一种连接器自动组装机的制作方法
1.本实用新型涉及连接器生产技术领域,具体是一种连接器自动组装机。
背景技术:
2.随着经济与科技的快速发展,在电子工程技术中连接器已经成为一个不可缺少的元件,目前连接器的生产装配过程自动化程度低,生产效率较低,并且需要人工进行操作(譬如连接器的包装工作等),增加工作人员的劳动强度。
技术实现要素:
3.针对上述提到的现有技术中的连接器的生产装配过程自动化程度低,生产效率较低,并且需要人工进行操作(譬如连接器的包装工作等),增加工作人员的劳动强度的技术问题。
4.本实用新型解决其技术问题采用的技术方案是:
5.一种连接器自动组装机,包括:机架,所述机架上设有用于输送胶芯的胶芯输送装置,所述机架上且沿胶芯的输送方向依次设有第一端子组装工位、第二端子组装工位、接地片组装工位、去不良品工位以及连接器包装工位,所述第一端子组装工位和第二端子组装工位上分别设有用于将端子组装到胶芯上的端子组装装置,所述接地片组装工位上设有用于将接地片组装到胶芯上的接地片组装装置,所述去不良品工位上设有用于将不检测合格的连接器去除的去不良品组件,所述连接器包装工位上设有用于收集检测合格的连接器的连接器包装装置。
6.本实用新型的有益效果是:本实用新型的连接器自动组装机通过胶芯输送装置输送胶芯,通过两组端子组装工位分别将胶芯的上排以及下排的插孔装配上端子,通过接地片组装装置讲胶芯两侧的卡槽装配上接地片,通过去不良品组件排除不良品的连接器,通过连接器包装装置将检测合格的连接器进行包装收集,能够实现连接器的自动装配、去不良品以及安装的工序,具有自动化程度高、生产效率高的优点,相比于传统采用人工包装的方式,工作人员只需收集装满连接器的收集管,工作强度较低。
7.下面将结合附图和具体实施方式对本实用新型做进一步说明。
附图说明
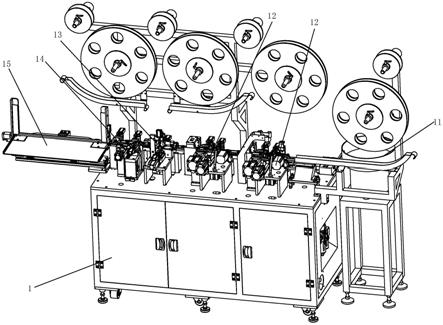
8.图1为本实用新型的连接器自动组装机的结构示意图;
9.图2为本实用新型的连接器自动组装机(隐藏部分机架)的俯视示意图;
10.图3为本实用新型的端子组装装置的结构示意图之一;
11.图4为本实用新型的端子组装装置的结构示意图之二;
12.图5为本实用新型的端子组装装置的结构示意图之三;
13.图6为图4中标记的a部分的放大图;
14.图7为图5中标记的b部分的放大图;
15.图8为本实用新型的端子组装装置的结构示意图之四;
16.图9为本实用新型的端子料带切除组件结构示意图;
17.图10为图7中标记的c部分的放大图;
18.图11为本实用新型的接地片组装装置的结构示意图之一;
19.图12为本实用新型的接地片组装装置的结构示意图之二;
20.图13为图12中标记的d部分的放大图;
21.图14为本实用新型的接地片料带切除组件的结构示意图;
22.图15为本实用新型的接地片组装装置的结构示意图之三;
23.图16为本实用新型的接地片组装装置的结构示意图之四;
24.图17为本实用新型的接地片铆压组件的结构示意图;
25.图18为图17中标记的e部分的放大图;
26.图19为本实用新型的不良品组件的结构示意图;
27.图20为本实用新型的连接器包装装置的结构示意图之一;
28.图21为本实用新型的连接器包装装置的结构示意图之二;
29.图22为本实用新型的连接器包装装置的结构示意图之三;
30.图23为本实用新型的胶芯输送装置的结构示意图;
31.图24为本实用新型的连接器的立体剖视图。
具体实施方式
32.下面结合附图对本实用新型的实施方式作详细说明。
33.如图1至图2所示,本实施例一种连接器自动组装机,包括:机架1,所述机架1上设有用于输送胶芯31的胶芯输送装置11,所述机架1上且沿胶芯31 的输送方向依次设有第一端子组装工位101、第二端子组装工位102、接地片组装工位103、去不良品工位104以及连接器包装工位105,所述第一端子组装工位101和第二端子组装工位102上分别设有用于将端子321组装到胶芯31上的端子组装装置12,所述接地片组装工位103上设有用于将接地片331组装到胶芯31上的接地片组装装置13,所述去不良品工位104上设有用于将不检测合格的连接器3去除的去不良品组件14,所述连接器包装工位105上设有用于收集检测合格的连接器3的连接器包装装置15;本实用新型的连接器自动组装机通过胶芯输送装置输送胶芯,通过两组端子组装工位分别将胶芯的上排以及下排的插孔装配上端子,通过接地片组装装置讲胶芯两侧的卡槽装配上接地片,通过去不良品组件排除不良品的连接器,通过连接器包装装置将检测合格的连接器进行包装收集,能够实现连接器的自动装配、去不良品以及安装的工序,具有自动化程度高、生产效率高的优点,相比于传统采用人工包装的方式,工作人员只需收集装满连接器的收集管,工作强度较低。
34.如图23所示,本实施例中,所述胶芯输送装置11包括设置在机架1上的胶芯自动上料组件111、第一胶芯导槽112以及第二胶芯导槽113,所述胶芯自动上料组件111与第一胶芯导槽112相连接,所述第一胶芯导槽112与第二胶芯导槽113错开设置,所述第二胶芯导槽113的前端上设有用于将胶芯31从第一胶芯导槽112转移到第二胶芯导槽113的胶芯切换组件114,所述第二胶芯导槽 113的底部设有用于驱动胶芯31沿第二胶芯导槽113上输送的胶芯驱动组件 115,所述胶芯切换组件114包括依次设置在第二胶芯导槽113前端上的第一切
换座1141以及第一固定座1142,所述第一切换座1141上设有用于供胶芯31进入其内的第一切换槽11411,所述第一切换槽11411与第一胶芯导槽112对接,所述第一固定座1142上滑动连接有第二切换座1143,所述第二切换座1143位于第二胶芯导槽113的正上方,所述第二切换座1143上设有用于供胶芯31进入其内的第二切换槽11431,所述第一固定座1142上设有用于驱动第二切换座 1143动作进而使第二切换槽11431与第一切换槽11411对接或者使第二切换槽 11431与第二胶芯导槽113对接的驱动器a1144,所述第一固定座1142上设有限位座1145,所述限位座1145上设有用于当第二切换槽11431与第一切换槽 11411对接时防止胶芯31从第二切换槽11431的另一端滑落掉出的限位块1146,所述第二切换座1143的顶部设有供限位块1146进入或退出第二切换槽11431 内的第一避让孔11432,所述第一避让孔11432与第二切换槽11431相通。
35.本实施例中,所述胶芯驱动组件115包括滑动连接在第二胶芯导槽113内的第一驱动块1151,所述第一驱动块1151上转动连接有多个拨动块1152,所述拨动块1152用于驱动胶芯31沿着第二胶芯导槽113移动,所述机架1上还设有用于驱动第一驱动块1151进行往复运动以使拨动块1152驱动胶芯31逐个地沿着第二胶芯导槽113输送的驱动器b1153;通过驱动器b驱动第一驱动块往复运动,使胶芯逐个地在第二胶芯导槽内沿特定的距离输送至连接器自动组装机的各个组装工位上以进行连接器的生产工序。
36.如图3至图10所示,本实施例中,所述端子料带输送组件121包括设置在机架1上的端子料带输送导轨1211,所述机架1上设有驱动器c1212,所述驱动器c1212的动作端上设有转动盘12121,所述转动盘12121上周设有定位齿 12122,所述端子料带32上设有第一定位孔322,所述驱动器c1212驱动转动盘 12121旋转以带动定位齿12122卡入端子料带32上的第一定位孔322内并带动端子料带32沿着端子料带输送导轨1211运动。
37.本实施例中,所述端子料带切断组件122包括滑动连接在机架1上的切断座1221,所述切断座1221上设有第一切断槽12211,所述机架1上还设有驱动器d1222,所述驱动器d1222的运动端上设有压杆1223,所述压杆1223远离驱动器d1222的一端与切断座1221的顶端连接,所述压杆1223的中部转动连接在机架1上,所述驱动器d1222用于驱动压杆1223进行往复运动以带动切断座1221将进入第一切断槽12211内的端子料带32切断;端子料带经端子料带输送导轨的输送进入第一切断槽内,端子料带通过驱动器d驱动压杆带动切断座进行动作,切断座与端子插入组件配合将端子料带切断。
38.本实施例中,所述端子插入组件123包括滑动连接在机架1上的插入座1231,所述机架1上设有用于驱动插入座1231动作的驱动器e1232,所述插入座1231上设有用于对端子料带输送组件121输送的端子料带32进行定位的端子料带定位组件1233,所述端子料带定位组件1233包括设置在插入座1231上的端子料带垫座12331以及滑动连接在插入座1231上的端子料带定位座12332,所述端子料带定位座12332上设有插针块12333,所述插针块12333的底部设有多根第一定位插针12334,所述端子料带定位座12332上设有多个用于容纳第一定位插针12334并使第一定位插针12334的前端穿出的定位座通孔12335,所述端子料带32上设有第一定位孔322,所述端子料带垫座12331上设有多个第一插孔12336,所述插入座1231上设有用于驱动端子料带定位座12332动作以带动插针块12333上的第一定位插针12334穿过端子料带32上的第一定位孔322 并插入端子料带垫座12331上的第一插孔12336内的驱动器f12337,所述机架 1上还设有用于对胶芯输送装置11上输送的胶芯31进
行定位归中的第一定位归中组件1234;采用这样的设计,使得端子料带能更准确地定位在端子料带定位座上,通过驱动器e驱动插入座带动端子料带定位座动作,使端子料带能够更准确地插入到胶芯上,保证保证组装的连接器的品质。
39.本实施例中,所述第一定位归中组件1234包括滑动连接在机架1上的第一归中座12341,所述第一归中座12341的前端设有两块第一归中块12342,所述机架1上还设有用于驱动第一归中座12341动作的驱动器g12343;通过驱动器 g驱动第一归中座使第一归中块对胶芯进行定位归中。
40.本实施例中,所述端子料带切除组件125包括滑动连接在机架1上的端子料带折断座1251,所述端子料带折断座1251的前端设有端子料带折断块1252,所述端子料带折断块1252上设有第一折断部12521和第二折断部12522,所述第一折断部12521与第二折断部12522相对设置使得端子料带32可以进入第一折断部12521与第二折断部12522之间,所述机架1上设有用于驱动端子料带折断座1251进行往复动作以使端子料带32从胶芯31上折断的驱动器j1253,所述机架1上还设有用于收集被折断掉落的端子料带32的收集箱a1254,所述收集箱a1254的开口处位于所述端子料带折断座1251的正下方;通过驱动器j 驱动端子料带折断座带动端子料带折断块动作,使进入第一折断部与第二折断部之间的端子料带发生弯折并从装配到胶芯上的端子上去除。
41.本实施例中,所述端子组装装置12包括设置在机架1上用于输送具有端子 321的端子料带32的端子料带输送组件121,所述机架1上沿端子料带32的输送方向依次设有端子料带切断组件122、端子插入组件123、端子铆压组件124 以及端子料带切除组件125,所述端子插入组件123用于将端子料带32上的端子321组装到胶芯输送装置11输送的胶芯31上,所述端子铆压组件124包括滑动连接在机架1上的第一铆压座1241,所述第一铆压座1241上设有第一铆压部12411以及第二铆压部12412,所述第一铆压部12411和第二铆压部12412之间设有用于避让端子料带32的避让槽12413,所述机架1上设有用于驱动第一铆压座1241动作进而使其将端子321进一步压合在胶芯31内的驱动器h1242,所述机架1上设有用于对胶芯输送装置11上输送的胶芯31进行定位铆压的胶芯定位组件1243;所述的端子铆压组件通过驱动器h驱动第一铆压座动作以使第一铆压部和第二铆压部配合对装配到胶芯上的端子进行铆压,使端子进一步地固定在胶芯上,确保端子与胶芯之间的稳固性,并且通过设置避让槽,使端子铆压组件在铆压的过程中防止因为压到端子料带使其变形从而影响到端子装配到胶芯上同时发生变形的问题,保证组装的连接器的品质。
42.本实施例中,所述胶芯定位组件1243包括滑动连接在机架1上的铆压定位座12431,所述铆压定位座12431上设有定位块12432,所述胶芯31上设有与定位块12432形状相匹配的第一定位槽311,所述机架1上还设有用于驱动铆压定位座12431动作以使定位块12432进入第一定位槽311内固定胶芯31的驱动器i12433;通过驱动器i驱动铆压定位座动作以使定位块进入胶芯上的第一定位槽内,使胶芯定位归中以进行端子铆压工序。
43.如图11至图18所示,本实施例中,所述接地片组装装置13包括设置在机架1上用于输送具有接地片331的接地片料带33的接地片料带输送组件131,所述机架1上设有用于对接地片料带输送组件131输送的接地片料带33进行夹持的接地片料带夹持组件132、对夹持后的接地片料带33进行切断的接地片料带切断组件133以及将切断后的接地片料带33上的接地片331组装到胶芯输送装置11输送的胶芯31上的接地片料带插入组件134,所述机架1
上沿胶芯31 的输送方向依次设有接地片料带切除组件135以及接地片铆压组件136;接地片料带切除组件用于将接地片上的接地片料带进行切除,接地片铆压组件用于对装配到胶芯上的接地片进行铆压固定,从而确保接地片与胶芯之间的可靠性;采用这样的设计,接地片组装装置能够实现接地片与胶芯之间的自动装配,具有自动化程度高、人工成本较低的优点。
44.本实施例中,所述接地片料带输送组件131包括设置在机架1上的输送座 1311,所述输送座1311上设有长圆孔a13111,所述输送座1311的两侧设有接地片料带输送导槽1312,所述接地片料带输送导槽1312上设有长圆孔b13121,所述长圆孔a13111与长圆孔b13121相对设置,所述输送座1311上滑动连接有驱动座1313,所述驱动座1313的两侧设有第一接地片料带定位座1314,所述第一接地片料带定位座1314上设有第二插孔13141,所述驱动座1313的两侧设有驱动器k1315,所述接地片料带33上设有第二定位孔332,所述驱动器k1315 的运动端上设有第二定位插针1316,所述驱动器k1315用于驱动第二定位插针 1316依次穿过第二插孔13141、长圆孔b13121以及第二定位孔332并插入长圆孔a13111内或使第二定位插针1316从长圆孔a13111内移出并移动至长圆孔 b13121内,所述机架1上还设有用于驱动驱动座1313进行往复运动以驱动接地片料带33逐个沿着接地片料带输送导槽1312输送的驱动器l1317;接地片料带通过接地片料带输送导槽进行导向,通过驱动器k驱动第二定位插针对接地片料带进行精确定位,通过驱动器l驱动驱动座以驱使第二定位插针带动接地片料带逐个地在接地片料带输送导槽内沿特定的距离输送至接地片料带夹持组件上。
45.本实施例中,所述接地片料带插入组件134包括滑动连接在机架1上的滑动座1341,所述接地片料带夹持组件132设于所述滑动座1341上,所述机架1 上设有用于驱动滑动座1341动作的驱动器m1342,所述机架1上还设有用于对胶芯输送装置11上输送的胶芯31进行定位归中的第二定位归中组件1343,所述接地片料带夹持组件132包括设置在滑动座1341上的第二固定座1321,所述第二固定座1321的两侧设有夹持块1322,所述夹持块1322转动连接在滑动座 1341上,所述滑动座1341上滑动连接有第二驱动块1323,所述滑动座1341上还设有用于驱动第二驱动块1323往复运动以使第二固定座1321两侧的夹持块 1322与第二固定座1321配合将接地片料带33夹住或松开的驱动器p1324;通过驱动器p驱动第二驱动块以驱使夹持块对接地片料带进行夹持,保证对接地片料带夹持的稳定性。
46.本实施例中,所述第二定位归中组件1343包括滑动连接在机架1上的第二归中座13431,所述第二归中座13431上设有第一归中板13432以及第三归中座 13433,所述第一归中板13432与第三归中座13433相邻设置,所述第一归中板 13432上设有第二归中块13434以及第三归中块13435,所述第三归中座13433 上滑动连接有第二归中板13436,所述第二归中板13436上设有第四归中块 13437,所述第二归中块13434、第三归中块13435和第四归中块13437处于同一水平面上,所述第三归中座13433上设有用于驱动第四归中块13437动作的驱动器n13438,所述机架1上还设有用于驱动第二归中座13431动作的驱动器 o13439;通过驱动器o驱动第二归中座动作使胶芯归中,通过驱动器n驱动第四归中块动作使第二定位归中组件能对两个胶芯进行归中固定。
47.本实施例中,所述接地片料带切断组件133包括设置在机架1上的驱动器 q1331,所述驱动器q1331的运动端设有运动块1332,所述运动块1332的两侧转动连接有传动臂
1333,所述传动臂1333远离运动块1332的一端上转动连接有从动臂1334,所述从动臂1334远离传动臂1333的一端上转动连接有切断块 1335,所述切断块1335位于接地片料带输送组件131与接地片料带夹持组件132 之间,所述切断块1335远离从动臂1334的一端上设有第二切断槽13351,所述第二切断槽13351的进口端呈“v”字形,所述接地片料带从第二切断槽13351 的进口端的大端进从第二切断槽13351的出口端出并进入到接地片料带夹持组件132内;接地片料带输送组件输送接地片料带,接地片料带穿过切断块上的第二切断槽进入接地片料带夹持组件,通过接地片料带夹持组件对接地片料带进行夹持固定后,驱动器q驱动运动块动作从而带动切断块与接地片料带夹持组件配合将接地片料带切断。
48.本实施例中,所述接地片料带切除组件135包括滑动连接在机架1上的接地片料带折断座1351,所述接地片料带折断座1351上设有第二接地片料带定位座1352,所述第二接地片料带定位座1352上滑动连接有定位板1353,所述折断定位板1353的前端设有两块接地片料带折断块1354,所述接地片料带折断块 1354上设有折断槽13541,所述第二接地片料带定位座1352上设有用于驱动定位板1353动作进而使胶芯31上的接地片331上的接地片料带33进入折断槽 13541内的驱动器r1355,所述机架1上设有用于驱动接地片料带折断座1351 动作以使接地片料带33从胶芯31上折断的驱动器s1356,所述机架1上设有用于收集折断后掉落的接地片料带33的收集箱b1357,所述收集箱b1357的开口处位于所述接地片料带折断块1354的正下方,所述机架1上还设有用于对胶芯输送装置11上输送的胶芯31进行定位归中的第三定位归中组件1358;通过驱动器s驱动接地片料带折断座带动接地片料带折断块动作,使进入折断槽内的接地片料带发生弯折并从装配到胶芯上的接地片上去除。
49.本实施例中,所述第三定位归中组件1358包括滑动连接在机架1上的第四归中座13581,所述第四归中座13581的前端设有用于对胶芯31定位归中的第一料带切除归中块13582和第二料带切除归中块13583,所述机架1上还设有用于驱动第四归中座13581动作以使第一料带切除归中块13582和第二料带切除归中块13583对胶芯31进行定位归中的驱动器t13584;通过驱动器t驱动第四归中座以使第一料带切除归中块和第二料带切除归中块对需进行接地片料带切除工序的胶芯进行归中固定。
50.本实施例中,所述第四归中座13581的前端还设有用于对胶芯31定位归中的第一铆压归中块13585和第二铆压归中块13856,所述第一铆压归中块13585 和第二铆压归中块13856通过驱动器t13584驱动第四归中座13581动作进而对胶芯31进行定位归中动作;通过驱动器t驱动第四归中座以使第一铆压归中块和第二铆压归中块对需进行接地片铆压工序的胶芯进行归中固定。
51.本实施例中,所述接地片铆压组件136包括滑动连接在机架1上的第二铆压座1361,所述第二铆压座1361上设有铆压块1362,所述铆压块1362的前端上设有向外突出的第一铆压部13621和第二铆压部13622,所述第一铆压部 13621和第二铆压部13622相对设置,所述机架1上设有用于驱动第二铆压座 1361动作以使铆压块1362上的第一铆压部13621和第二铆压部13622对胶芯 31上的接地片331进行铆压固定的驱动器u1363;通过驱动器u驱动第二铆压座动作以使铆压块上的第一铆压部和第二铆压部对装配到胶芯上的接地片进行铆压,使接地片进一步地固定在胶芯上,确保接地片与胶芯之间的稳固性。
52.如图19所示,本实施例中,所述去不良品组件14包括滑动连接在机架1 上的去料座141,所述去料座141上设有用于容纳连接器3的去料槽142,所述去料槽142与第二胶芯导
槽113对接,所述机架1上设有收集箱c143,所述收集箱c143开口处低于所述去料槽142,所述机架1上还设有用于驱动去料座141 运动进而使去料槽142与第二胶芯导槽113错开以使不良品连接器3从去料槽 142自由落下掉落至收集箱c143内的驱动器v144。
53.如图20至22所示,本实施例中,所述连接器包装装置15包括设于机架1 上收集板151、收集管放置组件152、收集管驱动组件153、收集管定位组件154 以及收集管推送组件155,所述收集管放置组件152包括设置在机架1上的第一放置架1521以及第二放置架1522,所述第一放置架1521用于放置收集管156 的前端,所述第二放置架1522用于放置收集管156的后端,所述第一放置架1521 和收集板151之间设有第一开口1523,所述第二放置架1522和收集板151之间设有第二开口1524,所述第一开口1523的高度、第二开口1524的高度和收集管156的高度相同,所述收集管驱动组件153用于驱动位于最底层的收集管156 动作以使最底层收集管156的前端与胶芯输送装置11的出口端对接,所述收集管定位组件154用于对位于最底层的收集管156进行定位归中,所述收集管推送组件155用于将装满检测合格的连接器3的收集管通过第一开口1523和第二开口1524推送至收集板151上;通过将多个层叠设置的收集管放置于收集管放置组件内,通过收集管驱动组件驱动位于最底层的收集管动作以使其的前端与胶芯输送装置的出口端对接,通过收集管定位组件对收集管进行定位归中从而使收集管的前端与胶芯输送装置的出口端对准,通过胶芯输送装置将组装完成的连接器逐个输送至收集管内,当收集管内装满连接器后,通过收集管推送组件将装满连接器的收集管从收集管放置组件内推送至收集板上待工作人员收集。
54.本实施例中,所述收集管驱动组件153包括滑动连接在机架1上的第三驱动块1531,所述第二放置架1522上设有与第二开口1524相通的第二避让孔 1525,所述第一放置架1521上设有与第一开口1523相通的第三开口1526,所述机架1上还设有用于驱动第三驱动块1531动作以使其的前端穿过第二避让孔 1525从而推动收集管156并使收集管的前端通过第三开口1526与胶芯输送装置 11的出口端对接的驱动器w1532;通过驱动器w驱动第三驱动块动作,使第三驱动块推动最底层的收集管使其前端通过第三开口与胶芯输送装置的出口端对接,使胶芯输送装置输送的连接器能够更加准确地输送至收集管内。
55.本实施例中,所述收集管定位组件154包括滑动连接在机架1上的第一收集管定位座1541以及滑动连接在第一放置架1521上的第二收集管定位座1542,所述机架1上设有供第一收集管定位座1541的前端穿过的第三避让孔1543,所述第一收集管定位座1541的前端设有与收集管156匹配的第二定位槽15411,所述机架1上还设有用于驱动第一收集管定位座1541动作使其前端穿过第三避让孔1543并使设于其前端的第二定位槽15411卡住收集管156的驱动器x1544,所述第二收集管定位座1542的前端设有与收集管156匹配的第三定位槽15421,所述第一放置架1521上还设有用于驱动第二收集管定位座1542动作以使设于其前端的第三定位槽15421卡住收集管156的驱动器y1545;当收集管驱动组件驱动收集管使其前端与胶芯输送装置的出口端对接后,驱动器x驱动第一收集管定位座动作,使收集管卡入第二定位槽内固定;驱动器y驱动第二收集管定位座动作,使收集管卡入第三定位槽内固定,使得收集管不易晃动,提高收集管在连接器进入其内部时的稳固性,提高连接器输送至收集管的精度。
56.本实施例中,所述收集管推送组件155包括滑动连接在所述机架1上的推送座1551,所述推送座1551上设有推送板1552,所述机架1上还设有用于驱动推送座1551动作以
带动推送板1552推动收集管156通过第一开口1523和第二开口1524推送至收集板151上的驱动器z1553;所述的推送板位于第一放置架以及第二放置架之间,驱动器z驱动推送板动作使其接触收集管并将其推送至收集板上,然后驱动器z驱动推送板复位,使其不妨碍上层收集管掉落至包装位置进行新一轮的连接器包装工作,采用这种设计,结构简单,操作方便。
57.如图24所示,本实用新型的连接器自动组装机用于将端子321装配到胶芯 31上,装配完成后将端子料带32从胶芯31上切除,然后将接地片331装配到胶芯31上,装配完成后将接地片料带32从胶芯31上切除。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1