一种负极片及电池的制作方法
1.本实用新型涉及锂离子电池技术领域,尤其涉及一种负极片及电池。
背景技术:
2.随着锂离子二次电池的发展,消费者对其充电速度、续航时间、安全性能的需求越来越高。由于负极片靠近负极耳的区域电流密度相对较大,且在涂覆负极浆料时靠近负极耳的区域会存在边缘减薄的情况,在将负极片制备成电芯时,将会导致电芯头部在充电过程中析锂,使得电池性能恶化。
3.可见,负极片在负极耳附近容易析锂而使电池的安全性能较低。
技术实现要素:
4.本实用新型实施例的目的在于提供一种负极片及电池,解决了现有技术中负极片在负极耳附近容易析锂的问题。
5.为了达到上述目的,第一方面,本实用新型实施例提供一种负极片,包括负极集流体、负极耳、第一活性材料层和第二活性材料层,所述负极集流体包括第一部分、第二部分和第三部分;
6.其中,所述第一部分相背的两个侧面均包括空箔区,所述负极耳设于所述空箔区;所述第二部分位于所述第一部分和所述第三部分之间,所述第二部分的厚度小于所述第一部分的厚度,且小于所述第三部分的厚度;
7.所述第一活性材料层覆盖在所述第二部分相背的两个侧面上;所述第二活性材料层覆盖在所述第三部分相背的两个侧面以及所述第一活性材料层背向所述第二部分的侧面上。
8.可选的,所述负极集流体包括聚合物层和金属层,所述聚合物层相背的两个侧面上均设有所述金属层,所述金属层包括第一子部分、第二子部分和第三子部分;
9.其中,所述第一部分包括所述第一子部分,所述第二部分包括所述第二子部分,所述第三部分包括所述第三子部分;所述第二子部分的厚度小于所述第一子部分的厚度,且小于所述第三子部分的厚度;
10.所述第一活性材料层覆盖在所述第二子部分背向所述聚合物层的侧面上;所述第二活性材料层覆盖在所述第三子部分背向所述聚合物层的侧面以及所述第一活性材料层背向所述第二子部分的侧面上。
11.可选的,所述第二活性材料层包括减薄部分,所述减薄部分覆盖所述第一活性材料层背向所述第二部分的侧面上。
12.可选的,所述第一部分为所述负极集流体宽度方向上的边缘部分。
13.可选的,所述空箔区沿宽度方向向背离所述负极集流体的方向延伸形成所述负极耳。
14.可选的,所述第二部分的厚度为0.1μm至10μm。
15.可选的,第三部分的厚度为0.2μm至20μm。
16.可选的,所述第二部分的宽度与所述第三部分的宽度的比值为1/20至1/6。
17.可选的,所述第一活性材料层与所述第二活性材料层包含的活性物质相同。
18.第二方面,本实用新型实施例提供一种电池,包括本实用新型实施例第一方面提供的负极片。
19.上述技术方案中的一个技术方案具有如下优点或有益效果:
20.本实用新型实施例中,所述负极片包括负极集流体、负极耳、第一活性材料层和第二活性材料层,所述负极集流体包括第一部分、第二部分和第三部分;所述第一部分相背的两个侧面均包括空箔区,所述负极耳设于所述空箔区;所述第二部分位于所述第一部分和所述第三部分之间,所述第二部分的厚度小于所述第一部分的厚度和所述第三部分的厚度;所述第一活性材料层覆盖在所述第二部分相背的两个侧面上;所述第二活性材料层覆盖在所述第三部分相背的两个侧面以及所述第一活性材料层背向所述第二部分的侧面上。相比现有技术中在常规负极集流体上设置一层活性物质而言,所述负极集流体靠近所述负极耳的部分的厚度较小,可以多设置一层活性物质,使得所述负极片靠近所述负极耳的区域涂覆有更多的活性物质,从而n/p比增大,降低了在充电过程中所述负极片析锂的风险,提高电池的安全性和循环稳定性。
附图说明
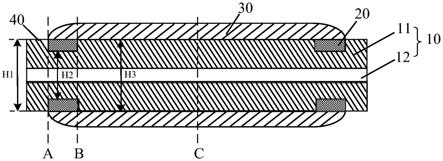
21.图1为本实用新型实施例的一种分切之前的负极片的截面示意图;
22.图2为本实用新型实施例的一种分切之前的负极集流体的截面示意图,所述负极集流体仅示出单侧。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参见图1和图2,本实用新型实施例提供了一种负极片。
25.如图1至图2所示,所述负极片包括负极集流体10、负极耳(图中未示出)、第一活性材料层20和第二活性材料层30,负极集流体10包括第一部分、第二部分和第三部分。其中,所述第一部分相背的两个侧面均包括空箔区40,所述负极耳设于空箔区40;所述第二部分位于所述第一部分和所述第三部分之间,所述第二部分的厚度小于所述第一部分的厚度,且小于所述第三部分的厚度;第一活性材料层20覆盖在所述第二部分相背的两个侧面上;第二活性材料层30覆盖在所述第三部分相背的两个侧面以及第一活性材料层20背向所述第二部分的侧面上。
26.需要说明的是,实际应用的负极片需要沿如图1和图2所示的线c切分后得到,图1和图2为未切分前的负极片沿宽度方向的截面图。其中,可选的,所述负极耳设于负极集流体10宽度方向上的边缘,例如,多极耳结构电池的极耳均设置于负极集流体宽度方向的边缘,则如图1和图2所示,所述第一部分为负极集流体10宽度方向上的边缘部分。为方便理
解,在此以图1和图2所示的实施方式为例进行说明,并不作限定。
27.如图1所示,所述第一部分为负极集流体10的位于线a左侧的部分,所述第二部分为负极集流体10的位于线a和线b之间的部分,所述第三部分为负极集流体10的位于线b和线c之间的部分。
28.对于负极片来说,尤其是多极耳结构的电池,其电流密度最大的区域通常集中靠近所述负极耳的区域,此区域的极化通常较大且电势较低,在充电过程中,负极片的表面在该区域会更容易接近或者到达析锂电位,导致析锂发生。现有技术中,通常在负极集流体的表面涂覆一层活性物质,因负极浆料自身的流体力学特性及制程特点,在涂覆时通常存在边缘减薄而使得边缘区域,即电芯顶部区域的n/p较小,因而析锂情况更加严重。
29.本实施例中,如图1所示,负极集流体10靠近空箔区40的部分的厚度较小,因而在靠近空箔区40的位置形成一凹槽。在所述凹槽中涂覆第一活性物质,以形成第一活性材料层20,再在第一活性材料层20和负极集流体10上涂覆第二活性物质,以形成第二活性材料层30。这样,相比现有技术中在常规负极集流体上设置一层活性物质而言,负极集流体10靠近所述负极耳的部分上可以多设置一层活性物质,使得所述负极片靠近所述负极耳的区域相比现有技术可以涂覆更多的活性物质,从而n/p比增大,进而降低了在充电过程中所述负极片析锂的风险,提高电池的安全性和循环稳定性。
30.具体实现时,负极集流体10可以以电镀或者沉积等方式形成所述凹槽,例如在基材的表面先涂覆一层箔材,再在所述第一部分和所述第三部分对应的区域再涂覆一层箔材。所述第一活性物质和所述第二活性物质可以相同,使得在所述负极片的制备过程中,工艺更加简单;所述第一活性物质和所述第二活性物质也可以不同,例如,所述第一活性物质的粒径大于所述第二活性物质的粒径,使得所述负极片的负极涂层的压实密度更大,能够提高所述负极片的能量密度。具体的,所述第一活性物质和所述第二活性物质均可以包括天然石墨、人造石墨、钛酸锂、硅碳复合材料、中间相微球中一种或者多种,具体可根据实际情况决定,本实施例在此不作限定。
31.在一种实现形式中,第一活性材料层20背向所述第二部分的侧面与所述第三部分的表面齐平,这样,更加方便后续涂覆所述第二活性物质以形成第二活性材料层30。在另一种实现形式中,第一活性材料层20背向所述第二部分的侧面也可以与所述第三部分的表面不齐平,即所述第一活性物质不填满所述第二部分形成的凹槽,具体可根据实际情况决定,在此不作限定。
32.可选的,所述负极集流体10包括聚合物层12和金属层11,聚合物层12相背的两个侧面上均设有金属层11,金属层11包括第一子部分、第二子部分和第三子部分。其中,所述第一部分包括所述第一子部分,所述第二部分包括所述第二子部分,所述第三部分包括所述第三子部分;所述第二子部分的厚度小于所述第一子部分的厚度,且小于所述第三子部分的厚度;第一活性材料层20覆盖在所述第二子部分背向聚合物层12的侧面上;第二活性材料层30覆盖在所述第三子部分背向聚合物层12的侧面以及第一活性材料层20背向所述第二子部分的侧面上。
33.本实施方式中,在制备负极集流体10时,可以以聚合物层12为基层,先基于电镀或者沉积等方式,在聚合物层12相背的两个侧面上涂覆一层金属层11,之后再在所述第一部分和所述第三部分对应的区域再涂覆一层金属层12,即如图2所示,使得所述第二子部分的
厚度d2小于所述第一子部分的厚度d1,且小于所述第三子部分的厚度d3。
34.可选的,第二活性材料层30包括减薄部分,所述减薄部分覆盖第一活性材料层20背向所述第二部分的侧面上。因负极浆料自身的流体力学特性及制程特点,在涂覆时通常存在边缘减薄,本实施方式中,第二活性材料层30的减薄部分位于第一活性材料层20上,这样,即使在涂覆时出现减薄情况,由于设置有第一活性材料层20,同样可以保证所述负极片靠近所述负极耳的区域的n/p比处于预设范围内,而降低在充电过程中所述负极片析锂的风险,提高电池的安全性和循环稳定性。
35.可选的,所述第二部分的厚度为0.1μm至10μm。
36.可选的,所述第三部分的厚度为0.2μm至20μm。
37.上述两种实施方式中,所述第二部分和所述第三部分的厚度差越大,第一活性材料层20的厚度就越大,进而所述负极片靠近所述负极耳的区域的负极活性物质就越多,进一步增大了所述负极片电流密度较大的区域的n/p比,进一步降低了析锂风险,提高了电池的安全性和循环稳定性。
38.可选的,所述第二部分的宽度与所述第三部分的宽度的比值为1/20至1/6。
39.本实施方式中,所述第二部分的宽度与第二活性材料层30的减薄宽度呈正相关,所述第二部分的宽度与所述第三部分的宽度的比值为1/20至1/6可以保证所述第二部分的宽度不会超过所述减薄宽度,以避免所述负极片反弹后产生极片表面不平整的情况。此外,在满足上述情况下,所述第二部分的宽度与所述第三部分的宽度的比值越大,第一活性材料层20的宽度也越大,进而所述负极片靠近所述负极耳的区域的负极活性物质就越多,进一步增大了所述负极片电流密度较大的区域的n/p比,进一步降低了析锂风险,提高了电池的安全性和循环稳定性。
40.可选的,空箔区40沿宽度方向向背离负极集流体10的方向延伸形成所述负极耳。
41.本实用新型实施例还提供一种电池,所述电池包括本实用新型实施例提供的负极片。需要说明的是,所述电池包括本实用新型实施例提供的负极片的全部技术特征,且可实现本实用新型实施例提供的负极片的全部技术效果,为避免重复,在此不再赘述。
42.下面介绍本实用新型实施例的几种具体的实施例和对比例:
43.实施例1
44.本实施例中,所述负极集流体以聚合物层作为基层,通过电镀的方法在所述聚合物层两侧分别设置一层金属层。所述金属层包括第一子部分、第二子部分和第三子部分,所述第一子部分位于所述金属层宽度方向的边缘处,所述第二子部分位于所述第一子部分和所述第三子部分之间。其中,所述第二子部分的厚度d2为2μm,所述第一子部分的厚度d1和所述第三子部分的厚度d3均为4μm,所述第二子部分的宽度l1与所述第三子部分的宽度l2满足l1=1/10l2,以此所述负极集流体上形成有一凹槽。
45.在96.9wt%、d50=20μm的人造石墨1中加入0.5wt%导电炭黑、1.3wt%+1.3wt%的羧甲基纤维素(carboxy
‑
methyl cellulose,cmc)+丁苯橡胶(polymerized styrene butadiene rubber,sbr),然后用去离子水调节成第一负极浆料。之后,通过双层涂布设备先把所述第一负极浆料涂覆于所述凹槽的槽底,以填满所述凹槽后,再在所述第二子部分和所述第三子部分上涂覆所述第一负极浆料,随后烘干、辊压分切和制片得到负极片。
46.将正极片和上述步骤值得的负极片与隔膜叠放在一起卷绕制成卷芯,再用铝塑膜
封装制成电芯,然后进行注液、陈化、化成、二次封装等工序得到电池。
47.实施例2
48.实施例2与实施例1的区别在于,在96.9wt%、d50=20μm的人造石墨1中加入0.5wt%导电炭黑、1.3wt%+1.3wt%的cmc+sbr,然后用去离子水调节成所述第一负极浆料a。在96.9wt%、d50=15μm的人造石墨2中加入1.0wt%导电炭黑、1.3wt%+1.3wt%的cmc+sbr,然后用去离子水调节成第二负极浆料b。之后,通过双层涂布设备先将所述第一负极浆料a涂覆于所述凹槽的槽底,以填满所述凹槽后,再在所述第二子部分和所述第三子部分上涂覆所述第二负极浆料b,随后烘干、辊压分切和制片得到负极片。
49.实施例3
50.实施例3与实施例1的区别在于,所述金属层的第二子部分的厚度d2为2μm,所述第一子部分的厚度d1和所述第三子部分的厚度d3均为6μm,所述第二子部分的宽度l1与所述第三子部分的宽度l2满足l1=1/6l2。
51.实施例4
52.实施例4与实施例1的区别在于,所述金属层的第二子部分的厚度d2为2μm,所述第一子部分的厚度d1和所述第三子部分的厚度d3均为3μm,所述第二子部分的宽度l1与所述第三子部分的宽度l2满足l1=1/20l2。
53.对比例1
54.对比例1与实施例1的区别在于,所述负极集流体为厚度均等的铜箔。
55.在96.9wt%、d50=20μm的人造石墨1中加入0.5wt%导电炭黑、1.3wt%+1.3wt%的羧甲基纤维素(carboxy
‑
methyl cellulose,cmc)+丁苯橡胶(polymerized styrene butadiene rubber,sbr),然后用去离子水调节成所述第一负极浆料。之后,通过双层涂布设备把所述第一负极浆料涂覆于所述铜箔。
56.对上述实施例和对比例制备得到的锂离子电池进行如下性能测试,测试过程为:
57.1)快充循环寿命测试:
58.将实施例和对比例的电池在25℃下,以1.5c倍率恒流充电到4.45v,然后在4.45v下恒压充电,截止电流为0.025c,之后再以0.5c倍率恒流放电,截止电压是3v,此为一个充放电循环过程,重复该充放电循环过程,直至电池的容量保持率低于80%或循环次数达到1000次。
59.2)析锂情况:
60.将实施例和对比例的电池在25℃下,以1.5c倍率恒流充电到4.45v,然后在4.45v下恒压充电,截止电流为0.025c,之后再以0.5c倍率恒流放电,截止电压是3v,此为一个充放电循环过程,重复该充放电循环过程10次,结束后将电池满充,在干燥房的环境中拆解电芯,观察负极表面的析锂情况。析锂程度分为不析锂、轻微析锂和严重析锂。轻微析锂表示负极表面的析锂区域为整体区域的1/10以下,严重析锂表示负极表面的析锂区域超过整体区域的1/3。测试结果如表1所示。
61.表1不同实施例及对比例的性能测试结果
62.类别能量密度wh/l快充循环寿命析锂情况实施例1700满足1000t不析锂实施例2710满足1000t不析锂
实施例3702满足1000t不析锂实施例4708800t严重析锂对比例1690500t严重析锂
63.由表1可知,通过实施例1和对比例1的对比,可以看到:使用普通铜箔的负极集流体,由于负极涂层的边缘存在减薄,导致n/p比不足的风险大大提高,长循环过程中析锂不断累积,导致容量跳水,且存在较大安全风险。而通过本实用新型实施例提供的负极集流体,提高了所述负极片靠近负极耳的区域的n/p比,降低了析锂风险,提高了电池的循环寿命。
64.通过实施例2和实施例1的对比,可以看到:当所述第一活性材料层的活性物质粒径相比所述第二活性材料的活性物质粒径更大时,所述负极片的压实密度会提高,进而能够提高电池的能量密度,并会稍微降低负极动力学性能,但不足以导致循环析锂。
65.通过实施例3、4和实施例1的对比,可以看到:当所述第二部分与第三部分的厚度差值变大,所述第二部分的宽度占比更大时,所述第一活性材料层的厚度和宽度更大,所述负极片靠近所述负极耳的区域的负极活性物质更多,析锂风险进一步降低,此外,由于所述负极集流体整体的厚度增加,因此能量密度与实施例1基本相当。当所述第二部分与第三部分的厚度差值变小,所述第二部分的宽度占比更小时,所述第一活性材料层的厚度和宽度更小,所述负极片靠近所述负极耳的区域的负极活性物质较少,析锂风险增加,电池的循环稳定性降低,循环寿命也相对减少。
66.综上所述,本实用新型实施例提供的负极片,相比现有技术中的负极片,所述负极集流体靠近所述负极耳的部分上可以多设置一层活性物质,使得所述负极片靠近所述负极耳的区域相比现有技术可以涂覆更多的活性物质,从而n/p比增大,进而降低了在充电过程中所述负极片析锂的风险,提高电池的安全性和循环稳定性。
67.需要说明的是,本实用新型实施例中介绍的多种可选的实施方式,彼此可以相互结合实现,也可以单独实现,对此本实用新型实施例不作限定。
68.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本实用新型的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
69.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
70.上述实施例是参考附图来描述的,其他不同的形式和实施例也是可行而不偏离本实用新型的原理,因此,本实用新型不应被建构成为在此所提出实施例的限制。更确切地说,这些实施例被提供以使得本实用新型会是完善又完整,且会将本实用新型范围传达给
本领域技术人员。在附图中,组件尺寸及相对尺寸也许基于清晰起见而被夸大。在此所使用的术语只是基于描述特定实施例目的,并无意成为限制用。术语“包含”及/或“包括”在使用于本说明书时,表示所述特征、整数、构件及/或组件的存在,但不排除一或更多其它特征、整数、构件、组件及/或其族群的存在或增加。除非另有所示,陈述时,一值范围包含该范围的上下限及其间的任何子范围。
71.以上所述的是本实用新型的优选实施方式,应当指出对于本技术领域的普通人员来说,在不脱离本实用新型所述的原理前提下还可以作出若干改进和润饰,这些改进和润饰也在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1