一种氢燃料电池注胶生产线的制作方法
1.本实用新型涉及一种氢燃料电池注胶生产线,属于燃料电池生产技术领域。
背景技术:
2.燃料电池是一种把燃料所具有的化学能直接转换成电能的化学装置,又称电化学发电器。它是继水力发电、热能发电和原子能发电之后的第四种发电技术。由于燃料电池是通过电化学反应把燃料的化学能中的吉布斯自由能部分转换成电能,不受卡诺循环效应的限制,因此效率高;另外,燃料电池用燃料和氧气作为原料,同时没有机械传动部件,故排放出的有害气体极少,使用寿命长。由此可见,从节约能源和保护生态环境的角度来看,燃料电池是最有发展前途的发电技术。
3.燃料电池芯片(3ccm)包含ccm(质子交换膜)以及喷涂在正反两面的阴、阳极催化剂(其中ccm阴极喷涂阴极催化剂,ccm阳极喷涂阳极催化剂)。
4.由于3ccm易受外界环境温度和湿度的影响而发生褶皱、变形,为了让3ccm在发生反应时,不褶皱、不变形,通常会将3ccm四周增加固定边框,现有的固定边框的制造工艺有:
5.工艺一:边框+质子交换膜+边框;
6.工艺二:gdl+质子交换膜+gdl(气体扩散层)+注胶;
7.目前膜电极还处于小批量生产阶段,定制化产品居多,故工艺一因为投入小,可方便定制化。但对于未来膜电极批量化生产,工艺一因工艺路线长、工艺设备多、品质难于管控,未来批量推广有很大难度,因此需要设计一种注胶生产线完成工艺二,以实现膜电极批量化生产。
技术实现要素:
8.[技术问题]
[0009]
本实用新型要解决的问题是:现有的燃料电池芯片(3ccm)增加固定边框的工艺只适合定制化,不能实现膜电极批量化生产。
[0010]
[技术方案]
[0011]
本实用新型提供了一种氢燃料电池注胶生产线,该注胶生产线能精确完成3ccm与gdl之间的注胶工作,并且省时省力,操作方便,自动化程度高,生产效率高,产品质量高。
[0012]
所述氢燃料电池注胶生产线包括升降机、翻板机、上料机、注胶机、上下输送线体和裁切机,升降机的数量有两个,两个升降机之间设有翻板机、上料机、注胶机和上下输送线体,所述其中一个升降机的一侧设有裁切机,所述上下输送线体的一端位于上料机和注胶机内。
[0013]
在本实用新型的一种实施方式中,所述升降机包括升降气缸、升降外壳、输送机构、电机和模具支撑板;所述升降外壳安装有升降气缸和输送机构,所述输送机构固定连接有电机和模具支撑板,所述模具支撑板用于支撑模具并对模具进行初步对位。
[0014]
在本实用新型的一种实施方式中,所述翻板机包括翻板外壳和翻板机构;所述翻
板机构位于翻板外壳内。
[0015]
在本实用新型的一种实施方式中,所述上料机包括翻转外壳、上模具吸取机构、搬运机械手、视觉组件和料仓组件;所述翻转外壳上固定连接有上模具吸取机构、搬运机械手、视觉组件和料仓组件,所述上模具吸取机构用于吸取与贴合上模具,所述搬运机械手用于搬运待注胶产品,所述视觉组件用于检测和定位待注胶产品。
[0016]
在本实用新型的一种实施方式中,所述注胶机包括注胶外壳、保压机构、电缸和注胶机构;所述注胶外壳上固定连接有保压机构和注胶机构,所述保压机构的上方固定连接有电缸,所述保压机构用于保压。
[0017]
在本实用新型的一种实施方式中,所述上下输送线体包括模具、上输送线体、下输送线体和输送线体支撑,所述输送线体支撑固定连接有上输送线体和下输送线体,所述上输送线体位于下输送线体的上方。
[0018]
在本实用新型的一种实施方式中,所述裁切机包括裁切外壳、压合机构、压合电缸、输送组件和成品刀模;所述裁切外壳固定连接有压合机构和输送组件,所述压合机构的上方固定连接有压合电缸,所述输送组件上固定有成品刀模,成品刀模跟随输送组件移动。
[0019]
[有益效果]
[0020]
1、本实用新型能精确完成3ccm与gdl之间的注胶工作,并且省时省力,操作方便,自动化程度高,生产效率高,产品质量高。
[0021]
2、本实用新型通过升降机实现模具的上下线体切换和输送工作,简单方便,省时省力。
[0022]
3、本实用新型翻板机包括翻板外壳和翻板机构;所述翻板机构位于翻板外壳内,通过翻板机构对上模具进行翻板,自动化程度高。
[0023]
4、本实用新型通过上料机完成待注胶产品的上料,上模具的吸取与贴合,设置的视觉组件具有视觉定位功能,提高了生产效率。
[0024]
5、本实用新型通过裁切机实现了注胶与保压完成后产品的裁切工作,兼容性强,操作安全,精度高,压力可调。
附图说明
[0025]
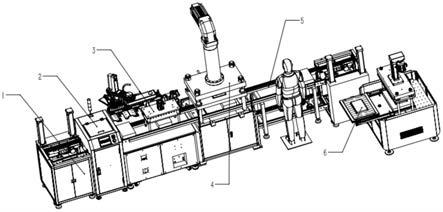
图1为本实用新型氢燃料电池注胶生产线的立体图。
[0026]
图2为本实用新型氢燃料电池注胶生产线的主视图。
[0027]
图3为本实用新型氢燃料电池注胶生产线的俯视图。
[0028]
图4为本实用新型升降机的立体图。
[0029]
图5为本实用新型翻板机的立体图。
[0030]
图6为本实用新型上料机的立体图。
[0031]
图7为本实用新型注胶机的立体图。
[0032]
图8为本实用新型上下输送线体的立体图。
[0033]
图9为本实用新型裁切机的立体图。
[0034]
其中,1、升降机;2、翻板机;3、上料机;4、注胶机;5、上下输送线体;6、裁切机;11、升降气缸;12、升降外壳;13、输送机构;14、电机;15、模具支撑板;21、翻板外壳;22、翻板机构;31、翻转外壳;32、上模具吸取机构;33、搬运机械手;34、视觉组件;35、料仓组件;41、注
胶外壳;42、保压机构;43、电缸;44、注胶机构;51、模具;52、操作员;53、上输送线体;54、下输送线体;55、输送线体支撑;61、裁切外壳;62、压合机构;63、压合电缸;64、输送组件;65成品刀模。
具体实施方式
[0035]
为使得本实用新型实现上述目的、特征和优点且能够更加明显易懂,下面结合具体实施方式对本实用新型作进一步详细的说明。
[0036]
实施例1
[0037]
一种氢燃料电池注胶生产线,如图1-3所示,包括升降机1、翻板机2、上料机3、注胶机4、上下输送线体5和裁切机6,升降机1的数量有两个,两个升降机1之间设有翻板机2、上料机3、注胶机4和上下输送线体5,所述其中一个升降机1的一侧设有裁切机6,所述上下输送线体5的一端位于上料机3和注胶机4内。
[0038]
如图4所示,所述升降机1用于模具的上下线体切换和输送工作;升降机1包括升降气缸11、升降外壳12、输送机构13、电机14和模具支撑板15;所述升降外壳12安装有升降气缸11和输送机构13,所述输送机构13固定连接有电机14和模具支撑板15,所述升降气缸11为升降机1升降的动力源,电机14为升降机1输送的动力源,模具支撑板15用于支撑模具并对模具进行初步对位。
[0039]
如图5所示,所述翻板机2用于上模具的翻板工作;翻板机2包括翻板外壳21和翻板机构22;所述22翻板机构22位于翻板外壳21内,用于对上模具进行翻板。
[0040]
如图6所示,所述上料机3用于待注胶产品的上料,上模具的吸取与贴合,具有视觉定位功能;上料机3包括翻转外壳31、上模具吸取机构32、搬运机械手33、视觉组件34和料仓组件35;所述翻转外壳31上固定连接有上模具吸取机构32、搬运机械手33、视觉组件34和料仓组件35,所述上模具吸取机构32用于吸取与贴合上模具,所述搬运机械手33用于搬运待注胶产品,所述视觉组件34用于检测和定位待注胶产品,所述料仓组件35为待注胶产品的料仓,具有顶升、到料感应和无料自动弹出等功能。
[0041]
如图7所示,所述注胶机4用于对合模模具进行注胶与保压,具有压力可调、温度可调、保压时间可调、注胶量可调等功能;注胶机4包括注胶外壳41、保压机构42、电缸43和注胶机构44;所述注胶外壳41上固定连接有保压机构42和注胶机构44,所述保压机构42的上方固定连接有电缸43,所述电缸43为保压机构42的动力源,保压机构42用于保压,注胶机构44用于注胶。
[0042]
如图8所示,所述上下输送线体5用于模具的运输工作,具有速度可调,输送稳定等特点;上下输送线体5包括模具51、上输送线体53、下输送线体54和输送线体支撑55,所述输送线体支撑55固定连接有上输送线体53和下输送线体54,所述上输送线体53位于下输送线体54的上方,上输送线体53和下输送线体54上设有待输送的模具。
[0043]
如图9所示,所述裁切机6用于注胶与保压完成后产品的裁切工作,具有兼容性强、操作安全、高精度、压力可调等特点;裁切机包括裁切外壳61、压合机构62、压合电缸63、输送组件64和成品刀模65;所述裁切外壳61固定连接有压合机构62和输送组件64,所述压合机构62的上方固定连接有压合电缸63,所述输送组件64上固定有成品刀模65,成品刀模65跟随输送组件64移动。
[0044]
本实用新型工作原理:
[0045]
第一步:首先将待注胶产品放置在上料机料仓内,将若干个注胶模具依次放置在上下输送线体上,注胶机压合机构的加热板温度达到80-200℃;
[0046]
第二步:设备开始工作,上下模具通过上下输送线体的运输与升降机的升降移至翻板机处,翻板机将贴合面朝上的上模具翻面,使其贴合面朝下;
[0047]
第三步:已翻面的上模具与下模具通过上下输送线体的运输来到上料机,上料机上的上模具吸取机构将已翻面的上模具从上下输送线体上垂直吸取起来;
[0048]
第四步:当下模具随着上下输送线体来到上料机上模具吸取机构的吸取位时,搬运机械手将待注胶产品从料仓搬运到该下模具上,上料机上模具吸取机构将吸取的上模具贴合到已放好料的下模具上;
[0049]
第五步:放好料合模的模具随着上下输送线体的输送移至注胶机保压机构的压合位,首先合模,将模具加热到80-200℃,然后注胶机上的注胶装置对放好料的模具进行注胶,注胶压力≤1mpa,注胶完成,继续对模具进行保压,保压压力≤30t,保压时间≤4min;
[0050]
第六步:注好胶的模具保压完成后,注胶机保压机构上移至上料位,模具继续随着上下输送线体的输送移至人工取料位,操作员首先将上模具从下模具上取下,贴合面朝上的放置在上下输送线体上,然后将产品取出,放在裁切机上进行裁切;
[0051]
第七步:对取完料的上下模具进行清洁工作,清洁完成后使其随着上下输送线体移至升降机,开始新的一次循环,将裁切好的产品取出,至此一个注胶产品生产完成。
[0052]
本实用新型的保护范围并不仅局限于上述实施例,凡是在本实用新型构思的精神和原则之内,本领域的专业人员能够做出的任何修改、等同替换和改进等均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1