圆柱电池正极组合盖帽的制作方法
1.本实用新型涉及一种圆柱电池正极组合盖帽,应用在电池领域。
背景技术:
2.随着近年来科技的不断发展,各种电子产品得到广泛的发展,电池作为电子产品的重要组成,直接影响着产品的使用与寿命,人们对电池的安全等性能的要求也越来越高。电池的正极盖帽作为用来保护电池的重要部件,具有防止液体外流、为电池提供封闭的功能,同时还起到正极导电端子等作用,是电池必不可少的重要组成。
3.现有组合盖帽存在以下缺陷:现有的电池正极组合盖帽的上塑胶都是小而平的绝缘薄垫,上塑胶夹设在压板与正极顶盖之间,压板与穿插过来的正极柱一端固定连接,而正极柱与正极顶盖之间的绝缘设计却不够完善,这都会导致电池做成pack成组后容易发生压板和正极顶盖导通而短路;现有的电池正极组合盖帽的正极铝集流片均为一个具有光滑表面的铝片,使得在后续弯折过程中角度及弯曲位置都不易定型,从而会影响电池的焊接性能。
技术实现要素:
4.本实用新型所要解决的技术问题是克服上述现有技术的不足,提供一种圆柱电池正极组合盖帽。
5.本实用新型解决上述技术问题采用的技术方案是:一种圆柱电池正极组合盖帽,包括:正极柱以及由正极柱依次插接的正极铝集流片、塑胶座、正极顶盖、塑胶帽和压板,正极柱的一端与压板固定连接,压板装在塑胶帽上且与正极顶盖不相接,塑胶帽上沿着其开孔的一圈朝向正极顶盖的方向凸出形成有凸台环,正极柱上套接有一密封圈,密封圈穿插正极顶盖的开孔,使得密封圈轴向的一端能与塑胶座相接、另一端能与塑胶帽的凸台环紧密相接。
6.所述塑胶座整体呈圆盘状,其表面凹陷形成有两个限位槽,所述正极柱从限位槽的中心开孔穿过,所述密封圈的一端向外延展形成有环状凸沿,所述凸沿对应装入所述限位槽内。
7.所述正极铝集流片的弯折部位两侧平行设置有加强筋,加强筋相对于正极铝集流片的表面凸出。
8.所述正极顶盖的表面向下凹陷形成有一封装槽,封装槽上开有注液孔,所述塑胶座的表面对应下陷的封装槽也设置有避让凹槽,避让凹槽上对应注液孔也开有通孔,使用一橡胶塞密封压入注液孔及塑胶座对应的通孔内,在封装槽上再盖一密封铝片,并将密封铝片和正极顶盖焊接封装。
9.所述塑胶座的底面上凸出设置有挡块,所述正极铝集流片的一端抵靠在挡块一侧。
10.所述正极柱呈铆钉形状,其面向正极铝集流片的一端为大头部,压板上的开孔为
沉头孔,正极柱凸出的另一端铆接于沉头孔内。
11.所述塑胶座的一圈向下延展形成有环形安装边,安装边的一侧留有过正极铝集流片的避让豁口。
12.所述塑胶帽的开孔内壁面上开设有长度方向平行于轴向的凹槽位,凹槽位围绕着孔内壁面均等分布有多个。
13.与现有技术相比,本实用新型的有益效果是:
14.本实用新型通过对正极柱穿插正极顶盖的结构做到彻底绝缘设计,用来防止压板与正极顶盖出现导通短路的可能;同时改进设计塑胶帽的形状构造,将整个压板装入帽形状的塑胶帽上,使压板不易与正极顶盖接触,产品性能可以达到1000v耐压测试不击穿。
15.本实用新型对正极铝集流片的结构进行改良,在正极铝集流片的折弯位置冲压两条加强筋骨位,使正极铝集流片多次弯折不易折断,弯折后的正极铝集流片在电芯内部不易晃动,结构稳定;同时限制定型折弯后的位置角度,使正极铝集流片上的排气孔不会与电池芯产生过大的位置偏移,形成统一标准。
16.在注液完成后,会由一橡胶塞密封压入注液孔内,然后再盖一个薄铝型密封片后进行激光焊接,将铝密封片和正极顶盖焊接在一起进行封装,进一步提升产品密封指标。
附图说明
17.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,其中:
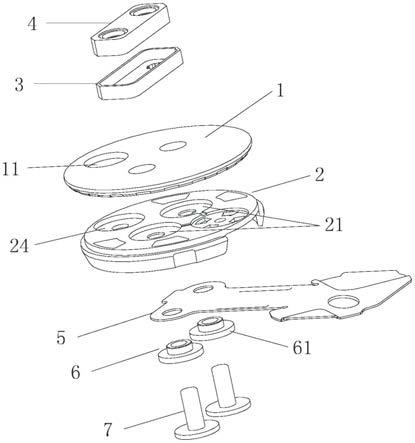
18.图1为本实用新型较佳实施例的结构爆炸图;
19.图2为本实用新型较佳实施例的结构整体图一;
20.图3为本实用新型较佳实施例的结构整体图二;
21.图4为本实用新型较佳实施例的塑胶帽示意图。
具体实施方式
22.下面将结合附图以及具体实施方式,对本实用新型做进一步描述。较佳实施例中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等用语,仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
23.请参见图1、图2和图4,本实用新型较佳实施例设计的一种圆柱电池正极组合盖帽,其主要包括:正极柱7以及由正极柱7依次插接的正极铝集流片5、塑胶座2、正极顶盖1、塑胶帽3和压板4,正极柱7的一端与压板4固定连接,压板4装在塑胶帽3上且与正极顶盖1隔开不相接,塑胶帽3上沿着其开孔的一圈朝向正极顶盖1的方向凸出形成有凸台环31,正极柱7上套接有一密封圈6,密封圈6穿插正极顶盖1的开孔,使得密封圈6轴向的一端能与塑胶座2相接、另一端能与塑胶帽3的凸台环31紧密相接。本方案通过对正极柱7穿插正极顶盖1的结构做到彻底绝缘设计,用来防止压板4与正极顶盖1出现短路的可能。
24.塑胶座2整体呈圆盘状,其表面凹陷形成有两个限位槽21,正极柱7从限位槽21的中心开孔穿过,密封圈6的一端向外延展形成有环状凸沿吼,凸沿吼对应装入限位槽21内,加固定位密封圈6,同时通过密封圈6紧密相接的结构做到彻底绝缘。
25.正极柱7呈铆钉形状,其朝向正极铝集流片5的一端为大头部,压板4上的开孔为对称分布的沉头孔,正极柱7凸出的另一端铆接于压板4的沉头孔内,通过铆接方式将整个盖帽结构组装在一起,且沉头孔形状也能防止压板4正反面装反。
26.正极顶盖1的表面向下凹陷形成有一封装槽11,封装槽11上开有注液孔12,塑胶座2的表面对应下陷的封装槽11也设置有避让凹槽24,避让凹槽24上对应注液孔12也开有通孔。生产时,在注液完成后,会用一橡胶塞密封压入注液孔12及塑胶座2对应的通孔内,然后在封装槽11上盖一个薄型的密封铝片,并将密封铝片和正极顶盖1焊接在一起进行封装。
27.请参见图4,塑胶帽3的开孔内壁面上开设有长度方向平行于轴向的凹槽位32,凹槽位32围绕着孔内壁面均等分布有多个。
28.请参见图3,塑胶座2的底面上凸出设置有挡块22,正极铝集流片5的一端刚好抵靠在挡块22一侧,用来加固定位正极铝集流片5,防止晃动。
29.在实际使用中,需要将正极铝集流片5外凸于塑胶座2的部分进行垂直弯折,为了加固稳定弯折后的正极铝集流片5,在正极铝集流片5的弯折部位两侧平行设置有两条加强筋51,加强筋51由冲压而成,相对于正极铝集流片5的表面凸出。
30.塑胶座2的一圈向下延展形成有环形安装边23,用于与圆柱电池壳体对接,在安装边23的一侧留有过正极铝集流片5的避让豁口。
31.在正极铝集流片5的表面印有作为唯一标识的二维码,能方便管理每个正极盖帽。
32.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,任何本领域技术人员,在不脱离本实用新型技术方案范围内,依据本实用新型的技术实质对以上实施例所作的任何间接修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1