一种火花塞及其制作方法与流程
1.本发明涉及到一种火花塞及其制作方法,尤其是指一种侧电极上开有凹槽的火花塞及其制作方法;属于火花塞结构及其制作技术领域。
背景技术:
2.传统的,火花塞被用于在内燃机中点燃混合气。火花塞主要通过中心电极和侧电极之间的间隙放电来点火。中心电极通常位于火花塞的中间,在中心电极外包裹有一个壳体,壳体再连接侧电极,侧电极与中心电极相对应设置,并形成一定的间隙,在中心电极通入电源后,将通过与侧电极之间的间隙形成火花放电。常规的侧电极都是一个截面为矩形的形状,再将这种侧面为矩形形状的侧电极延伸并弯曲到中心电极的端口下面,形成点火间隙;然而,这种以平面面对中心电极的侧电极,在较低温度时启动发动机的过程中在接地电极上或者在接地电极和中间电极之间的区域上冷凝了小燃油液滴,从而引起点火失败,一直以来动机都受到低温启动困难的挑战;尤其是中心电极面对这种平面的侧电极,为了在侧电极和中心电极之间产生火花击穿需要一个相对较高的点火电压,这将需要更大的电流来形成电火花,因此这种侧电极的结构存在不足。
3.为了改善这种状况,有人提出采用凹槽形的侧电极,该措施有助于提高发动机在低温启动时的启动成功率,其中一个措施是在侧电极正对中心电极的一侧上设置有凹槽,因此能够增加放电性能,进一步提高发动机在低温时的启动成功率,并且由于存在凹槽,所以能够储存较大的油滴,其结果是使点火间隙之间不容易搭桥。但是现有提出的凹槽形的侧电极都是采用的整体凹槽型材来制作的,这种整体采用型材制作侧电极,,由于侧电极横截面积的减少,存在高温下侧电极断裂的风险,近年来随着发动机的高功化,具有凹槽的侧电极由于上述原因更容易断裂,因此很有必要对此加以改进。另外,对于凹型的侧电极在怎么样的情况下能够增加放电性,提高发动机的低温启动性能能没有做充分的研究。
4.经过检索,尚未发现有相关的专利技术文献报道,最为相接近的专利文献有以下几个:1、中国专利申请号为cn201920167006.6公开了一种“火花塞”,这种火花塞的“接地电压至少在火花间隙的区域内在其面对中间电极的一侧具有一个凹槽”,并说明了此凹槽是“一种显著的减少接地电极浸润的方法在简单的制造过程中通过一个v形槽来实现,该槽在接地电极的纵向延伸”。但是近年来随着发动机涡轮增压及缸内直喷技术的普及,发动机缸内温度和压力都显著增加,对火花塞的强度提出了更高的挑战,尤其是这种侧电极设置有凹槽的火花塞,由于侧电极的截面积减小,其自身强度和导热能力都相对的减弱,即使将凹槽设置成合适的大小也有侧电极断裂的风险。
5.2、专利号为cn200780101663.0,名称为“一种多点点火型火花塞
”ꢀ
的发明专利,该专利公开了一种多点点火型火花塞,并强调火花塞主体的上端装配有中心电极和侧电极,中心电极的顶面开设有第一十字槽,侧电极的下侧面开设有第二十字槽,侧电极的下侧壁右侧开设有t形槽,本专利通过中心电极、侧电极、第一十字槽、第二十字槽和t形槽的结构,
由于第一十字槽与第二十字槽分别对中心电极及侧电极相对处的分割,且侧电极在t形槽的辅助分割下,令中心电极与侧电极相对处分成位置相对应的四个凸起,因此在使用此火花塞时,会令四处相对凸起处形成电火花,进而实现多点点火,通过增加点火的触点,增加燃油的使用效率,增强点火威力,进而增大缸内的运动动力,产生加更大的动力;该专利虽说提到在侧电极上开槽,但该专利所述的开槽主要是为了解决点火效果,3、专利号为cn201320420040.2,名称为“一种火花塞”的实用新型专利,该专利公开了一种火花塞,包括接地螺母、绝缘体、中心电极以及壳体,壳体连接有侧电极,所述的侧电极包括设置在壳体上方的杆状电极本体,电极本体的一端通过连接杆连接在壳体上端沿面上,另一端分开形成第一侧极和第二侧极,第一侧极和第二侧极的前端分别相向弯折,第一侧极与第二侧极之间形成一槽口,所述的槽口位置对应中心电极。本实用新型将侧电极设置成为槽口形式,不仅增加了点火效率增加了导热性能,而且还能消焰。但本发明所要解决的不是这方面的问题。
6.通过上述专利的描述,可以看出目前虽有人提出了在火花塞侧电极上开槽的技术方案,也提出了一些改进技术方案,但是都存在一些未解决的技术问题,对前面所描述的问题并没有提出有效的解决技术方案,因此前面所述的问题依然存在,仍有待进一步加以研究。
技术实现要素:
7.本发明是针对上述具有凹槽型侧电极的火花塞所存在的问题提出的一种新的带凹槽的火花塞及其制作方法;该火花塞及其制作方法可以有效提高火花塞侧电极根部的强度,避免使用中出现断裂,同时可以进一步增强点火效果。
8.为了达到这一目的,本发明提供了一种火花塞,包括中心电极、侧电极以及壳体;其中,中心电极位于壳体内,侧电极连接在壳体上,侧电极划分为三个部分,与壳体连接的根部、与中心电极相对的端部以及位于所述根部和端部之间的弯曲部;所述中心电极具有最接近侧电极的点火端;所述侧电极具有朝向中心电极一侧的放电面;所述放电面与中心电极点火端相对形成点火间隙g;所述侧电极放电面上具有凹槽;所述的凹槽为局部凹槽,局部凹槽布置在侧电极放电面上,并从端部向弯曲部延伸,且长度在端部至弯曲部的1/2处的范围内。
9.进一步地,所述局部凹槽的宽度与中心电极和侧电极的局部凹槽所形成的尖端放电距离l相关,以确保火花塞的点火效果。
10.进一步地,所述局部凹槽的宽度设定在穿过中心电极中心轴线,且垂直于局部凹槽长度方向对称轴的截面情况下,尖端放电距离l与中心电极点火端最外端点到侧电极放点面的垂直距离g所形成的夹角为θ,尖端放电距离l为g
×
cosθ,且控制夹角θ为0.5≤cosθ≤1。当满足上述关系时,火花塞具有更好的放电性能,更加易于在间隙处形成电弧,因此能够提高发动机在低温时的启动成功率。
11.进一步地,所述的夹角θ为满足0.8≤cosθ≤1。
12.进一步地,所述的中心电极点火端最外端点到侧电极放点面的垂直距离g在0.3mm以上;所述点火端的直径在0.8mm以下。
13.进一步地,所述的局部凹槽的截面型面包括“v”或“u”型面;局部凹槽的俯视型面为长方形,或长方形与圆弧端部结合。
14.进一步地,所述的侧电极设有芯部和外层部,且芯部的材料为散热能力比外层部强的材料。通过将凹槽布置在端部,就可以采用多层的侧电极,能够进一步的提高火花塞侧电极的散热能力。
15.进一步地,所述的局部凹槽的表面有贵金属层。通过在凹槽处设置贵金属,可以提高火花塞的耐久性能,需要指出的是在凹形槽上形成贵金属是以往的技术难以实现的。
16.进一步地,所述的有贵金属层为以铂为主要成份的贵金属。
17.本发明还涉及一种火花塞的制作方法,火花塞的制作方法包括以下步骤:1)将侧电极焊接在壳体上;2)在侧电极的端部靠近中心电极一侧的表面上制作局部凹槽;3)将侧电极朝向中心电极弯曲,形成弯曲部;4)将侧电极弯曲部进行第二次弯曲,以确保侧电极与中心电极形成间隙。
18.进一步地,所述的局部凹槽在经过机加工形成局部凹槽后,在凹槽的内表面上焊接有一层贵金属。
19.本发明的有益技术效果是本发明采取控制侧电极上凹槽的结构,改为局部凹槽,并通过控制局部凹槽的长度和宽度,使得局部凹槽的性能得到很大的优化。具有以下一些优点:1、通过控制局部凹槽的长度,并限定在弯曲部的1/2范围内,可以在有效提高侧电极的强度,防止侧电极在弯曲时变形和断裂;2、通过控制局部凹槽的宽度,并限定在控制夹角θ为0.5≤cosθ≤1,这样可以在侧电极的放电效果基础上,同时提高发动机在低温时的启动成功率;3、本发明由于采用了局部凹槽,使得侧电极的根部可以做出复合结构,这样采用多层的侧电极,能够进一步的提高火花塞侧电极的散热能力;4、本发明采取在凹槽的表面复合贵金属,可以提高火花塞的耐久性能,需要指出的是在凹形槽上形成贵金属是以往的技术难以实现的。
附图说明
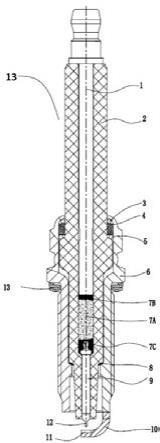
20.图1为本发明火花塞总体结构示意图;图2为本发明一个实施例的结构示意图;图3为本发明局部凹槽位于中心电极轴线与凹槽对称轴垂直的剖面示意图;图4为本发明侧电极沿凹槽对称轴剖面结构示意图。
具体实施方式
21.下面结合附图和具体实施例来进一步阐述本发明。
22.实施例一通过本发明研究人员研究发现,现有凹槽的火花塞,由于其凹槽是采用整根凹槽
形状的型材弯曲制成的,所形成的侧电极的整体形状也与凹槽有很大关系,侧电极在根部和弯曲部的截面积减小,其自身强度和导热能力都相对的减弱,即使将凹槽设置成合适的大小,由于侧电极截面减小侧电极很容易出现烧损断裂的风险。
23.因此本发明采取局部凹槽的结构。火花塞整体结构如图1所示,火花塞13包括中心电极9、壳体6、侧电极10,中心电极9位于壳体6内,侧电极10连接在壳体6上,壳体6内具有绝缘体2,绝缘体2是一种以氧化铝为主要原材料的瓷件,通常氧化铝的含量在93%以上,近年来逐渐升级为95%以上的高性能陶瓷,接线螺杆1露出绝缘体的一端(后端)是用来与点火线圈进行电连接,另一端插入绝缘体2的内部,通过电阻体7(包括电阻器7a、上导电玻璃封装层7b、导电玻璃封装层7c)与中心电极9电连接,接线螺杆2的材料可选用冷镦钢,用冷镦的方法,加工成预定的尺寸,为增加接线螺杆的耐腐蚀性,通常在其外表面镀镍。中心电极9配置在绝缘体2内部,一部分从绝缘体2前端露出来,中心电极9前端具有接近侧电极的有点火端12,点火端的直径在0.8mm以下,由此火花塞1在低温环境下更容易点燃混合气,优选0.6mm以下,优选将贵金属材料通过激光焊接的方式焊接在中心电极9的基体上,贵金属具有优秀的耐久性,当然处于成本的考虑,也可将中心电极9本体通过其他方式形成上述点火端。
24.侧电极10配置在壳体的前端,划分为三个部分,与壳体6连接的根部10c, 与中心电极相对的端部10a以及位于所述根部和端部之间的弯曲部10b,侧电极具有朝向中心电极一侧的放电面14,所述放电面14位于端部的一部分与中心电极相对形成间隙g;所述的中心电极点火端最外端点到侧电极放点面的垂直距离g在0.3mm以上。
25.所述侧电极10具有朝向中心电极一侧的放电面;侧电极10位于放电面的一侧的表面上具有凹槽11,该凹槽11为局部凹槽,凹槽11布置在所述端部10a并向弯曲部10b延伸,且不超过弯曲部10b的1/2处;优选在端部10a上布置;凹槽11优选全部设置在端部,当火花塞1的侧电极具有上述结构时,侧电极机械强度更高,不容易发生断裂,也更不容易出现过热烧损。所述凹槽11的宽度与中心电极和侧电极的局部凹槽所形成的尖端放电距离l相关,以确保火花塞的点火效果。
26.所述凹槽11的宽度设定在穿过中心电极中心轴线,且垂直于局部凹槽长度方向对称轴的截面情况下,尖端放电距离l与中心电极点火端最外端点到侧电极放点面的垂直距离g所形成的夹角为θ,尖端放电距离l为g
×
cosθ,且控制夹角θ为0.5≤cosθ≤1;优选地,夹角θ满足0.8≤cosθ≤1。当满足上述关系时,火花塞具有更好的放电性能,更加易于在间隙处形成电弧,因此能够提高发动机在低温时的启动成功率。
27.壳体6配置在绝缘体的外周,具有外螺纹,通过外螺纹与发动机缸盖连接。上钢丝圈3与下钢丝圈5配置在绝缘体2和壳体6之间,滑石粉4配置在上钢丝圈3和下钢丝圈5之间,当然也可以选择不配置上钢丝圈3和下钢丝圈5以及滑石粉4。
28.内密封垫圈9配置在绝缘体2和铁壳6之间,通过铆装预紧力保持起到阻挡发动机燃烧室内的高温气体泄露的作用。
29.外密封垫圈13配置在壳体6螺纹的后端,用于阻挡发动机燃烧室内的高温气体从螺纹处泄露。
30.另外,侧电极的根部10c优选具有芯部10d,芯部10d优选为铜,由于铜具有高导热性,因此侧电极的散热能力更强。
31.另外,凹槽11可以在所述侧电极端部10a的区域覆盖贵金属15,因此可以提高火花塞1的耐久性。
32.所述的凹槽11的截面型面包括“v”或“u”型面;局部凹槽的俯视型面为长方形,或长方形与圆弧端部结合。
33.火花塞的制作方法包括以下步骤:1)将侧电极焊接在壳体上;2)在侧电极的端部靠近中心电极一侧的表面上制作局部凹槽;3)将侧电极朝向中心电极弯曲,形成弯曲部;4)将侧电极弯曲部进行第二次弯曲,以确保侧电极与中心电极形成间隙。
34.其中,步骤2)中凹槽在经过机加工形成局部凹槽后,在凹槽的内表面上焊接有一层贵金属。
35.关于本发明的技术效果以接下来通过一组试验数据说明;接下来准备5组火花塞样件,通过积碳试验,将5组样件的火花塞的绝缘电阻控制在1mω以下。分别将5组火花塞装入车辆中,在低温转股实验室进行,低温启动试验,记录各组火花塞的启动情况。将启动成功率在50%以下的记为“不合格”,将50%以上,70%以下的记为“合格”,将70%以上的记为“优”,五组火花塞的样件状态及试验结果如下表所示:结合以上试验数据,当满足0.5≤cosθ≤1.0时,优秀的点火性能,优选为0.8≤cosθ≤1.0。
36.上述所列实施例,只是结合附图对本发明的技术方案进行清楚、完整的描述;显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例,而且本说明书中所引用的如“上”、“下”、“前”、“后”、“中间”等用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。同时,说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1