电池单体、电池及用电设备的制作方法
1.本技术涉及电池技术领域,具体而言,涉及一种电池单体、电池及用电设备。
背景技术:
2.电池广泛用于电子设备,例如手机、笔记本电脑、电瓶车、电动汽车、电动飞机、电动轮船、电动玩具汽车、电动玩具轮船、电动玩具飞机和电动工具等等。
3.电池单体一般包括壳体、电极组件和端盖,端盖盖合于壳体,以为电极组件和电解液提供密闭空间,电池单体通过电极组件和电解液发生化学反应,从而输出电能。目前,一般是通过端盖上的注液孔向电池单体内部注入电解液,电解液浸润电极组件较为困难。
技术实现要素:
4.本技术实施例提供一种电池单体、电池及用电设备,以改善电解液浸润电极组件困难的问题。
5.第一方面,本技术实施例提供一种电池单体,包括:壳体,具有开口;电极组件,容纳于壳体内,电极组件包括主体部和第一极耳,第一极耳凸出于主体部的一端;端盖,盖合于开口,端盖上设有注液孔;集流构件,容纳于壳体内,并位于端盖面向主体部的一侧,集流构件用于连接第一极耳和端盖,以实现端盖与第一极耳电连接;其中,集流构件设有第一中心孔和导流通道,在第一中心孔的轴向上,第一中心孔与注液孔相对设置,导流通道被配置为供从注液孔进入电池单体内部的至少部分电解液进入主体部内。
6.上述技术方案中,集流构件上设有第一中心孔和导流通道,通过注液孔向电池单体内部注入电解液的过程中,电解液不仅能够沿着集流构件的第一中心孔向主体部内部流动,还能够沿着集流构件的导流通道向主体部的内部流动,以浸润极片。这种结构增加了电解液向主体部内部流动的通道,从而使得通过注液孔进入到电池单体内部的电解液能够更加容易地浸润电极组件,提高了注液效率,并提高了电解液对电极组件的浸润效果。
7.在一些实施例中,集流构件具有相对的外表面和内表面,外表面面向端盖,内表面面向第一极耳;导流通道包括导流孔,导流孔贯穿集流构件的外表面和内表面。
8.上述技术方案中,导流孔贯穿集流构件的外表面和内表面,通过注液孔进入到电池单体内部的电解液,能够直接通过导流孔从集流构件的面向端盖的一侧流动至面向主体部的一侧,以使电解液进入到主体部内部,以浸润极片。
9.在一些实施例中,导流孔偏离第一中心孔,以与第一中心孔彼此独立。
10.上述技术方案中,导流孔偏离第一中心孔,有利于导流孔的成型加工,集流构件具有较好的强度。
11.在一些实施例中,导流孔贯穿第一中心孔的孔壁。
12.上述技术方案中,导流孔贯穿第一中心孔的孔壁,使得导流孔与第一中心孔连通,使得电解液能够在导流孔和第一中心孔内彼此流动。若进入到导流孔内的电解液无法及时的进入到主体部内,电解液能够从导流孔流入到第一中心孔内,以通过第一中心孔进入到
主体部内。若进入到第一中心孔内的电解液无法及时的进入到主体部内,电解液能够从第一中心孔流入到导流孔内,以通过导流孔进入到主体部内。
13.在一些实施例中,导流孔沿第一中心孔的径向延伸。
14.上述技术方案中,导流孔沿第一中心孔的径向延伸,使得电解液能够在导流孔内沿第一中心孔的径向流动,增大了电解液在导流孔内的流动范围,使得电解液能够从导流孔的多个区域进入到主体部的内部,提高注液效率以及电解液对电极组件的浸润效果。
15.在一些实施例中,导流通道包括多个导流孔,多个导流孔围绕第一中心孔周向间隔分布。
16.上述技术方案中,多个导流孔围绕第一中心孔周向间隔分布,电解液能够沿着多个导流孔向主体部内部流动,提高注液效率以及电解液对电极组件的浸润效果。
17.在一些实施例中,端盖具有抵靠面,抵靠面用于与外表面抵靠;端盖上设有凹部,凹部从抵靠面沿背离主体部的方向凹陷,凹部与注液孔连通,在第一中心孔的轴向上,凹部与至少一个导流孔相对设置。
18.上述技术方案中,凹部与注液孔连通,在通过注液孔向电池单体内部注入电解液的过程中,电解液能够进入到凹部内。由于凹部与至少一个导流孔相对设置,使得进入凹部内的电解液能够直接进入到至少一个导流孔内。保证在通过注液孔向电池单体内部注入电解液的过程中,电解液能够更加容易、快速地进入导流孔内,在提高电解液对电极组件的浸润效果的同时,提高了注液效率。
19.在一些实施例中,端盖具有位于凹部内的出液面,注液孔的一端贯穿出液面,出液面与外表面间隙设置。
20.上述技术方案中,出液面与外表面间隙设置,使得注液孔与凹部处于连通状态,便于电解液从注液孔进入至凹部内,有利于在通过注液孔向电池单体内部注入电解液的过程中,电解液沿着导流孔向主体部的内部流动。
21.在一些实施例中,导流通道包括导流槽,导流槽设置于集流构件面向所述第一极耳的一侧,第一中心孔与导流槽连通。
22.上述技术方案中,导流槽设置于集流构件面向第一极耳的一侧,并与第一中心孔连通,通过注液孔进入到电池单体内部的电解液先进入到第一中心孔内,一部分电解液通过第一中心孔进入到主体部内部,另一部分电解液沿着导流槽侧向流动,最终从导流槽进入到主体部的内部。导流槽增大了电解液侧向流动范围,使得电解液更容易且更快速地进入到主体部内。
23.在一些实施例中,集流构件包括:本体部,用于抵靠于端盖,第一中心孔设置于本体部;两个抵靠部,用于抵靠于第一极耳,两个抵靠部均凸设于本体部背离端盖的一侧,两个抵靠部分别位于第一中心孔在径向上的两侧,两个抵靠部之间形成导流槽。
24.上述技术方案中,本体部上凸设有两个抵靠部,两个抵靠部之间形成导流槽,使得本体部与主体部之间形成较大的供电解液流动的空间增大电解液侧向流动的范围,以更好进入电极组件。
25.在一些实施例中,抵靠部呈“v”形,两个抵靠部背对设置。
26.上述技术方案中,两个呈“v”形结构的抵靠部背对设置,使得两个抵靠部之间的导流槽为在第一中心孔的位置的宽度最小的渐变结构,增大了电解液在导流槽内流动范围,
以使电解液能够从导流槽的多个区域进入到主体部的内部,使得电解液更容易且更快速地进入到主体部内。
27.在一些实施例中,第一极耳与抵靠部焊接并形成焊印,焊印沿着抵靠部的轨迹延伸。
28.上述技术方案中,焊印沿着抵靠部的轨迹延伸,使得焊印也呈v形,使得整个抵靠部与第一极耳紧密连接。
29.在一些实施例中,主体部设有第二中心孔,在第一中心孔的轴向上,第二中心孔与第一中心孔相对设置。
30.上述技术方案中,第二中心孔与第一中心孔相对设置,在通过注液孔向电池单体内部注入电解液的过程中,进入第一中心孔的电解液能够快速进入到第一中心孔内,以浸润极片。
31.第二方面,本技术实施例提供一种电池,包括:第一方面任意一个实施例提供的电池单体;箱体,用于容纳电池单体。
32.第三方面,本技术实施例提供一种用电设备,包括第一方面任意一个实施例提供的电池。
附图说明
33.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
34.图1为本技术一些实施例提供的车辆的结构示意图;
35.图2为本技术一些实施例提供的电池的结构示意图;
36.图3为本技术一些实施例提供的电池单体的爆炸图;
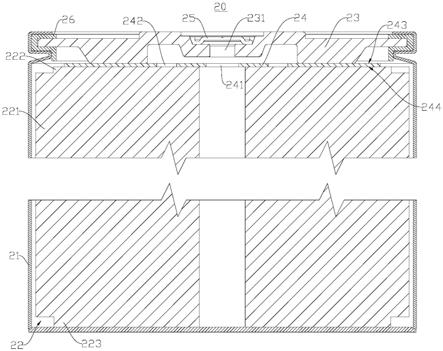
37.图4为图3所示的电池单体的剖视图;
38.图5图4所示的集流构件的结构示意图;
39.图6为本技术另一些实施例提供的集流构件的结构示意图;
40.图7为图4所示的电池单体局部剖视图;
41.图8为本技术另一些实施例提供的电池单体的局部剖视图;
42.图9为图8所示的集流构件的结构示意图;
43.图10为本技术一些实施例提供的电池单体的制造方法的流程图;
44.图11为本技术一些实施例提供的电池单体的制造设备的示意性框图。
45.图标:10-箱体;11-第一部分;12-第二部分;20-电池单体;21-壳体;22-电极组件;221-主体部;222-第一极耳;223-第二极耳;224-第二中心孔;23-端盖;231-注液孔;232-抵靠面;233-凹部;2331-底面;234-出液面;235-凸部;24-集流构件;241-第一中心孔;242-导流通道;2421-导流孔;2422-导流槽;243-外表面;244-内表面;245-本体部;246-抵靠部;25-封堵件;26-密封件;100-电池;200-控制器;300-马达;1000-车辆;2000-制造设备;2100-第一提供装置;2200-第二提供装置;2300-第三提供装置;2400-第四提供装置;2500-组装装置。
具体实施方式
46.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
47.除非另有定义,本技术所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本技术中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序或主次关系。
48.在本技术中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。
49.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“附接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
50.在本技术的实施例中,相同的附图标记表示相同的部件,并且为了简洁,在不同实施例中,省略对相同部件的详细说明。应理解,附图示出的本技术实施例中的各种部件的厚度、长宽等尺寸,以及集成装置的整体厚度、长宽等尺寸仅为示例性说明,而不应对本技术构成任何限定。
51.本技术中出现的“多个”指的是两个以上(包括两个)。
52.本技术中,电池单体可以包括锂离子二次电池、锂离子一次电池、锂硫电池、钠锂离子电池、钠离子电池或镁离子电池等,本技术实施例对此并不限定。电池单体可呈圆柱体、扁平体、长方体或其它形状等,本技术实施例对此也不限定。电池单体一般按封装的方式分成三种:柱形电池单体、方形电池单体和软包电池单体,本技术实施例对此也不限定。
53.本技术的实施例所提到的电池是指包括一个或多个电池单体以提供更高的电压和容量的单一的物理模块。例如,本技术中所提到的电池可以包括电池模块或电池包等。电池一般包括用于封装一个或多个电池单体的箱体。箱体可以避免液体或其他异物影响电池单体的充电或放电。
54.电池单体包括电极组件和电解液,电极组件包括正极极片、负极极片和隔离膜。电池单体主要依靠金属离子在正极极片和负极极片之间移动来工作。正极极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面,未涂敷正极活性物质层的正极集流体凸出于已涂覆正极活性物质层的正极集流体,未涂敷正极活性物质层的正极集流体作为正极极耳。以锂离子电池为例,正极集流体的材料可以为铝,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等。负极极片包括负极集流体和负极活性物质层,负极活性物质层涂覆于负极集流体的表面,未涂敷负极活性物质层的负极集流体凸出于已涂覆负极活性物质层的负极集流体,未涂敷负极活性物质层的负极集流体作为负极极耳。负
极集流体的材料可以为铜,负极活性物质可以为碳或硅等。为了保证通过大电流而不发生熔断,正极极耳的数量为多个且层叠在一起,负极极耳的数量为多个且层叠在一起。隔离膜的材质可以为pp(polypropylene,聚丙烯)或pe(polyethylene,聚乙烯)等。此外,电极组件可以是卷绕式结构,也可以是叠片式结构,本技术实施例并不限于此。
55.对于一般的电池单体而言,端盖需要与电极组件的极耳电连接,以使端盖作为电池单体用于输出电能的一个输出极。为更好的实现端盖与极耳的电连接,一般会在电极组件与端盖之间设置集流构件,端盖和极耳均与集流构件连接,以实现端盖与极耳电连接。
56.发明人注意到,端盖与电极组件设置集流构件后,在通过端盖上的注液孔向电池单体内部注入电解液的过程中,集流构件对电解液具有阻挡作用,电解液很难进入到电池单体内部,电解液浸润电极组件较为困难。
57.为改善电解液浸润电极组件困难的问题,申请人研究发现,可以在集流构件上设置中心孔,在通过注液孔向电池单体内部注入电解液的过程中,电解液通过集流构件上的中心孔向电极组件的主体部内部流动。但集流构件上的中心孔的导流能力有限,仍然存在电解液浸润电极组件较为困难的问题。
58.基于以上考虑,为解决电解液浸润电极组件较为困难的问题,发明人经过深入研究,设计了一种电池单体,在集流构件设置中心孔的基础上,进一步在集流构件上设置导流通道,导流通道能够供从端盖上注液孔进入电池单体内部的至少部分电解液进入电极组件的主体部内。
59.在这样的电池单体中,集流构件上设有中心孔和导流通道,通过注液孔向电池单体内部注入电解液的过程中,电解液不仅能够沿着集流构件的中心孔向主体部内部流动,还能够沿着集流构件的导流通道向主体部的内部流动,以浸润极片。这种结构增加了电解液向主体部内部流动的通道,从而使得通过注液孔进入到电池单体内部的电解液能够更加容易地浸润电极组件,提高了注液效率,并提高了电解液对电极组件的浸润效果。
60.本技术实施例描述的电池单体适用于电池以及使用电池的用电设备。
61.用电设备可以是车辆、手机、便携式设备、笔记本电脑、轮船、航天器、电动玩具和电动工具等等。车辆可以是燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等;航天器包括飞机、火箭、航天飞机和宇宙飞船等等;电动玩具包括固定式或移动式的电动玩具,例如,游戏机、电动汽车玩具、电动轮船玩具和电动飞机玩具等等;电动工具包括金属切削电动工具、研磨电动工具、装配电动工具和铁道用电动工具,例如,电钻、电动砂轮机、电动扳手、电动螺丝刀、电锤、冲击电钻、混凝土振动器和电刨等等。本技术实施例对上述用电设备不做特殊限制。
62.以下实施例为了方便说明,以用电设备为车辆为例进行说明。
63.请参照图1,图1为本技术一些实施例提供的车辆1000的结构示意图,车辆1000的内部设置有电池100,电池100可以设置在车辆1000的底部或头部或尾部。电池100可以用于车辆1000的供电,例如,电池100可以作为车辆1000的操作电源。
64.车辆1000还可以包括控制器200和马达300,控制器200用来控制电池100为马达300供电,例如,用于车辆1000的启动、导航和行驶时的工作用电需求。
65.在本技术一些实施例中,电池100不仅仅可以作为车辆1000的操作电源,还可以作为车辆1000的驱动电源,代替或部分地代替燃油或天然气为车辆1000提供驱动动力。
66.请参照图2,图2为本技术一些实施例提供的电池100的结构示意图,电池100包括箱体10和电池单体20,箱体10用于容纳电池单体20。
67.其中,箱体10是容纳电池单体20的部件,箱体10为电池单体20提供容纳空间,箱体10可以采用多种结构。在一些实施例中,箱体10可以包括第一部分11和第二部分12,第一部分11与第二部分12相互盖合,以限定出用于容纳电池单体20的容纳空间。第一部分11和第二部分12可以是多种形状,比如,长方体、圆柱体等。第一部分11可以是一侧开放的空心结构,第二部分12也可以是一侧开放的空心结构,第二部分12的开放侧盖合于第一部分11的开放侧,则形成具有容纳空间的箱体10。也可以是第一部分11为一侧开放的空心结构,第二部分12为板状结构,第二部分12盖合于第一部分11的开放侧,则形成具有容纳空间的箱体10。第一部分11与第二部分12可以通过密封元件来实现密封,密封元件可以是密封圈、密封胶等。
68.在电池100中,电池单体20可以是一个、也可以是多个。若电池单体20为多个,多个电池单体20之间可串联或并联或混联,混联是指多个电池单体20中既有串联又有并联。可以是多个电池单体20先串联或并联或混联组成电池模块,多个电池模块再串联或并联或混联形成一个整体,并容纳于箱体10内。也可以是所有电池单体20之间直接串联或并联或混联在一起,再将所有电池单体20构成的整体容纳于箱体10内。
69.在一些实施例中,电池100还可以包括汇流部件,多个电池单体20之间可通过汇流部件实现电连接,以实现多个电池单体20的串联或并联或混联。汇流部件可以是金属导体,比如,铜、铁、铝、不锈钢、铝合金等。
70.请参照图3,图3为本技术一些实施例提供的电池单体20的爆炸图,电池单体20可以包括壳体21、电极组件22、端盖23和集流构件24。
71.壳体21是用于容纳电极组件22的部件,壳体21可以是一端形成开口的空心结构,壳体21也可以是两端形成开口的空心结构。壳体21的材质可以是多种,比如,铜、铁、铝、钢、铝合金等。壳体21可以是多种形状,比如,圆柱体、长方体等。示例性的,在图3中,壳体21为圆柱体。
72.电极组件22是电池单体20中发生电化学反应的部件。电极组件22可以包括主体部221、第一极耳222和第二极耳223,第一极耳222和第二极耳223均凸出于主体部221的一端,当然,第一极耳222和第二极耳223可以位于主体部221的同一端,也可以分别位于主体部221相对的两端。第一极耳222和第二极耳223两者中的一者为正极极耳,另一者为负极极耳。主体部221可以包括正极极片、负极极片和隔离膜。主体部221可以是由正极极片、隔离膜和负极极片通过卷绕形成的卷绕式结构。主体部221也可以是由正极极片、隔离膜和负极极片通过层叠布置形成的叠片式结构。
73.正极极片包括正极集流体和涂覆于正极集流体相对的两侧的正极活性物质层。负极极片包括负极集流体和涂覆于负极集流体相对的两侧的负极活性物质层。主体部221为电极组件22与极片涂覆有活性物质层的区域相对应的部分,正极极耳为正极极片未涂覆正极活性物质层的部分,负极极耳为负极极片未涂覆负极活性物质层的部分。
74.端盖23是盖合于壳体21的开口以将电池单体20的内部环境与外部环境隔绝的部件。端盖23盖合于壳体21的开口,端盖23与壳体21共同限定出用于容纳电极组件22、电解液以及其他部件的密封空间。端盖23的形状可以与壳体21的形状相适配,比如,壳体21为长方
体结构,端盖23为与壳体21相适配的矩形板状结构,再如,壳体21为圆柱体结构,端盖23为与壳体21相适配的圆形板状结构。端盖23的材质也可以是多种,比如,铜、铁、铝、钢、铝合金等。
75.在电池单体20中,端盖23可以是一个,也可以是两个,端盖23的个数可以根据壳体21的具体结构确定。比如,壳体21为一端形成开口的空心结构,端盖23可以对应设置一个;再如,壳体21为相对的两端形成开口的空心结构,端盖23可以对应设置两个,两个端盖23分别盖合于端盖23的两个开口。
76.集流构件24是实现端盖23与极耳电连接的部件。在电池单体20中,集流构件24可以是一个,也可以是两个。在电池单体20中的端盖23为一个的实施例中,集流构件24可以对应设置一个,可以是第一极耳222通过集流构件24与端盖23连接,第二极耳223与壳体21连接,以使壳体21和端盖23分别作为电池单体20的两个输出极,以输出电能。在电池单体20中的端盖23为两个的实施例中,集流构件24可以对应设置两个,可以是第一极耳222通过一个集流构件24与端盖23连接,第二极耳223通过另一个集流构件24与端盖23连接,以使两个端盖23分别作为电池单体20的两个输出极,以输出电能。
77.请参照图4,图4为图3所示的电池单体20的剖视图,本技术实施例提供一种电池单体20,电池单体20包括壳体21、电极组件22、端盖23和集流构件24。壳体21具有开口。电极组件22容纳于壳体21内,电极组件22包括主体部221和第一极耳222,第一极耳222凸出于主体部221的一端。端盖23盖合于开口,端盖23上设有注液孔231。集流构件24容纳于壳体21内,并位于端盖23面向主体部221的一侧,集流构件24用于连接第一极耳222和端盖23,以实现端盖23与第一极耳222电连接。其中,集流构件24设有第一中心孔241和导流通道242,在第一中心孔241的轴向上,第一中心孔241与注液孔231相对设置,导流通道242被配置为供从注液孔231进入电池单体20内部的至少部分电解液进入主体部221内。
78.端盖23上的注液孔231可以是圆形孔。端盖23上可以设置用于封堵注液孔231的封堵件25,以在通过注液孔231向电池单体20内部注入电解液后,通过封堵件25将注液孔231封堵。端盖23与壳体21可以通过密封件26密封连接,密封件26可以是橡胶、塑料等材质。
79.集流构件24为导体,可以是铜、铁、铝、钢、铝合金等材质。集流构件24既与第一极耳222连接,又与端盖23连接,以实现第一极耳222与端盖23电连接。集流构件24与第一极耳222两者可以采用非固定方式实现连接,比如,集流构件24与第一极耳222仅保持抵靠接触;集流构件24与第一极耳222两者也可以采用固定的方式实现连接,比如,集流构件24与第一极耳222焊接。集流构件24与端盖23两者可以采用非固定方式实现连接,比如,集流构件24与端盖23仅保持抵靠接触;集流构件24与端盖23两者也可以采用固定的方式实现连接,比如,集流构件24与端盖23焊接。与集流构件24连接的第一极耳222可以是正极极耳,也可以是负极极耳。第一极耳222可以是环形结构,第一极耳222可以与主体部221同轴设置。
80.第一中心孔241为设置于集流构件24中心位置的通孔。以集流构件24为圆盘结构为例,第一中心孔241的轴线与集流构件24的轴线重合。第一中心孔241与注液孔231在第一中心孔241的轴向上相对设置,可以是第一中心孔241与注液孔231同轴,也可以是第一中心孔241的轴线略微偏离于注液孔231的轴线。只要在第一中心孔241的径向上,第一中心孔241和注液孔231并未完全错开,都应理解为第一中心孔241与注液孔231在第一中心孔241的轴向上相对设置。
81.导流通道242为集流构件24上区别于第一中心孔241的通道。导流通道242可以设置于第一中心孔241的周围,与第一中心孔241彼此独立;导流通道242也可以与第一中心孔241彼此连通。导流通道242可以是贯穿集流构件24的外表面243和内表面244的通孔,也可以是设置于集流构的外表面243或内表面244的槽。集流构件24的外表面243是指集流构件24在厚度方向上面向端盖23的表面,集流构件24的内表面244是指集流构件24在厚度方向上面向第一极耳222的表面。导流通道242可以是一个,也可以是多个。以导流通道242是多个为例,多个导流通道242可以围绕第一中心孔241分布。
82.集流构件24上设有第一中心孔241和导流通道242,通过注液孔231向电池单体20内部注入电解液的过程中,电解液不仅能够沿着集流构件24的第一中心孔241向主体部221内部流动,还能够沿着集流构件24的导流通道242向主体部221的内部流动,以浸润极片。这种结构增加了电解液向主体部221内部流动的通道,从而使得通过注液孔231进入到电池单体20内部的电解液能够更加容易地浸润电极组件22,提高了注液效率,并提高了电解液对电极组件22的浸润效果。
83.在一些实施例中,请参照图4和图5,图5图4所示的集流构件24的结构示意图,集流构件24具有相对的外表面243和内表面244,外表面243面向端盖23,内表面244面向第一极耳222。导流通道242包括导流孔2421,导流孔2421贯穿集流构件24的外表面243和内表面244。
84.集流构件24的外表面243可以与端盖23抵靠,使集流构件24与端盖23保持接触。集流构件24的内表面244可以与第一极耳222抵靠,使集流构件24的第一极耳222保持接触。示例性的,为进一步提高集流构件24与端盖23以及集流构件24与第一极耳222接触的稳定性,集流构件24可以与第一极耳222焊接,集流构件24可以与端盖23焊接。
85.导流孔2421为贯穿集流构件24的外表面243和内表面244的通孔,导流孔2421可以是多种形状的孔,比如,圆形孔、方形孔、长条孔、圆弧孔等。导流通道242中的导流孔2421可以是一个,也可以是多个。
86.在本实施例中,由于导流孔2421贯穿集流构件24的外表面243和内表面244,通过注液孔231进入到电池单体20内部的电解液,能够直接通过导流孔2421从集流构件24的面向端盖23的一侧流动至面向主体部221的一侧,以使电解液进入到主体部221内部,以浸润极片。
87.在一些实施例中,请继续参照图5,导流孔2421偏离第一中心孔241,以与第一中心孔241彼此独立。
88.导流孔2421偏离第一中心孔241,即导流孔2421与第一中心孔241存在一定距离,使得导流孔2421与第一中心孔241彼此独立。
89.如图5所示,在导流通道242中的导流孔2421为多个的情况下,导流孔2421可以沿第一中心孔241的径向设置多个,并且沿第一中心孔241的周向设置多个。示例性的,导流孔2421为圆形孔。
90.在本实施例中,由于导流孔2421偏离第一中心孔241,有利于导流孔2421的成型加工,集流构件24具有较好的强度。
91.在一些实施例中,请参照图6,图6为本技术另一些实施例提供的集流构件24的结构示意图,导流孔2421贯穿第一中心孔241的孔壁。
92.导流孔2421贯穿第一中心孔241的孔壁,导流孔2421与第一中心孔241处于连通状态。以导流孔2421为长条孔或弧形孔为例,导流孔2421在其延伸方向的一端贯穿第一中心孔241的孔壁。
93.在导流通道242中的导流孔2421为多个的情况下,导流孔2421可以沿第一中心孔241的周向设置多个。
94.在本实施例中,导流孔2421与第一中心孔241连通,使得电解液能够在导流孔2421和第一中心孔241内彼此流动。若进入到导流孔2421内的电解液无法及时的进入到主体部221内,电解液能够从导流孔2421流入到第一中心孔241内,以通过第一中心孔241进入到主体部221内。若进入到第一中心孔241内的电解液无法及时的进入到主体部221内,电解液能够从第一中心孔241流入到导流孔2421内,以通过导流孔2421进入到主体部221内。
95.在一些实施例中,请继续参照图6,导流孔2421沿第一中心孔241的径向延伸。
96.可理解的,导流孔2421为长条孔,导流孔2421的延伸方向与第一中心孔241的径向一致。
97.在本实施例中,由于导流孔2421沿第一中心孔241的径向延伸,使得电解液能够在导流孔2421内沿第一中心孔241的径向流动,增大了电解液在导流孔2421内的流动范围,使得电解液能够从导流孔2421的多个区域进入到主体部221的内部,提高注液效率以及电解液对电极组件22的浸润效果。
98.在一些实施例中,请参照图5和图6,导流通道242包括多个导流孔2421,多个导流孔2421围绕第一中心孔241周向间隔分布。这种结构使得电解液能够沿着多个导流孔2421向主体部221内部流动,提高注液效率以及电解液对电极组件22的浸润效果。
99.在一些实施例中,请参照图7,图7为图4所示的电池单体20局部剖视图,端盖23具有抵靠面232,抵靠面232用于与外表面243抵靠。端盖23上设有凹部233,凹部233从抵靠面232沿背离主体部221的方向凹陷,凹部233与注液孔231连通,在第一中心孔241的轴向上,凹部233与至少一个导流孔2421相对设置。
100.抵靠面232是端盖23与集流构件24的外表面243相抵靠的表面。凹部233是端盖23上从抵靠面232沿背离主体部221的方向凹陷的凹陷空间。凹部233可以是与注液孔231同轴设置的圆形凹槽。
101.凹部233与注液孔231连通,可以是凹部233与注液孔231轴向连通,比如,凹部233与注液孔231两者共同形成阶梯孔,注液孔231轴向的一端与凹部233轴向的一端连通;也可以是凹部233与注液孔231径向连通,比如,注液孔231至少部分位于凹部233内侧,两者通过径向布置的孔道连通。
102.需要说明的是,只要在第一中心孔241的径向上,凹部233与至少一个导流孔2421并未完全错开,都应当理解为,凹部233与至少一个导流孔2421在第一中心孔241的轴向上相对设置。也可以理解为,凹部233沿第一中心孔241的轴向覆盖至少一个导流孔2421的部分或全部。
103.如图5所示,在导流孔2421偏离第一中心孔241,且导流孔2421沿着第一中心孔241的周向分布为多个的实施例中,凹部233(图5未示出)可以与所有导流孔2421相对设置,也可以与部分导流孔2421相对设置。如图6所示,在导流孔2421贯穿第一中心孔241的孔壁,且导流孔2421沿第一中心孔241的周向分布为多个的实施例中,凹部233(图6未示出)可以与
所有导流孔2421相对设置,也可以与部分导流孔2421相对设置。
104.在本实施例中,凹部233与注液孔231连通,在通过注液孔231向电池单体20内部注入电解液的过程中,电解液能够进入到凹部233内。由于凹部233所在的区域覆盖导流孔2421的至少一部分,使得进入凹部233内的电解液能够直接进入到至少一个导流孔2421内。保证在通过注液孔231向电池单体20内部注入电解液的过程中,电解液能够更加容易、快速地进入导流孔2421内,在提高电解液对电极组件22的浸润效果的同时,提高了注液效率。
105.在一些实施例中,请继续参照图7,端盖23具有位于凹部233内的出液面234,注液孔231的一端贯穿出液面234,出液面234与外表面243间隙设置。
106.出液面234与外表面243间隙设置,出液面234与外表面243并未接触,两者存在间隙,电解液能够通过该间隙向凹部233内流动。
107.示例性的,凹部233具有面向外表面243的底面2331,底面2331凸设有凸部235,凸部235面向外表面243的一端形成出液面234,凸部235的外周面与凹部233的内周面存在间隙,以收容电解液。注液孔231设置于凸部235内,凸部235的设置可以增强端盖23设置注液孔231位置的强度。其中,底面2331是凹部233距离外表面243最远的面,外周面是凸部235连接于底面2331与出液面234之间的面,内周面是凹部233连接于底面2331与抵靠面232之间的面。
108.在本实施例中,出液面234与外表面243间隙设置,使得注液孔231与凹部233处于连通状态,便于电解液从注液孔231进入至第一凹部233内,有利于在通过注液孔231向电池单体20内部注入电解液的过程中,电解液沿着导流孔2421向主体部221的内部流动。
109.在一些实施例中,请参照图8和图9,图8为本技术另一些实施例提供的电池单体20的局部剖视图,图9为图8所示的集流构件24的结构示意图,导流通道242包括导流槽2422,导流槽2422设置于集流构件24面向第一极耳222的一侧,第一中心孔241与导流槽2422连通。
110.导流槽2422可以是多种形状,比如,条形槽、圆形槽、扇形槽等。导流通道242中的导流槽2422可以是一个,也可以是多个。以导流通道242中的导流槽2422为多个为例,多个导流槽2422可以围绕第一中心孔241周向间隔分布。
111.在导流通道242包括导流槽2422的情况下,导流通道242也可以包括前述各实施例中的导流孔2421,也就是说,导流通道242中可以只有导流槽2422或导流孔2421,也可以既有导流槽2422,又有导流孔2421。示例性的,在图9中,导流通道242中只设置有导流槽2422。
112.导流槽2422设置于集流构件24面向第一极耳222的一侧,并与第一中心孔241连通,通过注液孔231进入到电池单体20内部的电解液先进入到第一中心孔241内,一部分电解液通过第一中心孔241进入到主体部221内部,另一部分电解液沿着导流槽2422侧向流动,最终从导流槽2422进入到主体部221的内部。导流槽2422增大了电解液侧向流动范围,使得电解液更容易且更快速地进入到主体部221内。
113.在一些实施例中,请继续参照图9,集流构件24包括本体部245和抵靠部246。本体部245用于抵靠于端盖23(图9未示出),第一中心孔241设置于本体部245。两个抵靠部246用于抵靠于第一极耳222(图9未示出),两个抵靠部246均凸设于本体部245背离端盖23的一侧,两个抵靠部246分别位于第一中心孔241在径向上的两侧,两个抵靠部246之间形成导流槽2422。
114.本体部245为集流构件24的主体部分,抵靠部246为集流构件24凸出于本体部245的部分,本体部245和抵靠部246可以是一体成型结构。本体部245抵靠于端盖23,使得本体部245与端盖23保持接触。抵靠部246抵靠于第一极耳222,使得抵靠部246与第一极耳222保持接触。示例性的,为进一步提高集流构件24与端盖23以及集流构件24与第一极耳222接触的稳定性,抵靠部246可以与第一极耳222焊接,本体部245可以与端盖23焊接。
115.示例性的,本体部245为圆盘结构,第一中心孔241设置于本体部245的中心位置。
116.在导流通道242还包括导流孔2421的实施例中,导流孔2421与导流槽2422可以彼此独立,也可以相互连通,以导流孔2421与导流槽2422连通为例,导流孔2421可以设置于本体部245,导流孔2421贯穿本体部245背离端盖23的表面,使得导流孔2421与导流槽2422连通。
117.在本实施例中,本体部245上凸设有两个抵靠部246,两个抵靠部246之间形成导流槽2422,使得本体部245与主体部221之间形成较大的供电解液流动的空间增大电解液侧向流动的范围,以更好进入电极组件22。
118.此外,抵靠部246凸出于本体部245,更容易保证抵靠部246用于与第一极耳222抵靠的表面的平面度,使得抵靠部246与第一极耳222能够保持良好接触。
119.在一些实施例中,请继续参照图9,抵靠部246呈“v”形,两个抵靠部246背对设置。
120.由于抵靠部246呈“v”形,抵靠部246具有尖端和开口端,在第一中心孔241的径向上,尖端较开口端更靠近于第一中心孔241。两个抵靠部246背对设置是指两个抵靠部246的开口端背对设置。
121.在本实施例中,两个呈“v”形结构的抵靠部246背对设置,使得两个抵靠部246之间的导流槽2422为在第一中心孔241的位置的宽度最小的渐变结构,增大了电解液在导流槽2422内流动范围,以使电解液能够从导流槽2422的多个区域进入到主体部221的内部,使得电解液更容易且更快速地进入到主体部221内。
122.此外,由于抵靠部246呈“v”形结构,增大了集流构件24与第一极耳222在第一中心孔241的径向上的接触范围,使得集流构件24既能够与第一极耳222的内圈部分抵靠,又能够与第一极耳222的外圈部分抵靠,不易出现极化现象。
123.在一些实施例中,第一极耳222(图8中示出)与抵靠部246焊接并形成焊印,焊印沿着抵靠部246的轨迹延伸。
124.第一极耳222与抵靠部246焊接融合在一起的区域形成焊印。由于抵靠部246为呈“v”形结构,焊印沿着抵靠部246的轨迹延伸,使得焊印也呈“v”形。这种结构使得整个抵靠部246与第一极耳222紧密连接,降低极化现象的发生。
125.在一些实施例中,请继续参照图7和图8,主体部221设有第二中心孔224,在第一中心孔241的轴向上,第二中心孔224与第一中心孔241相对设置。
126.以主体部221由正极极片、隔离膜和负极极片通过卷绕形成的卷绕式结构为例,主体部221的卷芯位置则形成第二中心孔224。
127.需要说明的是,只要在第一中心孔241的径向上,第二中心孔224与第一中心孔241并未完全错开,都应当理解为,第二中心孔224与第一中心孔241在第一中心孔241的轴向上相对设置。当然,可以是第二中心孔224与第一中心孔241同轴设置,也可以是第二中心孔224的轴线略微偏离于第一中心孔241的轴线。示例性的,在图7和图8中,第二中心孔224、第
一中心孔241和注液孔231三者同轴设置。
128.在本实施例中,第二中心孔224与第一中心孔241相对设置,在通过注液孔231向电池单体20内部注入电解液的过程中,进入第一中心孔241的电解液能够快速进入到第一中心孔241内,以浸润极片。
129.本技术实施例提供一种电池100,包括箱体10和上述任意一个实施例提供的电池单体20,箱体10用于容纳电池单体20。
130.本技术实施例提供一种用电设备,包括上述任意一个实施例提供的电池100。
131.此外,请参照图3和图4,本技术实施例提供一种圆柱电池,包括壳体21、电极组件22、端盖23和集流构件24。电极组件22包括主体部221以及极性相反的第一极耳222和第二极耳223,第一极耳222和第二极耳223凸出于主体部221并分别位于主体部221相对的两端,第一极耳222通过集流构件24与端盖23连接,第二极耳223与壳体21连接。集流构件24设有第一中心孔241和导流通道242,在第一中心孔241的轴向上,第一中心孔241与端盖23上的注液孔231相对设置,且与主体部221上的第二中心孔224相对设置,导流通道242被配置为供从注液孔231进入电池单体20内部的至少部分电解液进入主体部221内。
132.在这样的圆柱电池中,集流构件24上设有第一中心孔241和导流通道242,通过注液孔231向电池单体20内部注入电解液的过程中,电解液不仅能够沿着集流构件24的第一中心孔241向主体部221内部流动,还能够沿着集流构件24的导流通道242向主体部221的内部流动,使得通过注液孔231进入到电池单体20内部的电解液能够更加容易地浸润电极组件22,提高了注液效率,并提高了电解液对电极组件22的浸润效果。
133.请参照图10,图10为本技术一些实施例提供的电池单体20的制造方法的流程图,本技术实施例提供一种电池单体20的制造方法,制造方法包括:
134.s100:提供壳体21,壳体21具有开口;
135.s200:提供电极组件22,电极组件22包括主体部221和第一极耳222,第一极耳222凸出于主体部221的一端;
136.s300:提供端盖23,端盖23上设有注液孔231;
137.s400:提供集流构件24,集流构件24设有第一中心孔241和导流通道242;
138.s500:将集流构件24与第一极耳222连接;
139.s600:将电极组件22容纳于壳体21内;
140.s700:将端盖23盖合于开口;
141.s800:将端盖23与集流构件24连接,以实现端盖23与第一极耳222的电连接。
142.其中,集流构件24容纳于壳体21内,并位于端盖23面向主体部221的一侧,在第一中心孔241的轴向上,第一中心孔241与注液孔231相对设置,导流通道242被配置为供从注液孔231进入电池单体20内部的至少部分电解液进入主体部221内。
143.在上述方法中,并不限制步骤s100、步骤s200、步骤s300和步骤s400的先后顺序,比如,可以先执行步骤s400,再执行步骤s300,再执行步骤s200,再执行步骤s100。
144.此外,在上述方法中,也不限制步骤s500和步骤s600的先后顺序,比如,可以先执行步骤s600,再执行步骤s500。
145.需要说明的是,通过上述实施例提供的制造方法制造的电池单体20的相关结构,可参见前述各实施例提供的电池单体20,在此不再赘述。
146.请参照图11,图11为本技术一些实施例提供的电池单体20的制造设备2000的示意性框图,本技术实施例还提供一种电池单体20的制造设备2000,制造设备2000包括第一提供装置2100、第二提供装置2200、第三提供装置2300、第四提供装置2400和组装装置2500。
147.第一提供装置2100用于提供壳体21,壳体21具有开口。第二提供装置2200用于提供电极组件22,电极组件22包括主体部221和第一极耳222,第一极耳222凸出于主体部221的一端。第三提供装置2300用于提供端盖23,端盖23上设有注液孔231。第四提供装置2400用于提供集流构件24,集流构件24设有第一中心孔241和导流通道242。组装装置2500用于将集流构件24与第一极耳222连接;还用于将电极组件22容纳于壳体21内;组装装置2500还用于将端盖23盖合于开口;组装装置2500还用于将端盖23与集流构件24连接,以实现端盖23与极耳的电连接。
148.其中,集流构件24容纳于壳体21内,并位于端盖23面向主体部221的一侧,在第一中心孔241的轴向上,第一中心孔241与注液孔231相对设置,导流通道242被配置为供从注液孔231进入电池单体20内部的至少部分电解液进入主体部221内。
149.需要说明的是,通过上述实施例提供的制造设备2000制造的电池单体20的相关结构,可参见前述各实施例提供的电池单体20,在此不再赘述。
150.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
151.以上实施例仅用以说明本技术的技术方案,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1