电流互感器铁芯包扎新工艺的制作方法
1.本发明涉及电流互感器加工技术领域,尤其涉及一种电流互感器铁芯包扎新工艺。
背景技术:
2.电流互感器是依据电磁感应原理将一次侧大电流转换成二次侧小电流来测量的仪器。电流互感器是由闭合的铁芯和绕组组成。它的一次侧绕组匝数很少,串在需要测量的电流的线路中,因此它经常有线路的全部电流流过,二次侧绕组匝数比较多,串接在测量仪表和保护回路中,电流互感器在工作时,它的二次侧回路始终是闭合的,因此测量仪表和保护回路串联线圈的阻抗很小,电流互感器的工作状态接近短路。电流互感器是把一次侧大电流转换成二次侧小电流来测量,二次侧不可开路,在电流互感器的制造中需要对其铁芯进行包扎绝缘。
3.然而由于目前的包扎绝缘方式大多是,先在铁芯的内、外圈半叠缠绕绝缘自粘带,然后依次缠绕皱纹纸及聚酯薄膜,这种方式存在工人包扎铁芯占用的工时比较长,每个铁芯包扎好后一致性较差,铁芯的绝缘层厚薄不均,同时常出现包扎残次,影响绝缘效果,造成产品的报废,为此,我们提出一种电流互感器铁芯包扎新工艺。
技术实现要素:
4.基于背景技术存在的技术问题,本发明提出了一种电流互感器铁芯包扎新工艺。
5.为了实现上述目的,本发明采用如下技术方案:
6.一种电流互感器铁芯包扎新工艺,包括如下步骤:
7.(1)材料预备:
8.q1:将电流互感器需要使用的铁芯进行预检,预检时包括:检测铁芯表面光洁、无破损、油污,在铁芯中挑选预测铁芯备用;
9.q2:确认铁芯的型号,根据铁芯的型号进行选择相适配的模具工装,选择模具工装后将q1中预测铁芯放入模具工装中的型腔内再次确认工装是否正确;
10.q3:检查平板硫化机,将平板硫化机进行清理,使其保持洁净度,检查胶桶内胶量,在胶量不足时进行及时补充;
11.q4:将模具工装正确安装在平板硫化机上并设定平板硫化机的数据,将铁芯放入至模具工装中的型腔内,随后启动平板硫化机进行灌封胶并热固化一体成型;
12.(2)成品处理:
13.s1:将灌封完毕后的铁芯进行检查,确认其表面是否出现未灌封部位、空腔、粘附杂质、水渍等问题。
14.s2:将不合格的铁芯进行回收,合格的铁芯进行烘干,烘干后再次检查是否存在不良品。
15.s3:将合格的铁芯进行绕制线圈,绕制完后后对成品进行检测,检测完毕后对线圈
进行包扎。
16.优选的,q1中所述的铁芯还包括需检测厚度,检测厚度时选择使用电子数显卡尺,确保误差≤0.05。
17.优选的,q2中所述的铁芯型号具体为:铁芯的尺寸和外形,所述模具工装在进行挑选后需要进行检测,检测时包括:检测模具有无缺损、型腔是否规整等。
18.优选的,q3中所述的胶具体为硅橡胶或具有弹性的其它绝缘胶,检查时还包括:对胶水活性的检测,检查胶水是否有凝胶现象,保证胶水具有活性。
19.优选的,s1中所述的空腔检查具体为:灌封表面是否有鼓包现象,手指按压是否有凹陷情况,检查还包括:是否有凹陷和较薄情况出现。
20.优选的,s2中所述的烘干可选择加热烘干和冷烘干两种。
21.优选的,所述加热烘干时将灌封铁芯放置在加热烘干设备内,使加热烘干设置的温度控制在70-85℃,加热烘干时间控制在 10-15min。
22.优选的,所述冷烘干时将灌封铁芯放置在冷烘干设备内,所述冷烘干源为风,所述冷烘干的风速控制在3-6m/s,冷烘干时间控制在 15-30min。
23.相比于现有技术,本发明具有如下有益效果:
24.本发明将铁芯的外绝缘层一次成型,成型速度快,大大提高了生产效率,包好胶的产品一致性好,让铁芯具有了足够的缓冲层及良好的绝缘效果,用这种铁芯做出来的产品误差数据浇注前后变化很小。
附图说明
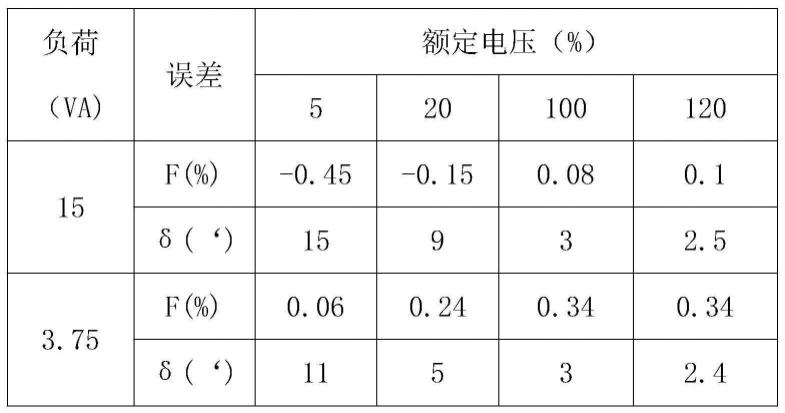
25.图1为本发明中浇注前误差数据(0.5级)一图;
26.图2为本发明中浇注前误差数据(0.5级)二图;
27.图3为本发明中浇注前误差数据(0.5级)三图;
28.图4为本发明中浇注后误差数据(0.5级)一图;
29.图5为本发明中浇注后误差数据(0.5级)二图;
30.图6为本发明中浇注后误差数据(0.5级)三图。
具体实施方式
31.下面结合附图和实施方式对本发明作进一步说明。
32.请结合参阅图1-6,其中,图1为本发明中浇注前误差数据(0.5 级)一图;图2为本发明中浇注前误差数据(0.5级)二图;图3为本发明中浇注前误差数据(0.5级)三图;图4为本发明中浇注后误差数据(0.5级)一图;图5为本发明中浇注后误差数据(0.5级)二图;图 6为本发明中浇注后误差数据(0.5级)三图。
33.为了使本发明的目的、技术方案及有益效果更加清楚明白,下面结合实施例对本发明中的技术方案进一步说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
34.本实施例中:
35.产品的具体型号为lzzbj9-10型电流互感器,技术参数: 150/5a、0.5/10p10、15/15va。
36.本实施例中提出了一种电流互感器铁芯包扎新工艺,包括如下步骤:
37.(1)材料预备:
38.q1:将电流互感器需要使用的铁芯进行预检,预检时包括:检测铁芯表面光洁、无破损、油污,在铁芯中挑选预测铁芯备用;
39.q2:确认铁芯的型号,根据铁芯的型号进行选择相适配的模具工装,选择模具工装后将q1中预测铁芯放入模具工装中的型腔内再次确认工装是否正确;
40.q3:检查平板硫化机,将平板硫化机进行清理,使其保持洁净度,检查胶桶内胶量,在胶量不足时进行及时补充;
41.q4:将模具工装正确安装在平板硫化机上并设定平板硫化机的数据,将铁芯放入至模具工装中的型腔内,随后启动平板硫化机进行灌封胶并热固化一体成型;
42.(2)成品处理:
43.s1:将灌封完毕后的铁芯进行检查,确认其表面是否出现未灌封部位、空腔、粘附杂质、水渍等问题。
44.s2:将不合格的铁芯进行回收,合格的铁芯进行烘干,烘干后再次检查是否存在不良品。
45.s3:将合格的铁芯进行绕制线圈,绕制完后后对成品进行检测,检测完毕后对线圈进行包扎,检测时需采用电流表测量。
46.q1中所述的铁芯还包括需检测厚度,检测厚度时选择使用电子数显卡尺,确保误差≤0.05。
47.q2中所述的铁芯型号具体为:铁芯的尺寸和外形,所述模具工装在进行挑选后需要进行检测,检测时包括:检测模具有无缺损、型腔是否规整等。
48.q3中所述的胶具体为硅橡胶或具有弹性的其它绝缘胶,检查时还包括:对胶水活性的检测,检查胶水是否有凝胶现象,保证胶水具有活性。
49.s1中所述的空腔检查具体为:灌封表面是否有鼓包现象,手指按压是否有凹陷情况,检查还包括:是否有凹陷和较薄情况出现。
50.s2中所述的烘干可选择加热烘干和冷烘干两种。
51.所述加热烘干时将灌封铁芯放置在加热烘干设备内,使加热烘干设置的温度控制在70-85℃,加热烘干时间控制在10-15min。
52.所述冷烘干时将灌封铁芯放置在冷烘干设备内,所述冷烘干源为风,所述冷烘干的风速控制在3-6m/s,冷烘干时间控制在15-30min。
53.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1