半导体器件的制作方法
1.本说明书涉及半导体器件。
背景技术:
2.某些电子部件如“功率”集成电路管芯受益于具有减小的管芯厚度(即,受益于非常薄)。这种减小的厚度增加了热排出并且还可以降低垂直晶体管器件中的传导或“导通”电阻ron。
3.部件的前(顶)侧的金属化(如涉及诸如带状楔形接合的处理步骤)可能会导致明显的管芯翘曲。例如,这种翘曲会妨碍在衬底(例如,引线框)上的令人满意的管芯附接。
4.管芯附接材料的模板印刷目前用于薄集成电路管芯,因为这有助于避免管芯顶部上的边缘渗出。
5.管芯翘曲可能导致管芯下方的空气在管芯附接胶水中出现不希望有的滞留,进而可能导致不希望的现象,例如在带状楔形结合期间的分层,从而导致性能和可靠性问题。
6.本领域需要有助于克服上述缺点的方法。
技术实现要素:
7.鉴于上述针对管芯翘曲的问题,本公开的实施例旨在提供改进的半导体器件。一个或多个实施例可涉及相关器件。安装在例如引线框的衬底上的集成电路可为这种衬底的示例。
8.一个或多个实施例可应用于例如qfn(四方扁平无引线)封装体之类的封装体,并且通常可应用于容易出现翘曲管芯问题的半导体器件。
9.本公开的实施例提供了一种半导体器件,包括:衬底;翘曲的半导体管芯,具有彼此相对的第一表面和第二表面,第一表面凹入,并且第二表面凸出;其中翘曲的半导体管芯利用管芯附接材料被附接到衬底的区域上;其中管芯附接材料包括:第一质量块管芯附接材料,位于区域上;以及第二质量块管芯附接材料,位于第一质量块管芯附接材料上;其中第二质量块管芯附接材料相对于第一质量块管芯附接材料提供凸起结构的管芯附接材料;以及如果翘曲的半导体以第一表面面向衬底的方式被附接,则第二质量块管芯附接材料相对于第一质量块管芯附接材料被定位在中央;以及如果翘曲的半导体以第二表面面向衬底的方式被附接,则第二质量块管芯附接材料相对于第一质量块管芯附接材料被定位在外围。
10.在一些实施例中,凸起结构的管芯附接材料包括十字形凸起结构的管芯附接材料。
11.在一些实施例中,第二质量块管芯附接材料比第一质量块管芯附接材料厚。
12.在一些实施例中,第一质量块管芯附接材料和第二质量块管芯附接材料包括填充物。
13.在一些实施例中,第一质量块管芯附接材料包括与第二质量块管芯附接材料中的
填充物量不同的填充物量。
14.在一些实施例中,第一质量块管芯附接材料和第二质量块管芯附接材料包括相同的管芯附接材料。
15.在一些实施例中,第一质量块管芯附接材料具有第一粘度值和第一触变指数,并且其中第二质量块管芯附接材料具有第二粘度值和第二触变指数。
16.在一些实施例中,第一粘度值不同于第二粘度值。
17.在一些实施例中,第一触变指数不同于第二触变指数。
18.一个或多个实施例可以提供以下优点,例如:改进的管芯附接质量;增加的导线/楔形物/带状物接合产量;以及改进的可靠性。
附图说明
19.现在将参考附图仅通过举例来描述一个或多个实施例,其中:
20.图1是示出了根据本公开的执行方法的方式的半导体器件的部分分解截面图;
21.图2是示出了根据本公开的方法中的可能步骤或动作的流程图;
22.图3是利用根据本公开的方法制造的电子器件的透视平面图。
具体实施方式
23.在随后的描述中,示出了旨在提供对本说明书的实施例的示例的深入理解的一个或多个具体细节。这些实施例可以在没有这些具体细节中的一个或多个细节的情况下获得,或者可以使用其他方法、部件、材料等来获得。在其他情况下,不详细示出或描述已知的结构、材料或操作,从而不会使实施例的某些方面模糊。
24.在本说明书的框架中对“实施例”或“一个实施例”的引用旨在指示关于该实施例所描述的具体配置、结构、或特性被包括在至少一个实施例中。因此,在于本说明书的一个或多个点中可能出现的如“在实施例中”或“在一个实施例中”之类的短语不一定是指同一个实施例。
25.此外,在一个或多个实施例中,可以以任何适当的方式组合特定的构造、结构或特性。
26.本文使用的标题/参考文献仅为了方便起见而提供,因此不限定保护范围或实施例的范围。
27.一个或多个实施例可设想一种双分配过程,包括胶水模版印刷,之后是胶水喷嘴写入(例如,以十字形图案等)。这种双分配过程有效地防止了空气滞留,从而提高了性能和可靠性,例如增加的楔形接合产量。
28.一个或多个实施例可应用于例如qfn(四方扁平无引线)封装体之类的封装体,并且通常可应用于容易出现翘曲管芯问题的半导体器件。
29.一个或多个实施例可考虑在不同的分配步骤中使用不同的胶水流变性/触变性,从而使得与管芯/器件的周边相比在中心处的附接胶水中的填充剂颗粒(例如,ag球)的密度更高。
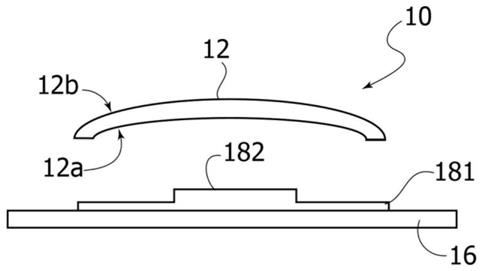
30.本文举例示出的一个或多个实施例涉及半导体产品,例如图1中标为10的半导体产品,其包括容易翘曲的部件12。
31.涉及在切割之后变得翘曲的一个或多个半导体芯片或管芯12的产品,诸如薄的(例如,具有约110微米的厚度)和大的(例如,具有约34mm2的面积)管芯,这些是可有利地应用实施例的产品的示例。当然,这些定量数字仅是示例性的而非限制性的。
32.产品(器件)10可包括qfn(四方扁平无引线)封装体14,即,具有结合在模制化合物的底侧中的引线的封装体14。为了便于表示,该封装体在图1中不可见。
33.模板印刷是本领域的常规工艺,其涉及将管芯附接材料沉积在衬底16(例如引线框中所谓的管芯垫)上,以在衬底与部件/管芯之间建立机械/电气和导热的耦合。
34.名称“引线框”(或“引线框架”)目前用来(例如参见美国专利商标局的uspc综合术语表)指示金属框架,该金属框架为集成电路芯片或管芯以及将芯片或管芯中的集成电路与其他电部件或触点互连的电引线提供支撑。
35.如常规实践的模版印刷是之后(例如,立即)是将部件/管芯12放置在衬底16上的步骤或阶段。在这个阶段中使用的设备和材料包括(专用)模板、管芯附接材料和打印机。
36.写入(经由具有分配喷嘴的写入头)是可应用于将管芯附接材料沉积在衬底上以在衬底与部件/管芯之间建立机械/电气和导热耦合的另一过程。
37.然后,写入之后(例如,立即)是将部件/管芯12放置在衬底16上的步骤或阶段。在这个阶段中使用的设备和材料可以包括(圆形)分配头(通常称为“毛细管”)以及时间压力泵(如目前在标准管芯接合器件中可获得的)。时间压力泵将定时压力脉冲施加到分配注射器,分配参数由系统软件和压力控制器监测。
38.模板印刷一直是流行的解决方案,因为其提供了具有薄管芯和平坦引线框/衬底的稳健管芯附接工艺。
39.本领域技术人员将认识到制造半导体器件(例如,器件10)还涉及不同附加步骤或动作(例如,形成提供芯片或管芯12与衬底16中的导电引线之间的电连接的引线接合图案、将封装体14模制到所得到的组件上等)。为了避免使本描述不必要地繁琐,在此不论述这些(常规的)步骤或动作。
40.据观察,薄的且大的部件/管芯(即,具有减小的纵横比的部件/管芯)会容易翘曲(例如,由于金属化),从而导致目前通常被称为“哭泣”形状的翘曲形状。如在图1中示出的(为了易于解释而有意夸大),这是一个弯曲的形状,类似于哭泣的嘴巴的形状,具有面向下的凹面12a(朝向衬底16)和面向上的凸面12b(远离衬底16)。
41.这种“哭泣”的形状(由于潜在的翘曲现象,其取向-下凹/上凸-倾向于以系统的方式重复)会导致在管芯12被(轻轻地)释放在附接材料(胶水层)的顶部上时,在管芯12与衬底16之间的管芯附接材料中形成空隙的风险。
42.已经发现,这样的空隙对导线/楔形物/带状物接合产量有严重影响,并且更一般地,对最终产品或器件的性能(例如,在场效应晶体管的情况下的垂直电流传输和rdson)有严重影响。
43.这不可避免地限制了模板印刷在相对较小的薄芯片,即具有接近1的纵横比的管芯(也取决于所涉及的硅技术),上的应用。
44.总之:当使用具有标记“哭泣”形状(见图1中的12a、12b)的翘曲的管芯时,常规的胶水分配之后的部件放置示出了固有的弱点;并且这对导线/楔形物/带状物接合产量以及对产品性能具有显著的影响。
45.如图1和图2中所示出的一个或多个实施例经由如下过程解决这些问题:其中,如步骤101所示,通过胶水(模板)印刷将第一质量块181附接材料(简称为,胶水)施加在衬底16上;以及如步骤102所示,通过胶水写入(经由具有喷嘴的写入头)将第二质量块182胶水施加在第一质量块181上。
46.然后,如步骤103所示,将部件12放置到胶水181、182上,随后可以是如在本领域中常规的和在步骤104所示的胶水固化。
47.如在图1中可看到的,在第一质量块181的中心施加第二质量块182胶水有助于创建中央凸起的(浮凸的)胶水结构,该结构具有由此产生的凸出的(几乎是圆顶形的)胶水图案(质量块181加上质量块182),该胶水图案趋向于与管芯12的翘曲的“哭泣”轮廓的相对的(在此,向下的)凹面12a相匹配。
48.已发现,这会实现更稳健的部件放置过程,减少了存在于由质量块181、182组成的管芯附接层中的空隙。
49.并且,已发现,这会实现更高的导线/楔形物/带状物接合产量和更好的产品性能。
50.相同的管芯附接材料可用于质量块181、182。
51.为此目的,可以使用管芯附接材料,例如本领域非常常规的导电和非导电胶水以及烧结膏。
52.应注意,这些材料(以及相关机器)可能已经存在于相同的工艺流程中,例如,因为它们被用于部件拾取和放置步骤。
53.已发现,将同一管芯附接材料用于质量块181、182在促进管芯附接层的均匀性和可靠性方面是有利的。
54.所涉及的不同技术(印刷和写入)可以另外涉及例如在粘度和触变指数方面的不同流变特性。流变性可以以本领域技术人员本身已知的方式通过调节胶水配方中的溶剂的量来改变。
55.例如,(模版)印刷质量块181的配方可表现出约40+/-5pa.s的粘度(e型3
°
谷物(corn),5rpm@rt)以及约8的触变指数(0.5rpm/5rpm)。
56.较高沸点温度的溶剂可用于较长的车间寿命(floor life)。
57.用于写入质量块182的配方可表现出约20+/-3pa.s的粘度(e型3
°
谷物,5rpm@rt)以及约7-8的触变指数(0.5rpm/5rpm)。
58.图3是根据本公开生产的并排布置的两个电子器件10的平面图。
59.在图3中,封装材料14被表示为几乎透光的,因此有助于管芯12下方的质量块181管芯附接材料和质量块182管芯附接材料的透视图,如在器件10的x射线摄影的情况下。
60.图3是根据十字形图案分配(写入)第二质量块182管芯附接材料的可能性的示例。已发现,此图案在促进管芯附接材料的均匀分布以应对不希望的空气滞留方面特别有效。
61.虽然本文中示出的实施例是指具有“哭泣”翘曲形状(下凹、上凸:参见图1中的12a和12b)的管芯12,但是一个或多个实施例可以应用于具有“微笑”翘曲形状(凸面12b向下而不是向上,凹面12a向上而不是向下)的管芯12。
62.在这种情况下,第二质量块附接材料182可以代替地被分配(写入)在第一质量块181的外周,而不是将第一质量块181分配在中央(如本文中所示)。这有助于创建外围凸起的(浮凸的)胶水结构,该结构具有由此产生的凹入的(盆形状的)胶水图案(质量块181加上
质量块182),该胶水图案倾向于与管芯12的翘曲的“微笑”轮廓的相对的凸面相匹配。
63.如本文中示出的方法可以包括:将半导体管芯(例如,12)附接到衬底(例如,16)的区域上,其中半导体管芯包括具有彼此相对的第一表面和第二表面的翘曲的半导体管芯,第一表面是凹入的(例如,12a)并且第二表面是凸出的(例如,12b);将第一质量块(例如,181)管芯附接材料分配(例如,101)到所述衬底区域上;以及将第二质量块(例如,182)管芯附接材料分配(例如,102)到分配到所述衬底区域上的第一质量块管芯附接材料上,其中第二质量块管芯附接材料提供凸起(浮凸)结构管芯附接材料;其中第二质量块管芯附接材料被分配在第一质量块管芯附接材料的中央;以及将半导体管芯放置到第一和第二质量块管芯附接材料上,其中翘曲的半导体管芯的第一凹入表面(例如,12a)面向(即,朝向)管芯附接材料分配在其上的衬底。
64.作为替代,该方法可以包括将第二质量块管芯附接材料分配在第一质量块管芯附接材料的外围,以及将半导体管芯放置到第一和第二质量块管芯附接材料上,其中翘曲的半导体管芯的第二凸出表面(例如,12b)面向(即,朝向)管芯附接材料分配在其上的衬底(16)。
65.示出的方法可包括根据十字形图案分配第二质量块管芯附接材料(例如,参见图3)。
66.在本文中示出的方法中,分配第一质量块管芯附接材料可包括将第一质量块管芯附接材料模版印刷到所述衬底区域上。
67.在本文中示出的方法中,分配第二质量块管芯附接材料可包括将第二质量块管芯附接材料写入(例如,利用包括喷嘴的写入头)到第一质量块管芯附接材料上。
68.在本文中示出的方法中,第一质量块管芯附接材料和第二质量块管芯附接材料可包括相同的管芯附接材料。
69.在本文中示出的方法可包括:分配具有第一粘度值和第一触变指数的第一质量块管芯附接材料;分配具有第二粘度值和第二触变指数的第二质量块管芯附接材料;其中:所述第一粘度值可以不同于所述第二粘度值,和/或所述第一触变指数可以不同于所述第二触变指数。
70.在本文中示出的方法可包括固化(例如,104)分配到半导体管芯已放置在其上的所述衬底上的第一质量块管芯附接材料和第二质量块管芯附接材料。
71.如本文中例示的器件(例如,10)可以包括:半导体管芯(例如,12),附接到具有管芯附接材料(例如,181、182)的衬底(例如,16)的区域上,其中半导体管芯包括具有彼此相对的第一和第二表面的翘曲的半导体管芯,第一表面是凹入的(例如,12a)且第二表面是凸出的(例如,12b);其中管芯附接材料包括施加到所述衬底区域上的第一质量块(例如,181)管芯附接材料和施加到第一质量块管芯附接材料上的第二质量块(例如,182)管芯附接材料,其中第二质量块管芯附接材料提供凸起结构的管芯附接材料;并且其中第二质量块管芯附接材料可以施加在第一质量块管芯附接材料的中央,并且半导体管芯可以放置在第一和第二质量块管芯附接材料上,其中翘曲的半导体管芯的第一凹入表面(例如,12a)面向(即,朝向)其上施加有管芯附接材料的衬底。
72.可替换地,第二质量块管芯附接材料可被施加在第一质量块管芯附接材料的外围,并且半导体管芯可被放置到第一和第二质量块管芯附接材料上,其中翘曲的半导体管
芯的第二凸出表面(例如,12b)面向(即,朝向)其上施加有管芯附接材料的衬底。
73.在本文中示出的器件中,所述凸起结构的管芯附接材料可包括十字形凸起结构的管芯附接材料(例如,参见图3)。
74.在本文中示出的器件中,凸起结构的第二质量块管芯附接材料(即182)可以比第一质量块管芯附接材料(即181)厚。
75.应注意,管芯附接材料的厚度可主要由分配工艺而非由其粘度来决定。
76.当使用写入(例如,对于“凸起的”质量块182)时,所分配的材料的厚度可以高达数百微米,而在模板印刷(例如,对于质量块181)的情况下,所分配的材料的厚度可以是数十微米。
77.在本文中示出的器件中,所述第一质量块管芯附接材料和所述第二质量块管芯附接材料可包括填料(例如,银(ag)球体或球),在两种配方的填料含量之间存在差异(分别为181和182)。
78.这些差异连同材料的不同厚度一起有助于例如通过x射线检测揭示已经使用了的实施例的两步骤过程。事实上,x射线对重金属(如银填料的情况)和材料的厚度敏感。
79.在不损害根本原理的情况下,在不背离保护范围的情况下,细节和实施例可以相对于仅作为示例描述的内容变化,甚至显著变化。
80.权利要求是本文提供的关于实施例的技术教导的组成部分。
81.保护范围由所附权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1