一种PCB通用测试机用高密度针座连接器及其制造工艺的制作方法
一种pcb通用测试机用高密度针座连接器及其制造工艺
技术领域
1.本发明涉及到一种针座连接器领域,特别涉及是一种可大批量生产且接触面积大、精度高,稳定性强,耐久性强pcb通用测试机针床用针座连接器及其制造工艺。
背景技术:
2.目前的针座连接器是将多个单片一片片堆叠,然后利用带定位孔的不锈钢条压在器件的两端,将多个单片定位并且固定在一起。由于受到尺寸限制,不锈钢条零件本身的强度不足,容易变形,组装后造成针座连接器的针头位置度公差和组装累计公差,不能进行精确定位。目前使用的针座连接器,不能满足对精确定位以及稳定性,耐久性的要求。
技术实现要素:
3.为解决上述技术问题,本发明提供了一种可大批量生产且接触面积大,精度高,稳定性强,耐久性的pcb通用测试机针床用针座连接器及其制造工艺。
4.本发明提供的技术方案是:一种pcb通用测试机用高密度针座连接器及其制造工艺,其连接器包括:嵌件组件和整体封胶件;所述嵌件组件包括嵌件和圆端子组;所述嵌件对圆端子组进行封胶;所述圆端子组包含不少于2个圆端子;所述圆端子包括端子头部、端子中部和端子尾部;所述端子头部和端子尾部中间为端子中部;所述端子头部一端为冲压成圆柱体;所述端子头部与端子中部中间设有上折弯;所述端子尾部与端子中部中间设有下折弯;所述嵌件为上封胶和中封胶;所述上封胶对端子头部的圆柱体进行封胶;所述中封胶对端子中部进行封胶;所述嵌件组件与嵌件组件并联为嵌件组件排;所述整体封胶件对嵌件组件排进行整体封胶。
5.进一步优化,所述圆端子组包括a圆端子组和b圆端子组;其中a圆端子组和b圆端子组交错并排;进一步优化,所述上折弯和下折弯的折弯方向相反。
6.进一步优化,所述a圆端子组和b圆端子组上折弯的折弯方向相反,所述a圆端子组和b圆端子组的下折弯的折弯方向相反,用于扩大圆端子之间的间距的同时a圆端子组和b圆端子组的端子头部在同一直线上和端子尾部在同一直线上。
7.进一步优化,所述端子头部的顶部裸露在上封胶顶部;所述端子尾部裸露在中封胶一侧。
8.进一步优化,所述上封胶和中封胶之间设有整体封胶槽,所述中封胶另一侧设有
三个不同长度的侧封胶槽;其中整体封胶对整体封胶槽和侧封胶槽进行整体封胶。
9.进一步优化,所述嵌件组件包括a嵌件组件和b嵌件组件;所述a嵌件组件与b嵌件组件的端子尾部均匀凹凸交错堆叠,呈互补和啮合状。
10.进一步优化,所述a嵌件组件和b嵌件组件交错并列堆叠。
11.进一步优化,所述端子头部的圆柱体沿中轴线冲压为先冲压成横切面为v型,再冲压成u型,最后冲压成圆形,用于增加端子顶部接触面积。
12.进一步优化,该工艺包括以下步骤:第一,将圆端子头部卷圆;先将圆端子从铜片裁切下来;然后沿中轴线冲压为先冲压成横切面为v型,再冲压成u型,最后冲压成圆形;第二,将圆端子组进行折弯,分两组进行折弯,同组端子上折弯和下折弯的方向相反;不同组的折弯的方向相反;两组交错并排;由此扩大圆端子之间的间距;第三,进行嵌件,将圆端子组排列间距错开,进行嵌件成为a嵌件组件和b嵌件组件;第四,将a嵌件组件和b嵌件组件交错堆叠;a嵌件组件与b嵌件组件的端子尾部均匀凹凸交错堆叠,呈互补和啮合状;第五,对堆叠后的嵌件组件进行整体定位;由定位治具进行定位,定位治具能够做到足够的强度及精度,尺寸精度可以达到
±
0.005mm;第六,对侧封胶槽和整体封胶槽进行整体封胶。
13.采用了上述技术方案后,本发明的有益效果是:相对于已披露的技术方案,本发明针座连接器及其制造工艺,其创新点在于,1.单片经过堆叠以后,在高精度的定位治具中进行定位,消除了堆叠过程中的位置公差已及片与片之间的累计公差。所以针座连接器的整体尺寸精度高,形位精度高。2.单片经过堆叠以后,每个针头由高精度定位孔再次定位,保证了针头的位置精度。3.本发明的整体封胶工艺能够使针座连接器不是松散的结构而是一个整体,满足稳定性及耐久性的要求。4.本发明的整体封胶工艺省去了针座连接器上面的定位零件,以及组装定位零件的工序,能够降低成本。
附图说明
14.图1是a嵌件组件图;图2是b嵌件组件图;图3是圆端子组图;图4是端子头部卷圆切面图;图5是a圆端子组图;图6是b圆端子组图;图7是嵌件组件部分切面图;图8是嵌件组件排图;图9是整体封胶的连接器图。
具体实施方式
15.下面结合附图1至图9,以及具体实施例对本发明进行详细描述,但不作为对本发明的限定。
实施例
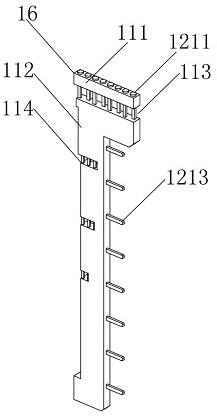
16.如附图1至图9所示,一种pcb通用测试机用高密度针座连接器及其制造工艺,其连接器包括:嵌件组件1和整体封胶件2;所述嵌件组件1包括嵌件11和圆端子组12;所述嵌件11对圆端子组12进行封胶;所述圆端子组12包含不少于2个圆端子121;所述圆端子121包括端子头部1211、端子中部1212和端子尾部1213;所述端子头部1211和端子尾部1213中间为端子中部1212;所述端子头部1211一端为冲压成圆柱体;所述端子头部1211与端子中部1212中间设有上折弯1214;所述端子尾部1213与端子中部1212中间设有下折弯1215;所述嵌件11为上封胶111和中封胶112;所述上封胶111对端子头部1211的圆柱体进行封胶;所述中封胶112对端子中部1212进行封胶;所述嵌件组件1与嵌件组件1并联为嵌件组件排3;所述整体封胶件2对嵌件组件排3进行整体封胶。
17.所述圆端子组12包括a圆端子组13和b圆端子组14;其中a圆端子组13和b圆端子组14交错并排;所述上折弯1214和下折弯1215的折弯方向相反。
18.所述a圆端子组13和b圆端子组14上折弯1214的折弯方向相反,所述a圆端子组13和b圆端子组14的下折弯1215的折弯方向相反,用于扩大圆端子121之间的间距的同时a圆端子组13和b圆端子组14的端子头部1211在同一直线上和端子尾部1213在同一直线上。
19.所述端子头部1211的顶部裸露在上封胶111顶部;所述端子尾部1213裸露在中封胶112一侧。
20.所述上封胶111和中封胶112之间设有整体封胶槽113,所述中封胶112另一侧设有三个不同长度的侧封胶槽114;其中整体封胶2对整体封胶槽113和侧封胶槽114进行整体封胶。
21.所述嵌件组件1包括a嵌件组件16和b嵌件组件17;所述a嵌件组件16与b嵌件组件17的端子尾部1213均匀凹凸交错堆叠,呈互补和啮合状。
22.所述a嵌件组件16和b嵌件组件17交错并列堆叠。
23.所述端子头部1211的圆柱体沿中轴线冲压为先冲压成横切面为v型,再冲压成u型,最后冲压成圆形,用于增加端子顶部接触面积。
24.实施例二如附图1和图9所示,所述该工艺包括以下步骤:第一,将圆端子头部卷圆;先将圆端子从铜片裁切下来;然后沿中轴线冲压为先冲压成横切面为v型,再冲压成u型,最后冲压成圆形;
第二,将圆端子组进行折弯,分两组进行折弯,同组端子上折弯和下折弯的方向相反;不同组的折弯的方向相反;两组交错并排;由此扩大圆端子之间的间距;第三,进行嵌件,将圆端子组排列间距错开,进行嵌件成为a嵌件组件和b嵌件组件;第四,将a嵌件组件和b嵌件组件交错堆叠;a嵌件组件与b嵌件组件的端子尾部均匀凹凸交错堆叠,呈互补和啮合状;第五,对对堆叠后的嵌件组件进行整体定位;由定位治具进行定位,定位治具能够做到足够的强度及精度,尺寸精度可以达到
±
0.005mm;第六,对侧封胶槽和整体封胶槽进行整体封胶。
25.由此实现本发明目的,针座连接器的整体尺寸精度高,形位精度高每个针头由高精度定位孔再次定位,保证了针头的位置精度。满足稳定性及耐久性的要求,能够降低成本。
26.由技术常识可知,本技术方案可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1