在压条本体100的反端面上,故当70v电池组移走一块电池变为60v电池组的时候,刚好空出一块电池的空间,而凸部刚好填补了这个空间凸部的长度与电池组单块的电池宽度相同,导电铜排200的连接孔204正对相应的电池极柱同时在也产生一个连接端部件400的高度的留空,短接的两块导电铜排200也刚好使电池留空位置左侧图 6中从左往右接通电池留空位置右侧图6中从左往右的电池极柱,使得可以将5个12v电池导通成一个60v电池组,此时可以得到想要的技术效果。
36.实施例2:
37.本实施例中,匚型件为分体式匚型件,如图7所示,连接端部件400为接头组件800,如图9 和图10所示,接头组件800包括第一接头801、电线802、第二接头803和第三螺母804;第一接头801的尾部插装在电线802的一端,电线802的另一端插装在第二接头803的尾部第二接头803和第一接头801将实现电导通,此时只需将第一接头801的头部插装到导电铜排200同时通过第二接头803头部和第三螺母804将第二接头803紧固在电池极柱即可;本实施例中,接头组件800作为一组标准件,组装简单,且电线802使得接头组件800具有一定的灵活性,即组装时导电铜排200与电池极柱不要求对准,故本实施例对电动车电池组接线压条的组装精度要求不高,使用本实施例组装更加简单快捷。
38.以上描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下进行对这些实施例进行的多种变化、修改、替换
和变型,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1