用于二次电池的正极及其制造方法与流程
用于二次电池的正极及其制造方法
1.相关申请的交叉引用
2.本技术要求于2020年10月29日提交的第10-2020-0142435号韩国专利申请的优先权,其全部内容通过引用并入本文。
技术领域
3.本发明涉及用于二次电池的正极及其制造方法,更具体地,涉及使不规则起皱(irregular wrinkling)或折叠(folding)、电极断裂等最小化的二次电池的正极结构体以及制造该正极结构体的方法。
背景技术:
4.可充电和放电的二次电池被广泛用作移动设备的能源或辅助电源设备。此外,二次电池作为电动车辆(ev)、混合动力电动车辆(hev)、插电式混合动力电动车辆(插电式hev)等的电源而受到关注,这已被提出作为解决现有的使用化石燃料等的汽油车、柴油车等产生的空气污染的措施。近来,需要开发具有更高能量密度的二次电池以增加电动车的剩余燃油可行驶距离(distance-to-empty)。
5.二次电池制造时将电极组件与电解液一起放入电极壳中。作为由正极、负极和隔膜组成的结构的电极组件根据制造方法分为堆叠型、折叠型和堆叠折叠型等。
6.需要一种将电极活性物质施加到金属集流体的一侧或两侧、通过干燥电极活性材料制造电极片、卷绕电极片以及将电极片切割成电极间隔单元(unit of an electrode interval)以制造电极组件的阴极和阳极的方法。
7.正极集流体由待涂覆正极活性物质的涂覆部分和沿涂覆部分的纵向设置在涂覆部分的两侧且未涂覆正极混合物层的未涂覆部分组成。将正极混合物层施加到集流体的涂覆部分并且将所施加的正极混合物层轧制(rolled)成期望的厚度。
8.对于轧制,电极片通常通过圆柱形轧辊连续轧制,并重复该过程以获得所需的电极厚度和电极密度。以高轧制比轧制电极以制造具有高能量密度的二次电池。
9.然而,当电极片由滚压辊轧制时,特别是当电极以高轧制比轧制时,很少有压力施加到集流体的未涂覆部分。因此,由于涂覆部分和未涂覆部分之间的集流体伸长率的差异,在集流体上产生波纹或褶皱,如果严重的话,则发生断裂。
10.当在电极上形成波纹或褶皱时,在正极混合物层和集流体之间容易产生间隙(gap),并且该间隙会由于正极混合物层的分离而显著降低电极的性能。此外,如果波浪或褶皱严重,则整个电极在轧制过程中会断裂。当发生断裂时,生产率和产量可能会显著降低,如果严重的话,可能无法以所需的厚度进行轧制。
11.相关技术已经开发了通过iha加热软化未涂覆部分来减小轧制过程中涂覆部分和未涂覆部分之间的伸长率差异的技术,但应提高iha输出以充分解决断裂的问题。但是,在这种情况下,存在集流体过度软化而在焊接等后续工序中质量变差的问题。
12.因此,非常需要开发一种能够从根本上解决这个问题的技术。
13.相关技术文献
14.(专利文献1)kr10-2016-0141448a
技术实现要素:
15.本技术已致力于解决上述问题,并且本技术的目的是通过最小化涂覆部分和未涂覆部分之间的伸长率差异来优化轧制工艺后集流体纵向上的活性材料层的厚度,以及通过在轧制工艺前优化设计涂覆部分和未涂覆部分之间的缓冲部分(cushioning section)来最小化轧制过程中涂覆部分和未涂覆部分的伸长率(elongation)差异。
16.根据本技术实施方案的用于二次电池的正极,该正极包括正极集流体和在正极集流体上的正极混合物层,该正极包括:涂覆部分,在涂覆部分处以均匀厚度形成正极混合物层;未涂覆部分,其设置在正极集流体上的涂覆部分的至少一个边缘上且在未涂覆部分处未形成正极混合物层;以及缓冲部分,其位于涂覆部分和未涂覆部分之间,在缓冲部分处以小于涂覆部分的厚度的厚度形成正极混合物层。
17.在根据本发明实施方案的用于二次电池的正极中,缓冲部分的厚度可以从作为未涂覆部分和缓冲部分之间的边界的第一点(first point)朝向作为缓冲部分和涂覆部分之间的边界的第二点(second point)逐渐增加。
18.在根据本发明实施方案的用于二次电池的正极中,在缓冲部分中在第一点和第二点之间可以存在第三点(third point),并且在缓冲部分中的第三点处的正极混合物层的厚度可以为涂覆部分中的正极混合物层厚度的30%-80%。
19.在根据本发明实施方案的用于二次电池的正极中,第三点与第一点的间距可以为集流体上从第一点到第二点的长度的20%-60%。
20.在根据本发明实施方案的用于二次电池的正极中,在缓冲部分中在第二点和第三点之间可以存在第四点(fourth point),第三点处的正极混合物层的厚度可以为涂覆部分中的正极混合物层的厚度的20%-50%,缓冲部分中的正极混合物层的厚度可以从第三点到第四点逐渐增加,并且第三点和第四点之间的厚度差可以为涂覆部分中的正极混合物层厚度的30%以内。
21.在根据本发明实施方案的用于二次电池的正极中,在缓冲部分中在第二点和第三点之间可以存在第四点,第三点处的正极混合物层的厚度可以为涂覆部分中的正极混合物层的厚度的50%-60%,缓冲部分中的正极混合物层的厚度可以从第三点到第四点逐渐增加,并且第三点和第四点之间的厚度差可以为涂覆部分中的正极混合物层厚度的20%以内。
22.在根据本发明实施方案的用于二次电池的正极中,在缓冲部分中在第二点和第三点之间可以存在第四点,第三点处的正极混合物层的厚度可以为涂覆部分中的正极混合物层的厚度的60%-70%,缓冲部分中的正极混合物层的厚度可以从第三点到第四点逐渐增加,并且第三点和第四点之间的厚度差可以为涂覆部分中的正极混合物层厚度的15%以内。
23.在根据本发明实施方案的用于二次电池的正极中,集流体上的第三点和第四点之间的距离可以为集流体上的第一点和第二点之间的距离的20%-80%。
24.在根据本发明的实施方案的用于二次电池的正极中,集流体上的第一点和第三点
之间的距离可以为集流体上的第一点和第二点之间的距离的10%-30%。
25.在根据本发明实施方案的用于二次电池的正极中,涂覆部分中的正极混合物层的密度为3.5g/cc(克/立方厘米)以上。
26.在根据本发明实施方案的用于二次电池的正极中,涂覆部分中的正极混合物层的负载(loading)为16.0mg/cm2以上。
27.在根据本发明实施方案的用于二次电池的正极中,正极集流体的厚度可以为15μm以下。
28.在根据本发明实施方案的用于二次电池的正极中,对应于未涂覆部分的集流体的拉伸强度可以为12kgf/mm2以上。
29.根据本发明实施方案的制造用于二次电池的正极的方法包括:制备正极集流体;以及将正极混合物层施加到正极集流体上,其中,在施加正极混合物层期间形成正极,所述正极包括涂覆部分,在涂覆部分处在正极集流体的预定区域中以均匀的厚度形成正极混合物层;未涂覆部分,其设置在正极集流体上的涂覆部分的至少一个边缘上且在未涂覆部分处未形成正极混合物层;和缓冲部分,其在涂覆部分和未涂覆部分之间以小于涂覆部分的厚度的厚度施加正极混合物层。
30.根据本发明的实施方案的制造用于二次电池的正极的方法还可包括在施加正极混合物层之后在相同水平的压力下轧制涂覆部分和缓冲部分。
31.如上所述,根据本发明的用于二次电池的正极和制造该正极的方法,通过使涂覆部分和涂覆部分之间的伸长率差异最小化,使正极轧制时产生的褶皱、断裂等最小化,从而具有可以通过降低电极的缺陷率来制造高质量正极的效果。
附图说明
32.结合附图从以下详细描述中将更清楚的理解本发明的上述和其他目的、特征和其他优点,其中:
33.图1为本发明第一实施方案的经轧制工艺后的用于二次电池的正极的立体图。
34.图2为图1所示的本发明的用于二次电池的正极的截面图;
35.图3为本发明第二实施方案的经轧制工艺后的用于二次电池的正极的立体图。
36.图4为图3所示的本发明的用于二次电池的正极的截面图;
37.图5为根据本发明的第二实施方案的经轧制工艺后的用于二次电池的正极的实测3d截面图。
38.发明详述
39.本发明的目的、具体特征和新特征将通过以下与附图相关的详细描述和实施方案而更加明显。需要注意的是,当说明书中的附图中的部件被赋予附图标记时,即使它们在不同的附图中示出,相同的部件被赋予相同的编号。在本说明书中,术语“一个表面”、“另一个表面”、“第一”、“第二”等用于将一个组件与另一个组件区分开来,组件不限于这些术语。在下面的描述中,可能不再描述不必要地使本发明的精神不清楚的众所周知的相关技术。
40.在下文中,将参考附图详细描述本发明的实施方案,并且相同的附图标记被赋予相同的部件。
41.为了获得具有高能量密度的二次电池,需要应用高密度正极。为了应用高密度正
极,需要对涂覆有正极混合物层20的正极集流体10进行轧制(roll)。本发明涉及二次电池电极1的形状以及二次电池电极1的制造方法,其中以高密度轧制(rolled)正极混合物层20,且集流体10在轧制过程中不断裂。
42.将通过分别举例说明轧制工艺之后的用于二次电池的正极和轧制工艺之前的用于二次电池的正极来描述根据本发明的用于二次电池的正极。首先,轧制工艺后的用于二次电池的正极是通过对设计为防止集流体断裂的正极进行轧制而获得的,对应于下面要描述的实施方案1和实施方案2。轧制工艺前的用于二次电池的正极是轧制前的通过用正极混合物层涂覆集流体而获得的正极,将在以下实施方案3中描述的制造用于二次电池的正极的方法中对该正极进行描述。
43.根据本发明的用于二次电池的正极由正极集流体和正极混合物层组成。正极集流体没有特别限制,只要其具有高导电性且不引起电池化学变化即可,可以由铝、不锈钢、镍、钛、碳精电极(baked carbon)或铝或不锈钢制成,表面用碳、镍、钛、银等处理。正极混合物层可以包括正极活性物质、导电添加剂、粘合剂等。正极活性物质可以是层状化合物,例如钴酸锂(licoo2)和镍酸锂(linio2)或者可以是被一种或多种过渡金属取代的化合物,但不限于此。作为导电助剂,一般使用导电碳,可以使用石墨、炭黑、乙炔黑、科琴黑、super-p、碳纳米管等各种导电碳材料。
44.图1和图2示出了根据本发明实施方案的二次电池电极1。
45.根据本发明实施方案的用于二次电池的正极1包括正极集流体10和在正极集流体10上的正极混合物层20。用于二次电池的正极1包括:涂覆部分100,在涂覆部分处以均匀厚度形成正极混合物层20;未涂覆部分200,其设置在正极集流体10上的涂覆部分100的至少一个边缘上,且在未涂覆部分处未形成正极混合物层20;以及缓冲部分300,其位于涂覆部分100和未涂覆部分200之间,在缓冲部分处以小于涂覆部分100的厚度的厚度形成正极混合物层20。
46.参考图1和图2,本发明的正极1由正极集流体10和涂覆在集流体10上的正极混合物层20组成。正极1分为涂覆部分100、未涂覆部分200和缓冲部分300。涂覆部分100是在正极集流体10上涂覆预定厚度的正极混合物层20的部分。由图1可知,涂覆部分100形成为具有均匀的厚度。未涂覆部分200可沿涂覆部分100的纵向设置在涂覆部分100的两侧或一个边缘处。未涂覆部分200是未在集流体10上形成正极混合物层20的部分。缓冲部分300以小于正极混合物层20的厚度的厚度形成。参考图1,缓冲部分300位于涂覆部分100和未涂覆部分200之间,并且当电极1被轧制时使涂覆部分100和未涂覆部分200之间的伸长率的差异最小化。缓冲部分300可以形成为使得正极混合物层20具有两个以上不同的厚度斜坡(slope)。即,缓冲部分300可以形成为具有两个厚度斜坡,如图1所示,或者可以形成为具有三个厚度斜坡,如图3所示,或者可以形成为具有更多的厚度斜坡。缓冲部分300的长度远大于厚度,尽管其比率没有准确地显示在图1-图4中。例如,如果缓冲部分300的厚度为110μm,则其长度可以为约5mm。即,涂覆部分100与未涂覆部分200之间的宽度长度(width length)明显大于涂覆部分100与未涂覆部分200之间的厚度,从而使缓冲部分300能够进行使涂覆部分100和未涂覆部分200之间的伸长率的差异最小化的缓冲。
47.在根据本发明的实施方案的用于二次电池的正极1中,缓冲部分300的厚度可以从作为非涂覆部分200和缓冲部分300之间的边界的第一点310朝向作为缓冲部分300和涂覆
部分100之间的边界的第二点320逐渐增加。
48.未涂覆部分200和缓冲部分300之间的边界称为第一点310。即,第一点310是在集流体上形成正极混合物层20的部分和未形成正极混合物层20的部分之间的边界,相应地,正极混合物层20在第一点310处的厚度为0。第二点320是涂覆部分100中正极混合物层20的厚度均匀的部分与厚度小于涂覆部分100中的正极混合物层20的缓冲部分300之间的边界,因此,第二点320处的正极混合物层20的厚度与涂覆部分100中正极混合物层20的厚度相同。
49.正极混合物层20在第一点310处的厚度为涂覆部分100中的正极混合物层20的厚度的0%,而正极混合物层20在第二点320处的厚度为涂覆部分100中的正极混合物层20的厚度的100%。因此,从第一点310到第二点320,缓冲部分300中的正极混合物层20的厚度相对于涂覆部分100中的正极混合物层20的厚度从0%逐渐增加至100%。
50.在根据本发明的实施方案的用于二次电池的正极1中,第三点330可以存在于缓冲部分中的第一点310和第二点320之间。
51.在以下描述中,
‘
a’是正极集流体10平面上的第一点310和第三点330之间的间距(gap),而
‘
c’是正极集流体10平面上的第二点320和第三点330之间的间距。此外,
‘
x’是垂直于正极集流体10的平面的方向上的第一点310和第三点330之间的厚度差,并且
‘
z’是垂直于正极集流体10的平面的方向上的第二点320和第三点330之间的厚度差。
52.[表1]
[0053][0054]
[表2]
[0055][0056]
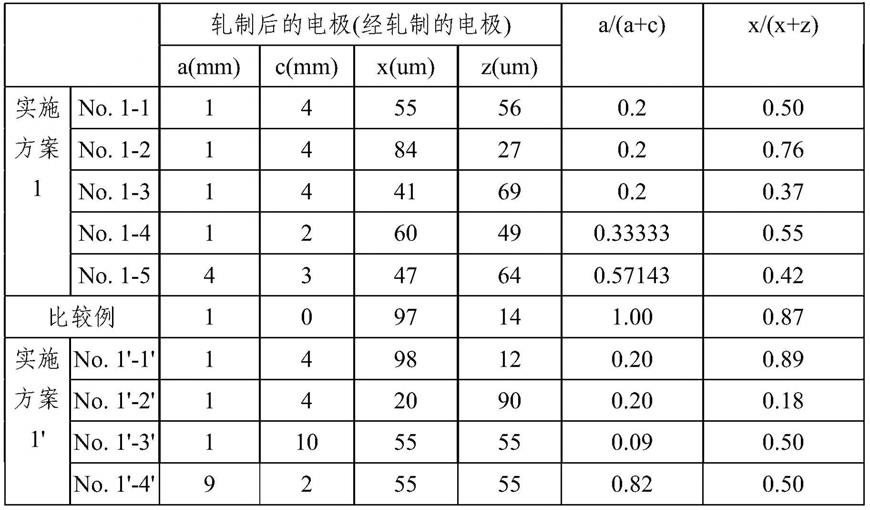
本发明实施方案1对应的实施例用1-1至1-5表示,实施方案1'对应的实例用1'-1'至1'-4'表示。
[0057]
比较例是未形成本发明的缓冲部分时的测试结果,从比较例可以看出,断裂数比其他实施例的断裂数要多。即,可以通过形成本发明的缓冲部分显著减少正极的断裂。
[0058]
在根据本技术的实施方案的用于二次电池的正极1中,第三点330可以存在于缓冲部分300的第一点310和第二点320之间,并且在缓冲部分300中的第三点330处的正极混合物层20的厚度可以为涂覆部分中的正极混合物层20的厚度的30%-80%。
[0059]
在根据本发明的实施方案的用于二次电池的正极1中,第三点330与第一点310的间距可以为集流体10上从第一点310到第二点320的长度的20%-60%。
[0060]
参考图1和图2,当集流体10上的第一点310和第三点330之间的间隙为
‘
a’并且集流体10上的第三点330和第二点320之间的间隙为
‘
c’时,满足0.2≤a/(a+c)≤0.6。
[0061]
由表1可知,a/(a+c)在0.2-0.6之间,当基于该值将正极输送2000m进行轧制时,正极1的密度可以为3.69g/cc以上且无断裂。
[0062]
考虑到实施方案1中2000mm输送期间的断裂次数为0次,密度为3.69g/cc以上,由此可知正极混合物层20被充分压制(compressed),且集流体10没有断裂。
[0063]
参考实施方案1'中的no.1'-3'和no.1'-4',a/(a+c)分别为0.09和0.82。当
‘
a’增加且a/(a+c)超过0.6时,如在no.1'-4'中,正极混合物层20的容量可能大大降低。然而,当
‘
c’增加且a/(a+c)小于0.2时,如no.1'-3',可能会显著降低防止断裂的效果。因此,就电池的容量和密度而言,优选a/(a+c)在0.2-0.6之间。
[0064]
当正极混合物层在第一点310和第三点330的厚度差为
‘
x’,第三点330和第二点320的厚度差为
‘
z’时,可以满足0.3≤x/(x+z)≤0.8。
[0065]
在根据本发明的实施方案的用于二次电池的正极1中,x/(x+z)可以在0.3-0.8之间,并且当基于该值将正极输送2000m进行轧制时,正极1的密度可以为3.69g/cc以上且无断裂。
[0066]
参考表1可知,实施方案1中x/(x+z)在0.3-0.8之间。在实施方案1中,考虑到2000mm的输送期间的断裂数为0,且密度为3.69g/cc以上,可以看出正极混合物层20被充分压制,且集流体10没有断裂。
[0067]
参考实施方案1'中的no.1'-1'和no.1'-2',x/(x+z)分别为0.89和0.18。当比值x/(x+z)过大时,如在no.1'-1'中,负载在缓冲部分300上的正极混合物层20变厚并且使伸长率差异最小化的效果消失,因此发生断裂(2000m输送期间发生两次)。当比值x/(x+z)过小时,如在no.1'-2'中,正极混合物层20过薄,因此基本上不可能涂覆(coating)。因此,当x/(x+z)的比值在0.3-0.8之间时,不同于实施方案1'中的no.1'-1'和no.1'-2',2000m的输送期间的断裂数可以保持为0,可以确保涂覆的容易性。
[0068]
在根据本发明的第二实施方案的用于二次电池的正极1中,缓冲部分300可以具有三个不同的斜坡(slope)。即,在缓冲部分300中在第二点320和第三点330之间可以存在第四点340。
[0069]
在以下描述中,
‘
a’是正极集流体10平面上的第一点310和第三点330之间的间距,
‘
b’是正极集流体10平面上的第三点330和第四点340之间的间距,
‘
c’是正极集流体10平面上第四点340和第二点320之间的间距。此外,
‘
x’是垂直于正极集流体10平面的方向上的第一点310和第三点330之间的厚度差,
‘
y’是垂直于正极集流体10平面的方向上第三点330和第四点340之间的厚度差,并且
‘
z’是垂直于正极集流体10的平面的方向上第四点340和第二点320之间的厚度差。
[0070]
图5为根据本发明的第二实施方案的轧制工艺之后的用于二次电池的正极1在实测3d截面图。从图5的3d视图中的水平轴上10mm和20mm之间的截面可以看出,随着正极混合物层20的厚度变化,正极混合物层20的斜坡(slope)发生变化,从而形成第一点310、第二点320、第三点330和第四点340。因此,从图5中可以看出,本发明的用于二次电池的正极1的结构为实质上可成形的结构。
[0071]
[表3]
[0072][0073]
[表4]
[0074][0075]
在根据本发明第二实施方案的用于二次电池的正极1中,在缓冲部分中在第二点320和第三点330之间可以存在第四点340,在第三点330处的正极混合物层20的厚度可以为涂覆部分100中正极混合物层20的厚度的20%-50%,缓冲部分300中的正极混合物层20的厚度可以从第三点330到第四点340逐渐增加,并且第三点330和第四点340之间的厚度差可以为涂覆部分100中正极混合物层20的厚度的30%以内。
[0076]
未涂覆部分200和缓冲部分300之间的边界可以称为第一点310,而缓冲部分300和涂覆部分100之间的边界可以称为第二点320。即,第一点310分别是在集流体上形成正极混合物层20和未形成正极混合物层20的部分之间的边界,因此,第一点处的正极混合物层20的厚度可以为0。第二点点320是涂覆部分100中正极混合物层20的厚度均匀的部分与厚度小于涂覆部分100中正极混合物层20的缓冲部分300之间的边界,因此,第二点320处的正极混合物层20的厚度可以与涂覆部分100中的正极混合物层20的厚度相同。
[0077]
在根据本发明第二实施方案的用于二次电池的正极1中,可以满足0.2≤x/(x+y+z)≤0.5,并且从第三点330到第四点340的厚度变化(y)可以满足y/(x+y+z)≤0.3。
[0078]
参考表4中实施方案2中no.2-6和no.2-8的数据,可以看出,x/(x+y+z)在0.2-0.5之间,在这种情况下,y/(x+y+z)为0.3以下。考虑到no.6和no.8的数据中2000mm的输送期间的断裂次数为0次,密度为3.69g/cc以上,可知正极混合物层20被充分压制,且集流体10没有断裂。
[0079]
即,当第一点310和第三点330之间的厚度差为涂覆部分100中的正极混合物层20的厚度的20%-50%时,优选地,形成于缓冲部分300中部的第三点330和第四点340之间的厚度差为涂覆部分100的30%以内。由于缓冲部分300的厚度不应快速变化以实现其抑制正极1轧制时断裂的主要功能,因此,在第一点310和第三点330之间的厚度变化的基础上限制从第三点330到第四点340的厚度变化。
[0080]
在根据本发明的第二实施方案的二次电池的正极1中,在缓冲部分300中在第二点320和第三点330之间可以存在第四点340,在第三点330处的正极混合物层20的厚度可以是涂覆部分100中正极混合物层20的厚度的50%-60%,缓冲部分300中的正极混合物层20的
厚度可以从第三点330到第四点340逐渐增加,并且第三点330和第四点340之间的厚度差可以在涂覆部分100中的正极混合物层20的厚度的20%以内。
[0081]
在根据本发明第二实施方案的用于二次电池的正极1中,可以满足0.5≤x/(x+y+z)≤0.6,并且从第三点330到第四点340的厚度变化(y)可以满足y/(x+y+z)≤0.2。
[0082]
参考表4中实施方案2的no.2-9的数据可知,x/(x+y+z)在0.5-0.6之间,此时y/(x+y+z)为0.2以下。考虑no.2-9的数据中2000mm输送期间的断裂数为0次,密度为3.69g/cc以上,可知正极混合物层20被充分压制,且集流体10没有断裂。
[0083]
即,当第一点310和第三点330之间的厚度差为涂覆部分100中的正极混合物层20的厚度的50%-60%时,优选地,第三点330和形成于缓冲部分300中部的第四点340之间的厚度差为涂覆部分100的20%以内。由于缓冲部分300的厚度不应快速变化以实现其抑制正极1轧制时断裂的主要功能,因此在第一点310和第三点330之间的厚度变化的基础上限制从第三点330到第四点340的厚度变化。与实施方案2中的no.2-6和no.2-8相比,在no.2-9中,x/(x+y+z)变大,并且缓冲部分300从第一点310至第三点330的厚度变化增大,因此y/(x+y+z)的范围减小以抑制整个缓冲部分300的厚度变化的快速增大。
[0084]
在根据本发明第二实施方案的用于二次电池的正极1中,在缓冲部分中的第二点320和第三点330之间可以存在第四点340,在第三点330处的正极混合物层20的厚度可以是涂覆部分100中正极混合物层20的厚度的60%-70%,缓冲部分300中的正极混合物层20的厚度可以从第三点330到第四点340逐渐增加,并且第三点330和第四点340之间的厚度差可以在涂覆部分100中的正极混合物层20的厚度的15%以内。
[0085]
在根据本发明第二实施方案的用于二次电池的正极1中,可以满足0.6≤x/(x+y+z)≤0.7,并且从第三点330到第四点340的厚度变化(y)可以满足y/(x+y+z)≤0.15。
[0086]
参考表4中实施方案2中no.7的数据可知,x/(x+y+z)在0.6-0.7之间,此时y/(x+y+z)为0.15以下。考虑到no.7的数据中2000mm输送期间的断裂数为0,密度为3.69g/cc以上,可知正极混合物层20被充分压制,且集流体10没有断裂。
[0087]
即,当第一点310和第三点330之间的厚度差为涂覆部分100中的正极混合物层20的厚度的60%-70%时,优选地,形成于缓冲部分300中部的第三点330和第四点340之间的厚度差为涂覆部分100的15%以内。由于缓冲部分300的厚度不应快速变化以实现其抑制正极1轧制时断裂的主要功能,因此在第一点310和第三点330之间的厚度变化的基础上限制从第三点330到第四点340的厚度变化。与实施方案2中的no.2-9相比,在no.2-7中,x/(x+y+z)变大,并且缓冲部分300从第一点310到第三点330的厚度变化增加,因此y/(x+y+z)的范围为减少以抑制整个缓冲部分300的厚度变化的快速增大。
[0088]
在根据本发明的用于二次电池的正极1中,集流体10上的第三点330和第四点340之间的距离可以是集流体10上的第一点310和第二点320之间的距离的40%-80%。
[0089]
在根据本发明的用于二次电池的正极1中,集流体10上的第一点310和第三点330之间的距离可以是集流体10上的第一点310和第二点320之间的距离的10%-30%。
[0090]
参考图3和图4,在根据本发明的第二实施方案的用于二次电池的正极1中,当第一点310和第三点330之间的间距为
‘
a’时,第三点330和第四点340之间的间距为
‘
b’,第四点340与第二点320的间距为
‘
c’,可以满足0.2≤b/(a+b+c)≤0.8。即,集流体10上的第三点330和第四点340之间的距离可以是集流体10上的第一点310和第二点320之间的距离的
20%-80%。
[0091]
参考表3可以看出,在实施方案2的no.6-9中,b/(a+b+c)在0.2-0.8之间,即基于实施方案2中在0.2-0.8之间的b/(a+b+c)输送正极2000m进行轧制时,正极1的密度为3.69g/cc以上且无断裂。考虑到在实施方案2中2000mm输送期间的断裂数为0,且密度为3.69g/cc以上,可以看出正极混合物层20被充分压制,且集流体10没有断裂。因此,优选在实施方案2中b/(a+b+c)在0.2-0.8之间。
[0092]
参考图3和图4,在根据本发明的第二实施方案的用于二次电池的正极1中,当第一点310和第三点330之间的间距为
‘
a’,第三点330和第四点340之间的间距为
‘
b’,且第四点340与第二点320的间距为
‘
c’时,可以满足0.1≤a/(a+b+c)≤0.3。
[0093]
参考表3可知,实施方案2的no.6-9中的a/(a+b+c)在0.1-0.3之间,即基于实施方案2中在0.2-0.8之间的b/(a+b+c)输送正极2000m进行轧制时,正极1的密度为3.69g/cc以上且无断裂。考虑到在实施方案2中2000mm输送期间的断裂数为0,且密度为3.69g/cc以上,可以看出正极混合物层20被充分压制,且集流体10没有断裂。因此,优选在实施方案2中a/(a+b+c)在0.1-0.3之间。
[0094]
在根据本发明第一实施方案和第二实施方案的用于二次电池的正极1中,涂覆部分100中的正极混合物层20的密度可以为3.5g/cc以上,涂覆部分100中的正极混合物层20的负载可以为16.0mg/cm2以上,正极集流体的厚度可以为15μm以下,并且对应于未涂覆部分200的集流体10的拉伸强度可以为12kgf/mm2以上。
[0095]
为了形成高密度的正极,正极混合物层20的密度应该较高,本发明正极混合物层20的最小密度可以为3.5g/cc以上。
[0096]
正极混合物层20的负载显示了正极活性物质相对于集流体10的面积被涂覆了多少。由于本发明的正极1不仅应该具有高密度,而且应该能够产生预定水平以上的能量,正极混合物层20的负载可以为16.0mg/cm2以上。
[0097]
正极集流体10的厚度可以为15μm以下,并且集流体10的拉伸强度可以为12kgf/mm2以上,以在轧制工艺之后的焊接中不被热粘合(thermally bonded)。
[0098]
根据本发明实施方案的制造用于二次电池的正极1的方法包括:制备正极集流体10,并将正极混合物层20施加到正极集流体10上。在施加正极混合物层20时,形成正极1,其包括涂覆部分100、未涂覆部分200和缓冲部分300,在涂覆部分100处在正极集流体10的预定区域中以均匀的厚度形成正极混合物层20,未涂覆部分200设置在正极集流体10上的涂覆部分100的至少一个边缘上且在未涂覆部分处未形成正极混合物层20,并形成缓冲部分300,其在涂覆部分100和未涂覆部分200之间以小于涂覆部分100的厚度的厚度施加正极混合物层20。
[0099]
根据本发明的实施方案的制造用于二次电池的正极1的方法还可包括在施加正极混合物层20之后在相同水平的压力下轧制涂覆部分100和缓冲部分300。
[0100]
在施加正极混合物层20之后可以进行电极1的轧制。由于涂覆部分100和缓冲部分300在相同的力下轧制,即使在轧制后,缓冲部分300的厚度可以小于涂覆部分100的厚度。
[0101]
取决于涂覆方法,正极混合物层20可以被施加为在缓冲部分300上具有小斜坡(slope)或阶梯结构。在轧制后,正极1可以具有这样的形状,其中缓冲部分300中的正极混合物层20的厚度从位于正极集流体10的至少一侧或两侧的未涂覆部分200朝向涂覆部分
100而逐渐增加。
[0102]
正极混合物层20的施加可以通过如下步骤实现:提供用于形成在涂覆部分100中的正极混合物层20的涂覆部分-浆料出口和用于形成在缓冲部分300中的正极混合物层20的缓冲部分-浆料出口,然后通过两个浆料出口用正极混合物层20涂覆正极集流体10。两个浆料出口可以同时操作或顺序操作。
[0103]
此外,正极混合物层20的施加可以通过如下步骤实现:使用一个浆料出口在涂覆部分100上形成正极混合物层20,然后通过去除形成有正极混合物层20的涂覆部分的至少一个边缘处的正极混合物层20的一部分,在缓冲部分300上形成正极混合物层20以具有小斜坡或阶梯结构。
[0104]
尽管结合详细实施方案详细描述了本发明,但是提供实施方案仅用于详细描述本发明,并且本发明不限于这些实施方案。此外,显然本领域技术人员可以在不脱离本发明的精神的情况下改变和改进本发明。
[0105]
对本发明的简单改动和修改,均包含在本发明的保护范围内,本发明的详细保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1