开关座螺母插入装置的制作方法
1.本实用新型涉及一种开关座装配装置,尤其是开关座螺母插入装置。
背景技术:
2.开关座顶部需要装有六角螺母,现有的螺母均采用手工装入,由于螺母为m3或m4,螺母较小,并且六角孔是在固定槽的底部,手指不容易插到固定槽中,螺母的装入不方便,装配效率低。
技术实现要素:
3.为解决上述问题,本实用新型提供一种通过吸料管进行真空吸附螺母,并将螺母插入到六角孔中,装配效率高的开关座螺母插入装置,具体技术方案为:
4.开关座螺母插入装置,包括:真空发生器;吸料管,所述吸料管上设有用于吸附螺母的真空吸孔和检测定位环,所述真空吸孔与所述真空发生器相通;装料座,所述吸料管滑动插在所述装料座上;弹簧,所述弹簧活动插在所述吸料管上,两端分别与所述检测定位环和所述装料座连接;检测座,所述检测座位于所述装料座的一侧;检测杆,所述检测杆滑动插在所述检测座上;第一传感器,所述第一传感器安装在所述检测座上,且与所述检测杆相对设置,用于检测是否装有螺母;连接座,所述装料座和所述检测座均安装在所述连接座上;及三轴驱动装置,所述连接座安装在所述三轴驱动装置上。
5.通过采用上述技术方案,吸料管上的真空吸孔将螺母吸附在吸料管的末端,三轴驱动装置带动吸料管移动到开关座的六角孔上方,然后将螺母插入到六角孔中,松开螺母,将检测杆移动到螺母的上方,三轴驱动装置带动检测杆下降,检测杆压在螺母上,当第一传感器检测到检测杆时,说明螺母安装到位,实现螺母的自动安装和检测,保证螺母安装到位,便于进行下一道工序。
6.若第一传感器检测不到检测杆则说明螺母没有安装到六角孔中,发出报警。
7.弹簧用于将螺母压入到六角孔中,在螺母位置发生偏差不能插入到六角孔中时检测杆能自由向上移动,避免压坏开关座或造成吸料管损坏。
8.真空吸孔沿螺母的端面设置,保证可靠的吸附。
9.螺母通过振动送料装置排列好,并且位置与六角孔的位置一直,使螺母能被吸料管直接插入到六角孔中。
10.进一步的,还包括第二传感器,所述第二传感器安装在所述检测座上,且位于所述第一传感器的上方,所述第二传感器与所述检测杆相对设置。
11.通过采用上述技术方案,由于是六角螺母,当螺母的位置与六角孔发生交错时,螺母不能插入到六角孔中,此时会造成检测杆也能上升,第一传感器也能检测到检测杆,不能识别出螺母是否正确安装,只能识别六角槽中是否有螺母,造成不合格的产品进入到下一道工序,影响后续生产,第二传感器通过设定的高度来检测螺母是否正确安装在六角孔中,进而保证合格的产品进入到下一道工序中。
12.进一步的,还包括滑动装置,所述滑动装置包括:滑动座,所述滑动座滑动安装在所述连接座上,且位于所述检测座的上方,所述第二传感器竖直安装在所述滑动座上,且位于所述检测杆的正上方;及拉簧,所述拉簧的一端固定在所述滑动座上,另一端固定在所述检测座上。
13.通过采用上述技术方案,滑动装置用于保护第二传感器,当发生多个螺母叠加,或有其他零件位于六角孔上方,造成检测杆上升的高度较大时,避免检测杆压坏第二传感器,使第二传感器能够在检测杆的作用上自动上升,有效保护第二传感器。
14.拉簧使第二传感器处于设定位置,避免发生位置变动造成检测不准的情况。
15.进一步的,所述三轴驱动装置包括:横向直线模组;纵向直线模组,所述纵向直线模组安装在所述横向直线模组的滑台上;及竖向直线模组,所述竖向直线模组安装在所述纵向直线模组的滑台上,所述连接座安装在所述竖向直线模组的滑台上。
16.通过采用上述技术方案,三轴驱动装置用于实现x、y和z三轴的移动。
17.与现有技术相比本实用新型具有以下有益效果:
18.本实用新型提供的开关座螺母插入装置通过吸料管进行真空吸附螺母,并将螺母插入到六角孔中,装配效率高,同时能检测螺母是否安装到位,螺母安装可靠。
附图说明
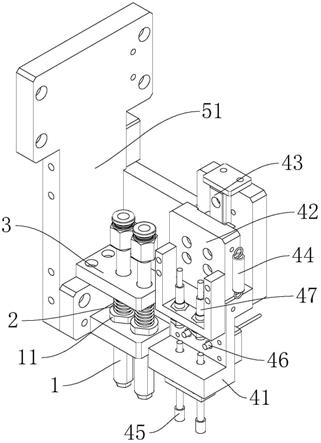
19.图1是开关座螺母插入装置的结构示意图;
20.图2是吸料管、弹簧、装料座、检测座、检测杆和第一传感器的装配结构示意图。
具体实施方式
21.现结合附图对本实用新型作进一步说明。
22.实施例一
23.如图1和图2所示,开关座螺母插入装置,包括:真空发生器;吸料管1,吸料管1上设有用于吸附螺母的真空吸孔和检测定位环11,真空吸孔与真空发生器相通;装料座3,吸料管1滑动插在装料座3上;弹簧2,弹簧2活动插在吸料管1上,两端分别与检测定位环11和装料座3连接;检测座41,检测座41位于装料座3的一侧;检测杆45,检测杆45滑动插在检测座41上;第一传感器46,第一传感器46安装在检测座41上,且与检测杆45相对设置,用于检测是否装有螺母;连接座51,装料座3和检测座41均安装在连接座51上;及三轴驱动装置,连接座51安装在三轴驱动装置上。
24.吸料管1上的真空吸孔将螺母吸附在吸料管1的末端,三轴驱动装置带动吸料管1移动到开关座的六角孔上方,然后将螺母插入到六角孔中,松开螺母,三轴驱动装置将检测杆45移动到螺母的上方,三轴驱动装置带动检测杆45下降,检测杆45压在六角孔的螺母上,当第一传感器46检测到检测杆45时,说明螺母安装到位,实现螺母的自动安装和检测,保证螺母安装到位,便于进行下一道工序。
25.若第一传感器46检测不到检测杆45则说明螺母没有安装到六角孔中,发出报警。
26.弹簧2用于将螺母压入到六角孔中,在螺母位置发生偏差不能插入到六角孔中时检测杆45能自由向上移动,避免压坏开关座或造成吸料管1损坏。
27.真空吸孔沿螺母的端面设置,保证可靠的吸附。
28.螺母通过振动送料装置排列好,并且位置与六角孔的位置一直,使螺母能被吸料管1直接插入到六角孔中。三轴驱动装置带动吸料管1移动到螺母上方吸附螺母。
29.三轴驱动装置包括:横向直线模组54,横向直线模组54安装在固定架55上;纵向直线模组53,纵向直线模组53安装在横向直线模组54的滑台上;及竖向直线模组52,竖向直线模组52安装在纵向直线模组53的滑台上,连接座51安装在竖向直线模组52的滑台上。
30.三轴驱动装置用于实现x、y和z三轴的移动。
31.第一传感器46水平设置,且位于检测杆45的侧面,第一传感器46为接近开关。
32.检测杆45的直径小于螺母的外径,大于螺纹直径,检测杆45的端部压在螺母的端面上,没有螺母时检测杆45能插入到六角孔中。
33.吸料管1和第一传感器46的数量根据需要设置,一次实现固定槽底部的六角孔全部装入螺母,提高装配效率。
34.实施例二
35.在上述实施例一的基础上,还包括第二传感器47,第二传感器47安装在检测座41上,且位于第一传感器46的上方,第二传感器47与检测杆45相对设置。
36.由于是六角螺母,当螺母的位置与六角孔发生交错时,螺母不能插入到六角孔中,此时会造成检测杆45也能上升,第一传感器46也能检测到检测杆45,不能识别出螺母是否正确安装,只能识别六角槽中是否有螺母,造成不合格的产品进入到下一道工序,影响后续生产,第二传感器47通过设定的高度来检测螺母是否正确安装在六角孔中,进而保证合格的产品进入到下一道工序中。
37.螺母正确安装在六角孔中时,检测杆45上升的位置是固定的,因此通过第二传感器47来检测,若检测到检测杆45则说明螺母安装不正确,若没有检测到螺母,且第一传感器46检测到检测杆45则说明螺母安装正确,可以进入到下一道工序。
38.实施例三
39.在上述实施例二的基础上,还包括滑动装置,滑动装置包括:滑动座42,滑动座42滑动安装在连接座51上,且位于检测座41的上方,第二传感器47竖直安装在滑动座42上,且位于检测杆45的正上方;拉簧44,拉簧44的一端固定在滑动座42上,另一端固定在检测座41上。
40.滑动座42安装在滑块上,滑块滑动安装在直线导轨43上,直线导轨43固定在连接座51上,滑动座42压在检测座41的顶部,实现滑动座42的定位。
41.滑动装置用于保护第二传感器47,当发生多个螺母叠加,或有其他零件位于六角孔上方,造成检测杆45上升的高度较大时,避免检测杆45压坏第二传感器47,使第二传感器47能够在检测杆45的作用上自动上升,有效保护第二传感器47。
42.拉簧44使第二传感器47压在检测座41上,始终处于设定的检测位置,避免发生位置变动造成检测不准的情况。
43.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1